SG_FSE_SiplaceHF_HF3_00193901-05_eng.pdf - 第373页
1 - 5 S tudent Guide SIPLACE HF/HF3 Edition 09/2005 8 Component handling 5 8.2 Component changeover t able 8.2.1 Structure of the component t able Fig. 8.2 - 1 Component changeover table front view and rear view (1) Mo v…
1 - 4
Student Guide SIPLACE HF/HF3
8 Component handling Edition 09/2005
4
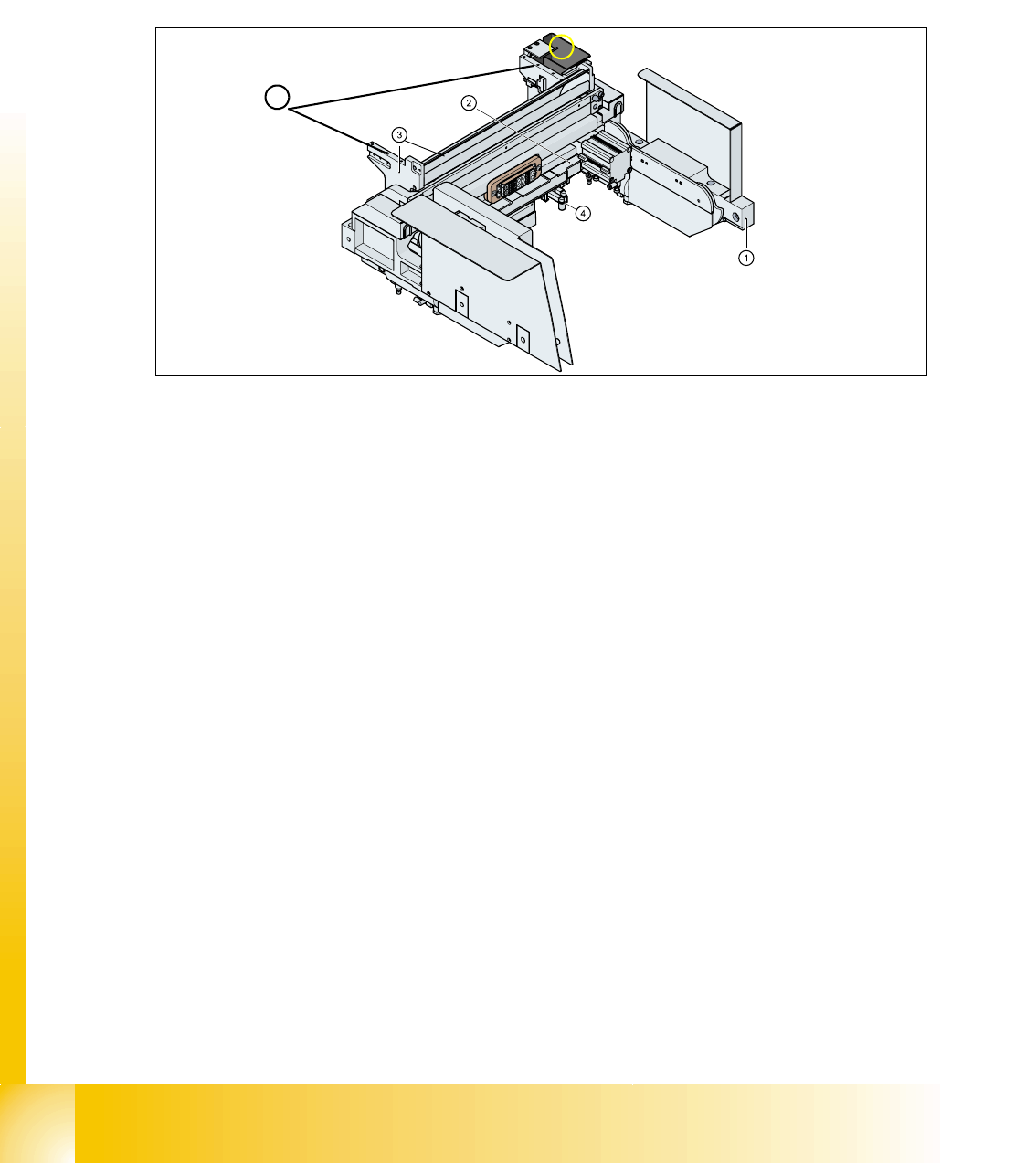
8.1.2 Pneumatic tape cutter and empty tape duct
The pneumatic tape cutter unit is fixed to the frame of the docking unit with 4 screws. It cuts plastic,
aluminum and paper tapes up to a maximum pocket depth of 25 mm. The waste tape fall via the
tape waste chute into the tape waste container below the component table. The empty tape duct
is constructed, that the cutting edges of the tape cutter is covered (Safety), the empty tape duct
has an integrated reject box and mounting suface for nozzle changers of 6 or12 nozzle C&P head
or Twin head.
