00198521-01_UM_LDU_E_EN.pdf - 第37页
4 Operation 4.1 Settings in the line software User Manual SIPLACE Linear Dipping Unit E 12/2018 37 4.1.7 Setting the creep distance ► In the line software, click on the tab of the component shape of the desired component…
4 Operation
4.1 Settings in the line software
36 User Manual SIPLACE Linear Dipping Unit E 12/2018
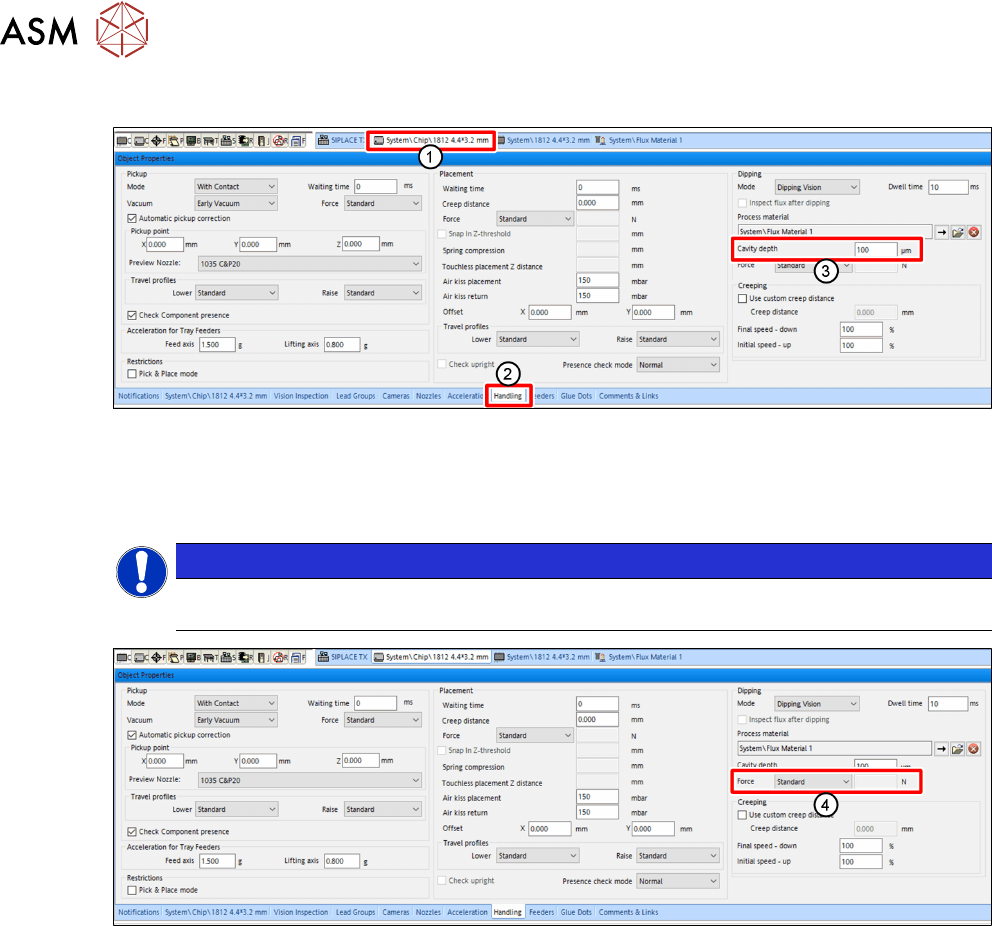
4.1.6 Setting the cavity depth and the pressing force
► In the line software, click on the tab of the component shape of the desired component(1).
► Click on the Handling tab(2) in the Object Properties view.
► Enter the cavity depth of the dip plate used in micrometers [µm] in the Cavity depth entry
field(3) in the Dipping area.
NOTICE
Ensure that you enter the same cavity depth that you already entered when assign-
ing a flux (see chapter 4.1.2 "Assigning a flux to the LDU" [
}
34]).
