00195724-0102_UM_X-Serie_SR605_IT - 第461页
Manuale per l’uso SIPLACE serie X 6 Ampliament i della stazione A partire dalla versione di software SR.605.xx 6.20 Sollevatore Productivity SIPLACE Edizione 07/2008 IT 461 6 Fig. 6.20 - 1 Linee seriali e parallele in co…
6 Ampliamenti della stazione Manuale per l’uso SIPLACE serie X
6.20 Sollevatore Productivity SIPLACE A partire dalla versione di software SR.605.xx
Edizione 07/2008 IT
460
6.20 Sollevatore Productivity SIPLACE
Art. n. 00119314-xx Sollevatore Productivity trasporto doppio con percorso sotto il pavimento
Art. n. 00116325-xx Sollevatore Productivity HV-shuttle con nastro percorso d'emergenza
trasporto doppio
Art. n. 00116310-xx Sollevatore Productivity HV-shuttle con nastro percorso d'emergenza
trasporto singolo
Art. n. 00119316-xx Sollevatore Productivity trasporto singolo con percorso sotto il pavimento
Art. n. 00116326-xx Sollevatore Productivity V-shuttle con nastro percorso d'emergenza
trasporto singolo
Art. n. 00116316-xx Sollevatore Productivity pacchetto accessori 1 (1 x per ogni linea se si usa
un convogliatore di trasporto aperto senza rivestimento di sicurezza prima
o dopo un sollevatore Productivity SIPLACE
Art. n. 00116317-xx sollevatore Productivity pacchetto accessori 2 (1 x per ogni linea se si usa
un convogliatore di trasporto aperto con rivestimento di sicurezza prima o
dopo un sollevatore Productivity SIPLACE
Art. n. 00119635-xx sollevatore Productivity pacchetto accessori HF, serie X (per il collega-
mento al dispositivo automatico di montaggio nel circuito di sicurezza del
sollevatore Productivity SIPLACE)
6.20.1 Progetto del montaggio in parallelo
In generale le linee di montaggio sono disposte in serie e concatenate serialmente. Il programma
di montaggio procede sequenzialmente mentre i circuiti stampati vengono trasportati da una
macchina alla successiva. Ciò significa che il montaggio di un circuito stampato è distribuito in
diversi dispositivi automatici.
Nella concatenazione parallela, si riassumono i contenuti del montaggio di singoli dispositivi au-
tomatici. Diversi dispositivi automatici lavorano con lo stesso programma di montaggio. In una
macchina montano tutti i componenti che sono distribuiti in diversi dispositivi automatici nella la-
vorazione seriale. Se la capacità di un dispositivo automatico è soddisfatta, i circuiti stampati ven-
gono trasportati al dispositivo automatico successivo con lo stesso programma di montaggio e
vengono stampati. Questa combinazione di macchine con lo stesso contenuto di montaggio viene
definita gruppo o cluster.
6.20.2 Realizzazione del montaggio in parallelo
Poiché linee con dispositivi automatici disposti in parallelo occupano molti più posti, il progetto del
montaggio in parallelo è stato realizzato con trasporto sotto il pavimento e sollevatore orizzontale/
verticale (HV-shuttle). I dispositivi automatici sono sempre disposti in serie ma con le unità solle-
vatore ed i trasporti sotto il pavimento è possibile far funzionare la linea in parallelo. In questo
modo la compattezza delle linee SIPLACE rimane quasi invariata.
Manuale per l’uso SIPLACE serie X 6 Ampliamenti della stazione
A partire dalla versione di software SR.605.xx 6.20 Sollevatore Productivity SIPLACE
Edizione 07/2008 IT
461
6
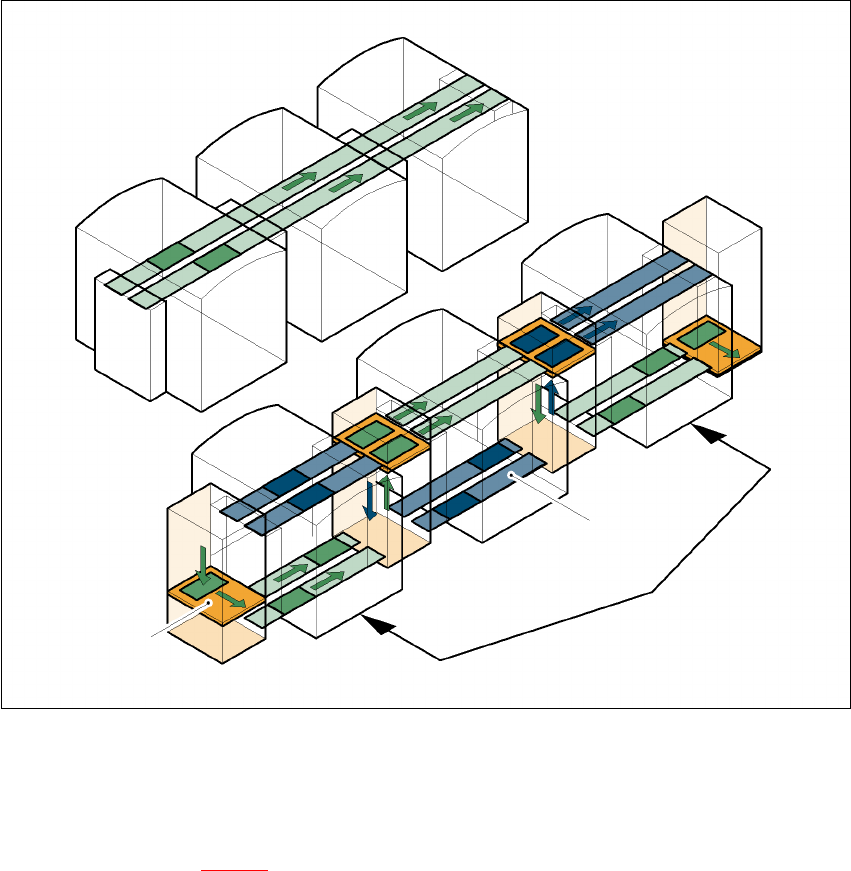
Fig. 6.20 - 1 Linee seriali e parallele in confronto
6.20.2.1 Trasporto sottopavimento
Due convogliatori di trasporto trasportano circuiti stampati vuoti o montati facendoli passare sotto
la macchina (vedi Fig. 6.20 - 1
). L'altezza CO massima dev'essere di 17 mm.