Fig. 8.1 - 5 Complete docking unit
1. Frame docking unit 2. Pneumatic tape cutter
3. Empty tape duct 4. Electrically and pneumatically connector to the machine
5. Support for the nozzle changer (6) Component reject box for C&P-head
5
6
1 - 5
Student Guide SIPLACE HF/HF3
Edition 09/2005 8 Component handling
5
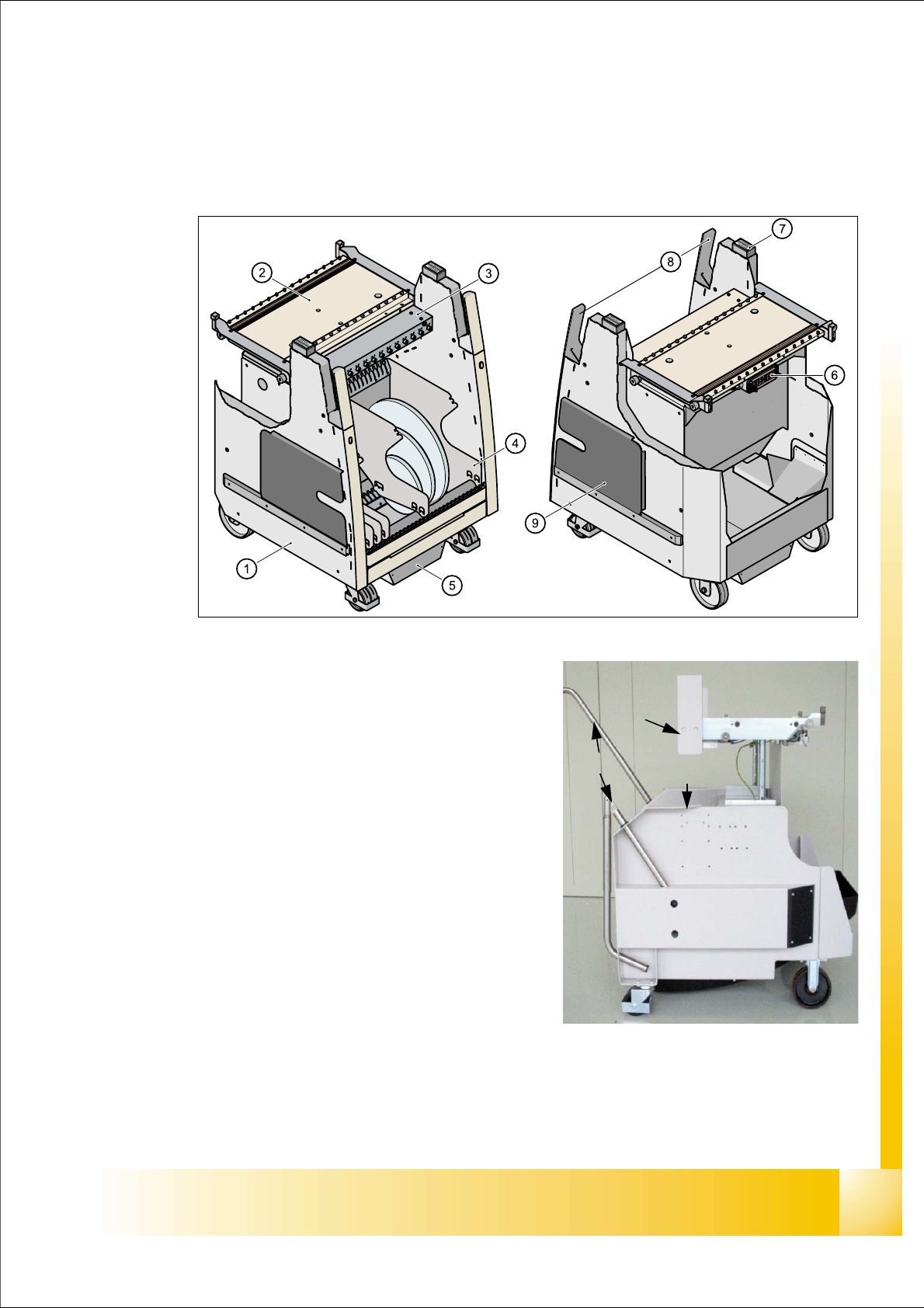
8.2 Component changeover table
8.2.1 Structure of the component table
Fig. 8.2 - 1 Component changeover table front view and rear view
(1) Moveable base
(2) Feeder table plate
3. Communication unit; splice detection unit is ad-
ditional mounted below the communication unit
LED-Display Communication unit:
RED (Left) - Reset Communication unit
GREEN (Center) - Display Power supply --> OK
Yellow (Right) - Logic OK ( from Version-03:
Standard OFF, it flashes in the case
of the download of the unit)
(4) Tape reels container
(5) Tape waste container
(6) Interface power supply, communication, safety
loop
(7) Sticker with an Identification number as alphanu-
meric Signs and as an barcode
(8) Handles (for model 2 seperate to swifel)
(9) Slot for set up lists on both sides
(1)
(8)
(3)
(4)
(5)
(5)
(2)
(6)
1 - 6
Student Guide SIPLACE HF/HF3
8 Component handling Edition 09/2005
6
8.2.2 Function description of the component changeover table
8.2.2.1 Docking
The docking process can only be perform when the machine is power on , compressed air is sup-
plied to the machine and the safety cover have to be closed.
