00198521-01_UM_LDU_E_EN.pdf - 第27页
3 Function description and structure 3.3 Basic process User Manual SIPLACE Linear Dipping Unit E 12/2018 27 Flux application by dipping During dipping, the component (3) is dipped with tweezers (4) into the flux by the p…
3 Function description and structure
3.3 Basic process
26 User Manual SIPLACE Linear Dipping Unit E 12/2018
3.3 Basic process
The following section describes the dip process and the parameters which influence this process.
3.3.1 Usage of flux
To improve the solderability of corrosive components or components with complex structures,
these components should be coated with additional flux during production. This increases the qual-
ity of the soldered connection. The flux is applied to the relevant contact surfaces of the component
or board during the placement procedure. The two most common procedures are dispensing and
dipping. In addition, there are other procedures such as printing, stamping, spraying, brush applic-
ation etc.
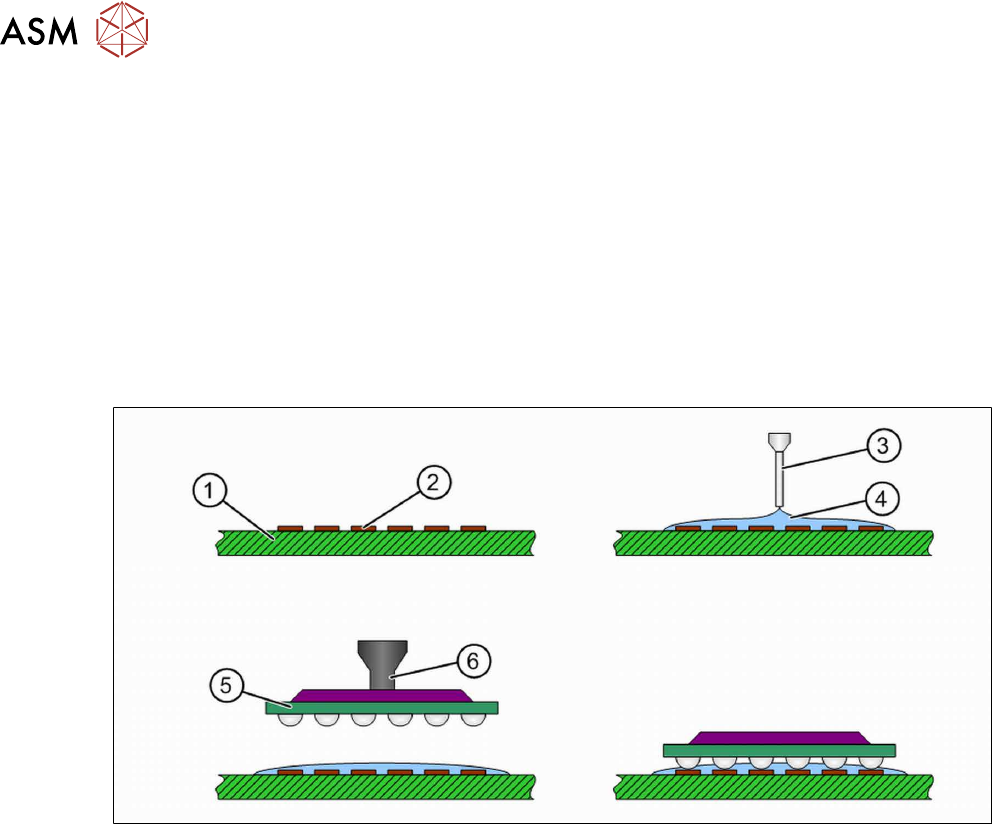
Flux application by dispensing
During dispensing, the flux is applied directly onto the board (1). A needle (3) is positioned exactly
over the soldered connection or the contact surfaces (2) and a defined amount of flux (4) is applied
to the soldered connection. A film forms on the soldered connection, in which the component (5) is
placed with the tweezers (6). Only thin flux types are suitable for dispensing.