► In the Dipping area, from the Force menu (4), select the desired mode for the pressing force:
●
Standard
●
Specific
●
Very low
► If you select Specific, you can enter the desired pressing force in Newton [N] in the entry field
to the right.
4 Operation
4.1 Settings in the line software
User Manual SIPLACE Linear Dipping Unit E 12/2018 37
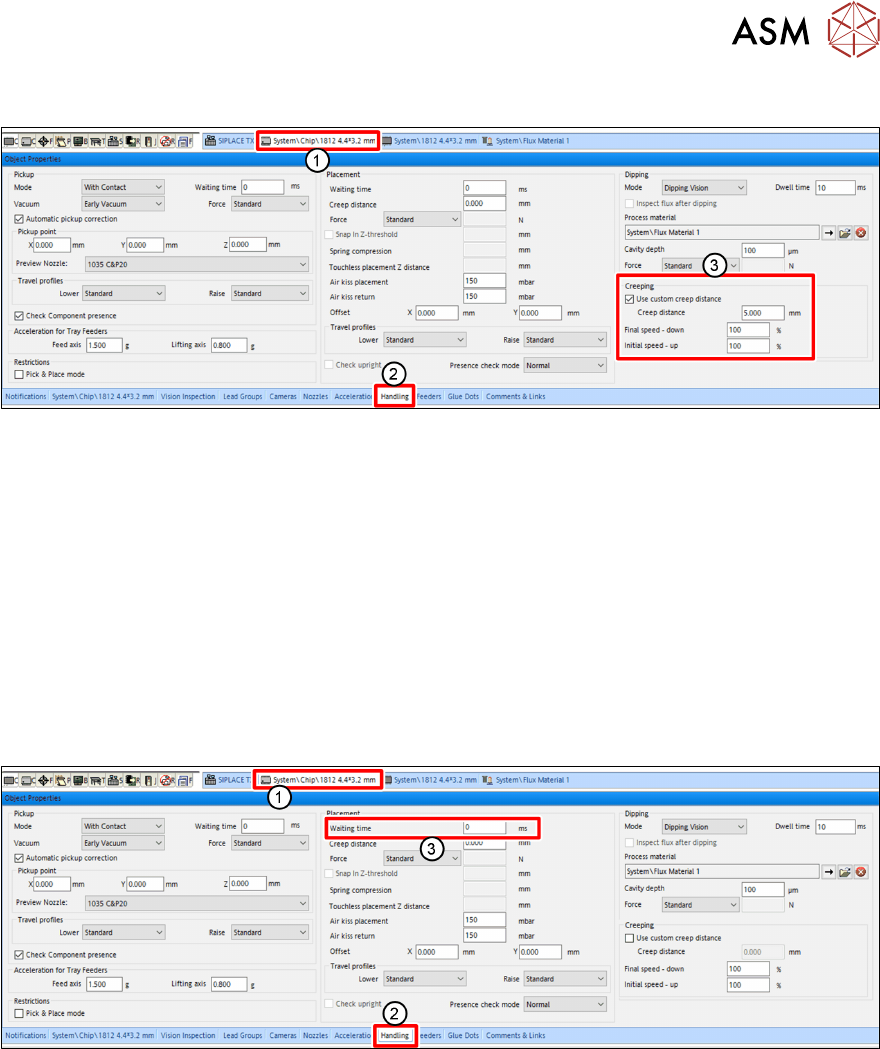
4.1.7 Setting the creep distance
► In the line software, click on the tab of the component shape of the desired component(1).
► Click on the Handling tab(2) in the Object Properties view.
► Enable the Use custom creep distance option(3) under Creeping(3) in the Dipping area.
► Enter the desired length of the creep distance in the Creep Distance entry field.
► In the Speed down end entry field, enter the desired speed down.
► In the Speed up start entry field, enter the desired speed up.
For more information to creep distance, speed down and speed up, see chapter 3.3.7 "Creep dis-
tance" [}32].
4.1.8 Setting the waiting time
Depending on the component and the flux used, it can be advantageous to hold the component on
the PCB for a short waiting time during the placement process.