For docking the COT move the table into the machine as far as possible, keep safety cover closed
and press the button (One hand operation). On the left and right from the empty tape duct are two
centering pins to center the COT for the final correct pick up position.
At docking procedure the component table plate raise (depend on machine and COT height) and
is pulled into the machine automatically. Two pneumatic cylinders with cam disks on the left and
right side of the COT move the trolley.
8.2.2.2 Undocking
When machine is running:
For undocking the COT open the safety cover and press the but-
ton 1. The component table is pushed out with two additional pneumatic cylinders at the left and
right of the empty tape duct. The COT is lowered by the cam disks. The COT electrical and pneu-
matic supply will be automatically disconnected from the machine.
When machine is OFF: Remove the COT for service without electrical and pneumatic power
supply -> Open the safety cover an pull out the COT on the handles.
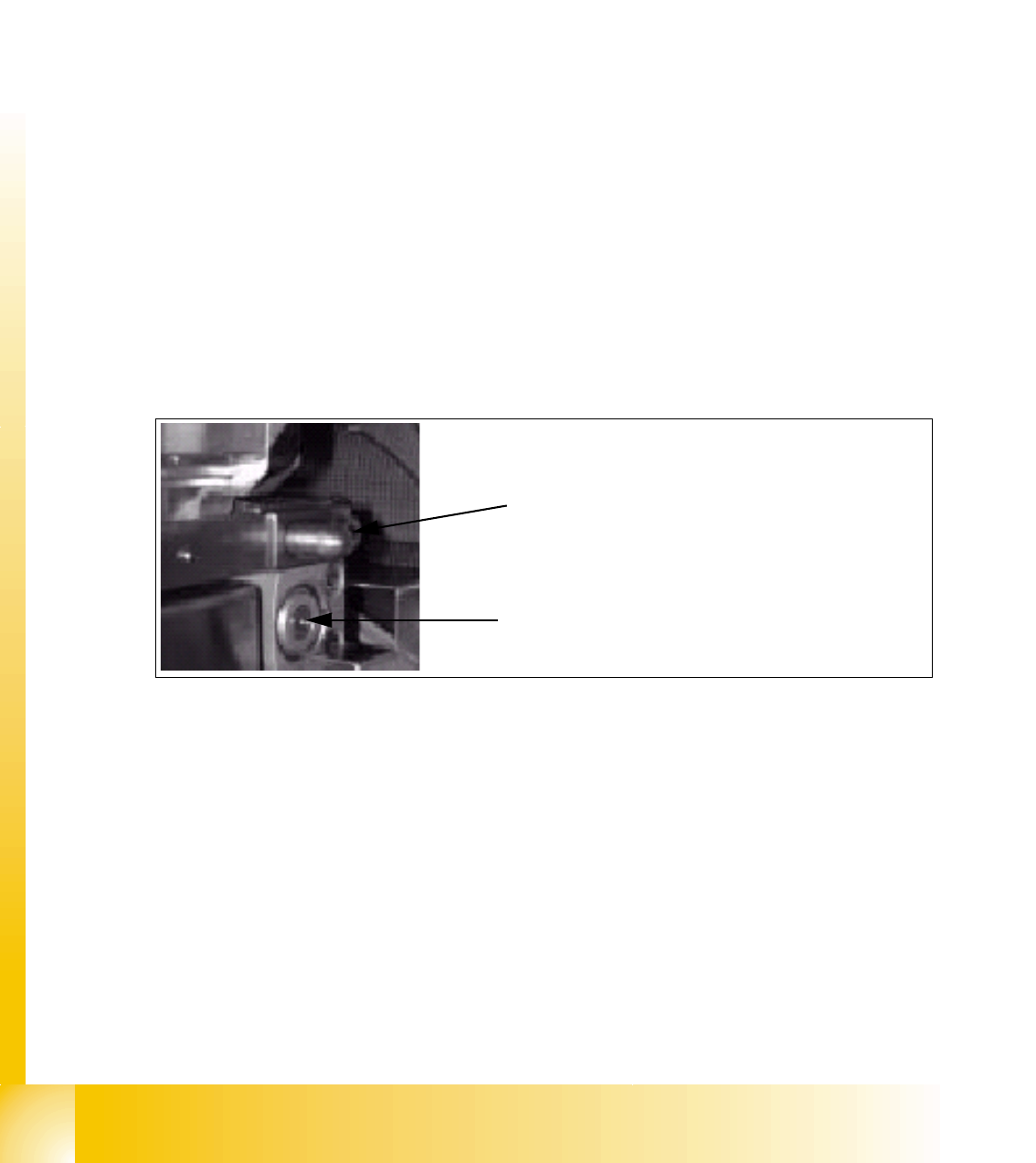
Fig. 8.2 - 2 Centering pin and pneumatic cylinder at the left and right of COT
Centering Pin for the table plate
Cylinder pushing out the COT at undocking