3 Function description and structure
3.3 Basic process
User Manual SIPLACE Linear Dipping Unit E 12/2018 27
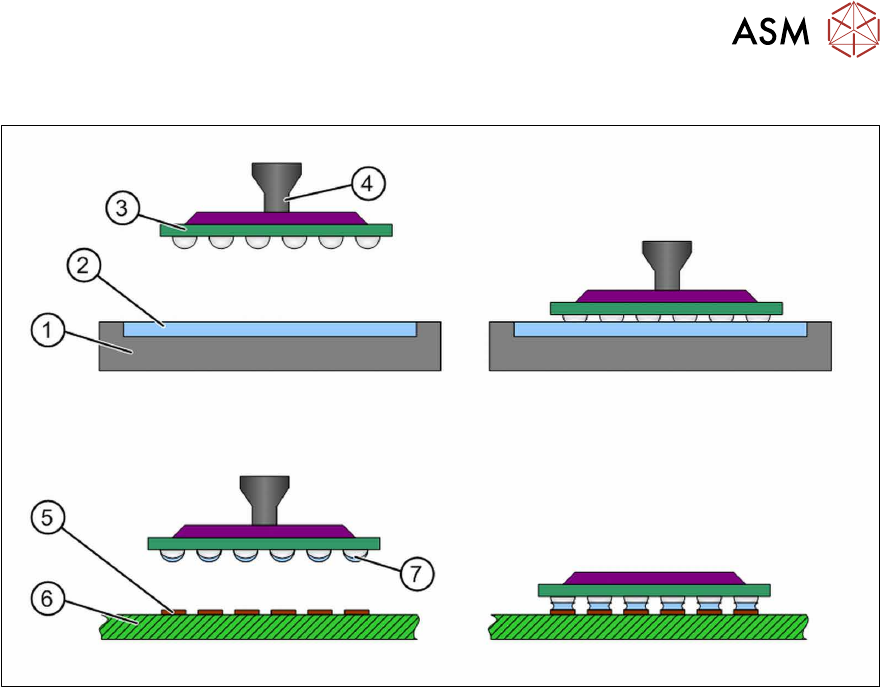
Flux application by dipping
During dipping, the component (3) is dipped with tweezers (4) into the flux by the placement
machine (2) and is then placed onto the board (6) with the contact surfaces (5). The flux must be
made available in a suitable carrier (1), on as even a surface as possible. The component is picked
up from the feeder module and is dipped into the flux. The leads or contact surfaces of the compo-
nent are coated with this flux (7). After this, the component is placed on the board. Thicker flux
types or solder pastes can be used for dipping.
3 Function description and structure
3.3 Basic process
28 User Manual SIPLACE Linear Dipping Unit E 12/2018
3.3.2 Thickness of flux layer
The amount of flux on the component depends on the thickness of the flux layer in the cavity. The
layer thickness depends both on the cavity depth and the coating effect of the fluid used. The cavity
depth is engraved on the top of the dip plate.