6.20.2.2 Sollevatore orizzontale/verticale (shuttle orizzontale/verticale)
Uno shuttle HV è disposto rispettivamente all'inizio di una linea, tra i dispositivi automatici ed alla
fine di una linea. Trasporta i circuiti stampati tra il piano sotto il pavimento e il piano di lavorazione
e tra le due tracce dei trasporti sotto il pavimento.
Linea seriale
Linea parallela
Trasporto sottopavi-
Gruppo (cluster)
Sollevatore oriz-
zontale/verticale
6 Ampliamenti della stazione Manuale per l’uso SIPLACE serie X
6.20 Sollevatore Productivity SIPLACE A partire dalla versione di software SR.605.xx
Edizione 07/2008 IT
462
6
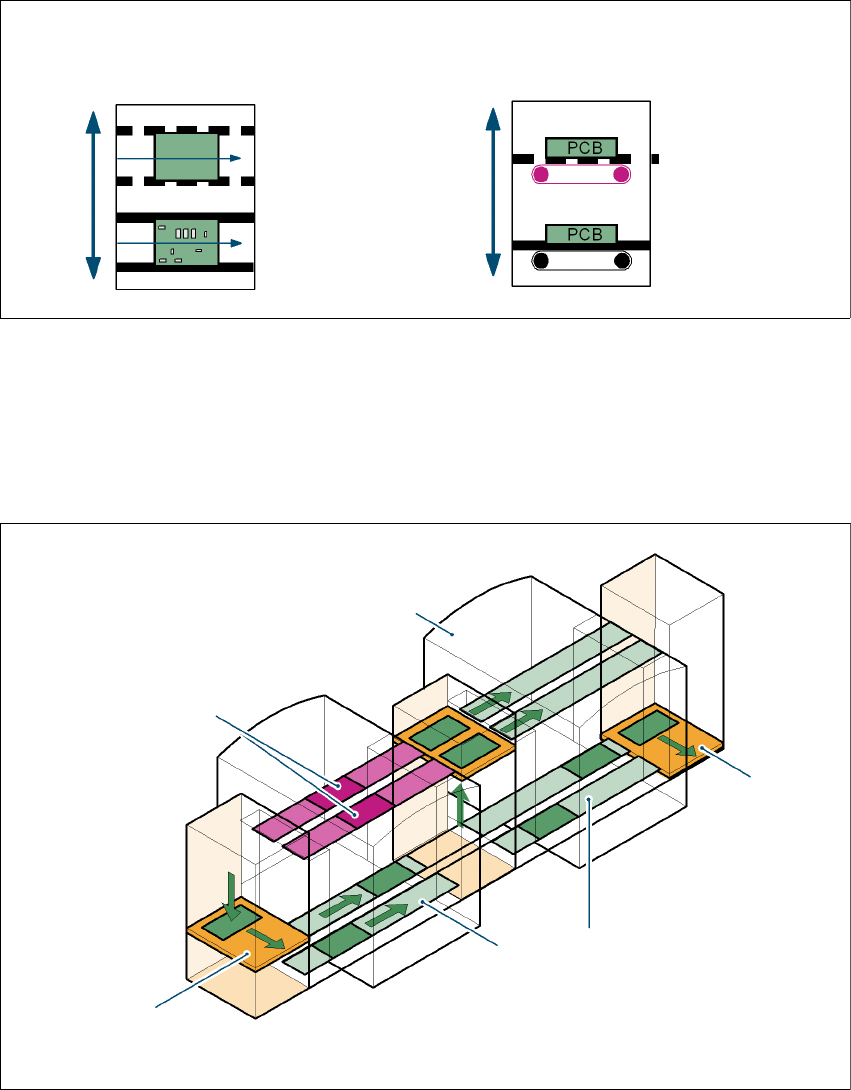
Fig. 6.20 - 2 Shuttle orizzontale/verticale (shuttle HV), sostituzione della traccia di trasporto e funzione sollevatore
6.20.3 Vantaggi del sollevatore Productivity
Con il sollevatore Productivity è possibile aumentare la produttività generale della linea date le
velocità maggiori di montaggio del dispositivo automatico all'interno della linea.
6
Fig. 6.20 - 3 Sollevatore Productivity, evitare tempi di inattività
6
Nelle linee concatenate in parallelo, singoli dispositivi automatici possono venire meno senza che
si arresti tutta la linea. È inoltre possibile l'accesso alle singole macchine mentre il resto della linea
continua a montare senza interruzione. Con la concatenazione si può aumentare il contenuto del
Trasporto orizzontale
Funzione sollevatore dello HV-shut-
tle
Trasporto verticale
Non montato
Montato
Piano di trasporto
standard
Piano di trasporto
sotto il pavimento
Sostituzione della traccia
di trasporto HV-shuttle
Percorso di trasporto CS
occupato col montaggio
Dispositivo automatico di
montaggio
Sollevatore oriz-
zontale e verticale
Trasporto sottopa-
vimento
Cambio di trac-
cia