► In the line software, click on the tab of the component shape of the desired component(1).
► Click on the Handling tab(2) in the Object Properties view.
► Enter the Waiting time in milliseconds [ms] in the Waiting Time entry field (3) in the Place-
ment area.
4 Operation
4.1 Settings in the line software
38 User Manual SIPLACE Linear Dipping Unit E 12/2018
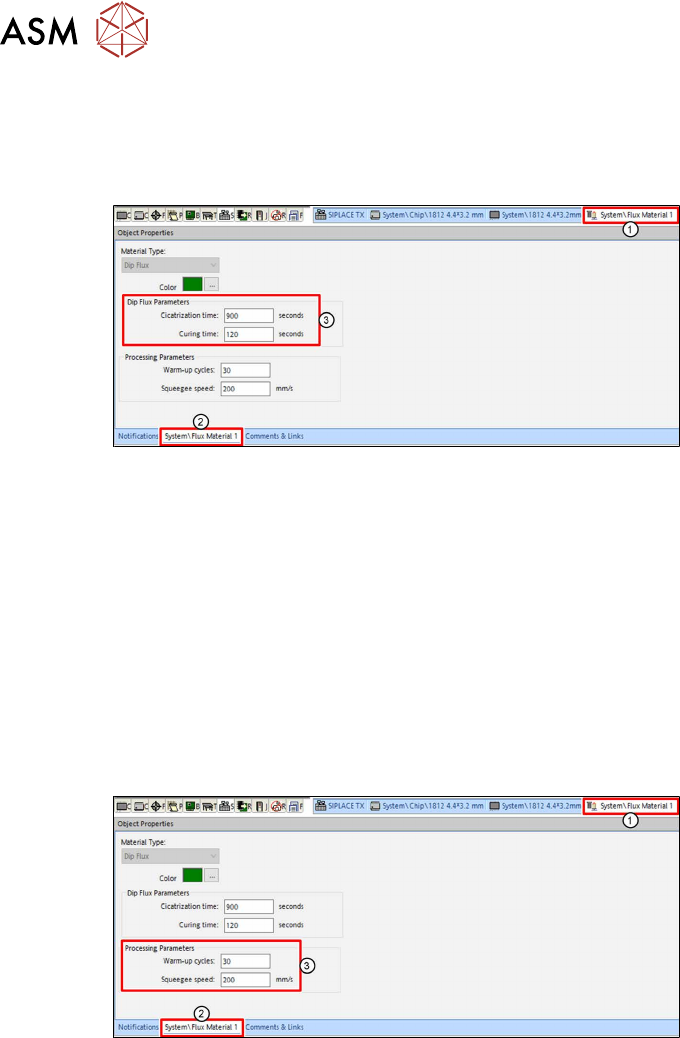
4.1.9 Setting the cicatrization time of the flux
If longer standstill (inactive) times during the production run can be expected, you should set the ci-
catrization time of the flux used. The LDU will then perform an application run after this period has
expired.
► In the line software, click on the tab of the relevant flux(1).
► Click on the tab of the flux(2) in the Object Properties view.
► Enter the cicatrization time of the flux used in seconds [s] in the Cicatrization time entry field
in the Dip Flux Parameters area(3).
► Enter the curing time of the flux used in seconds[s] in the Curing time entry field in the Dip
Flux Parameters area(3).
For more information on the cicatrization time of fluxes, see chapter 3.3.3 "Cicatrization time" [}30].
4.1.10 Setting the warm-up cycle and the squeegee speed
During the warm-up cycle, the LDU performs a set number of squeegee processes to prepare the
flux.
The squeegee speed is the speed with which the squeegee axis applies the flux in the cavity.
► In the line software, click on the tab of the relevant flux(1).
► Click on the tab of the flux(2) in the Object Properties view.
► Enter the number of squeegee processes which are to be performed during the warm-up
cycle in the Warm-up cycles entry field in the Processing Parameters area (3).
► Enter the squeegee speed in millimeter per second [mm/s] in the Squeegee speed entry field
in the Processing Parameters area (3).