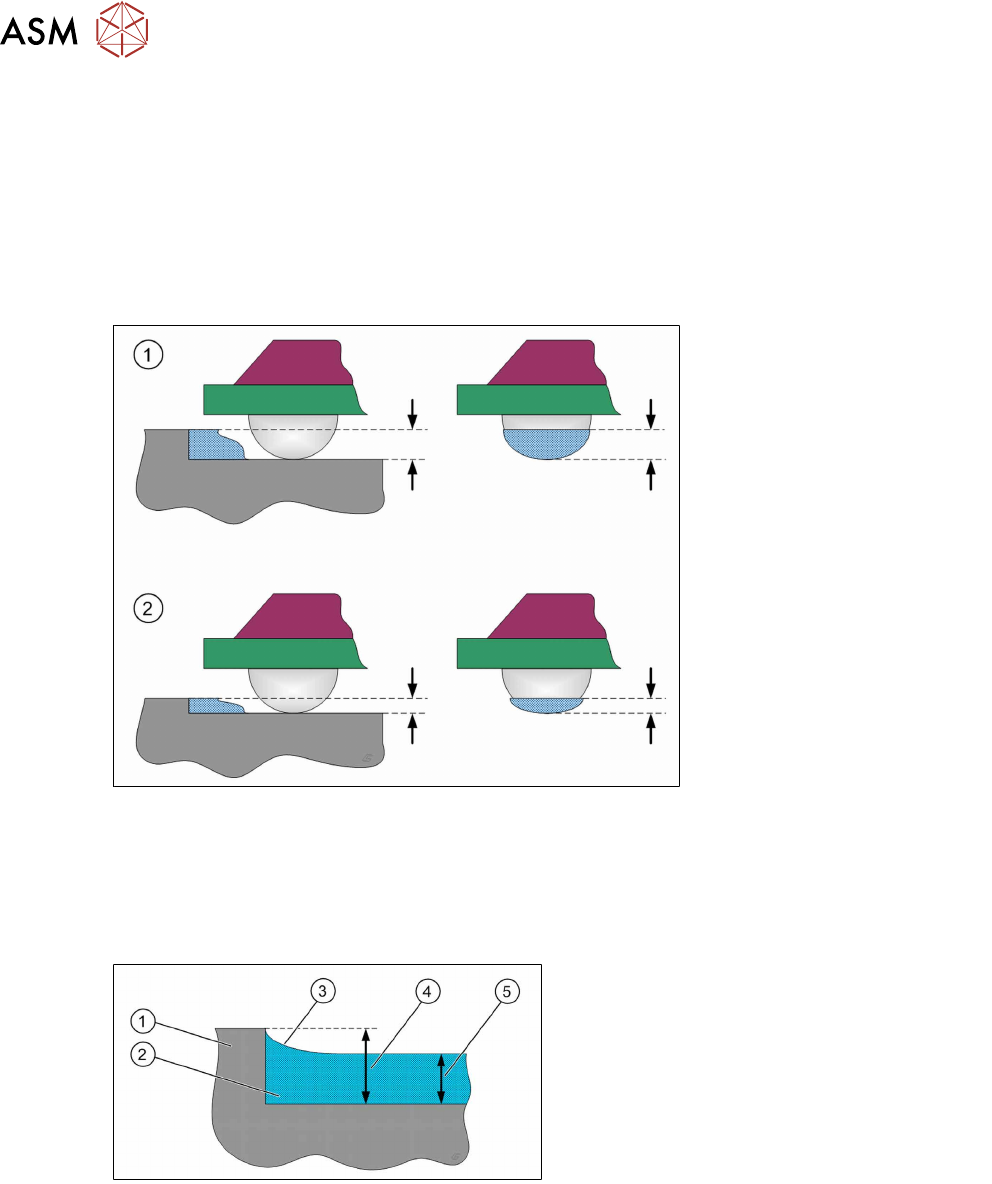
Influence of cavity depth on the layer thickness
In the following diagram, the same component is dipped into various different dip plates. The dip
plate cavity in (1) is deeper than in (2). This means that more flux adheres to the component be-
cause the layer of flux is thicker here.
Influence of coating fluid on the layer thickness
The capillary effect describes the behavior of fluid as shown during the contact between solids and
capillaries e.g. narrow tubes, gaps or hollow spaces.
Example: if one dips a glass tube vertically into water, the water will rise up a little in the narrow
glass tube against the force of gravity. This effect is caused by the surface tension of the fluid itself
and the interfacial tension of the fluids with the solid surface.
1. Dip plate
2. Flux
3. Hollow
4. Cavity depth in the dip plate
5. Remaining flux height
Multiple measurements lead to a value for reduction of the layer thickness. This value shows that
the flux layer thickness is roughly 2/3 of the cavity depth i.e. the layer thickness is reduced by about
1/3. Since the value of 2/3 is a rough estimate, the exact amount of flux which stays on the compo-
nent must be determined in tests. In very critical processes, dip plates with a customized cavity
depth can be supplied.