N7201A054C.pdf - 第20页
Tape S plicing 操作手册 2.1 8 m m 宽编带 Page 2-4 2.1. 2 敛缝作业步骤 敛缝作业步骤 敛缝作业步骤 敛缝作业步骤 ∗ 进行敛缝作业时,请参照 1.6 敛缝治具。 要求 请注意在当前与供料器连接的编带和新补给编带的接缝处不要发生重叠、留有间隙、 齿距错位等。 错误的编带连接状态有可能导致编带进给不良、卷绕不良、吸着率下降。 T ASP-099E T ASP-101E T ASP-102E 禁止齿距…
Tape Splicing
操作手册
2.1 8 mm 宽编带
Page 2-3
2.
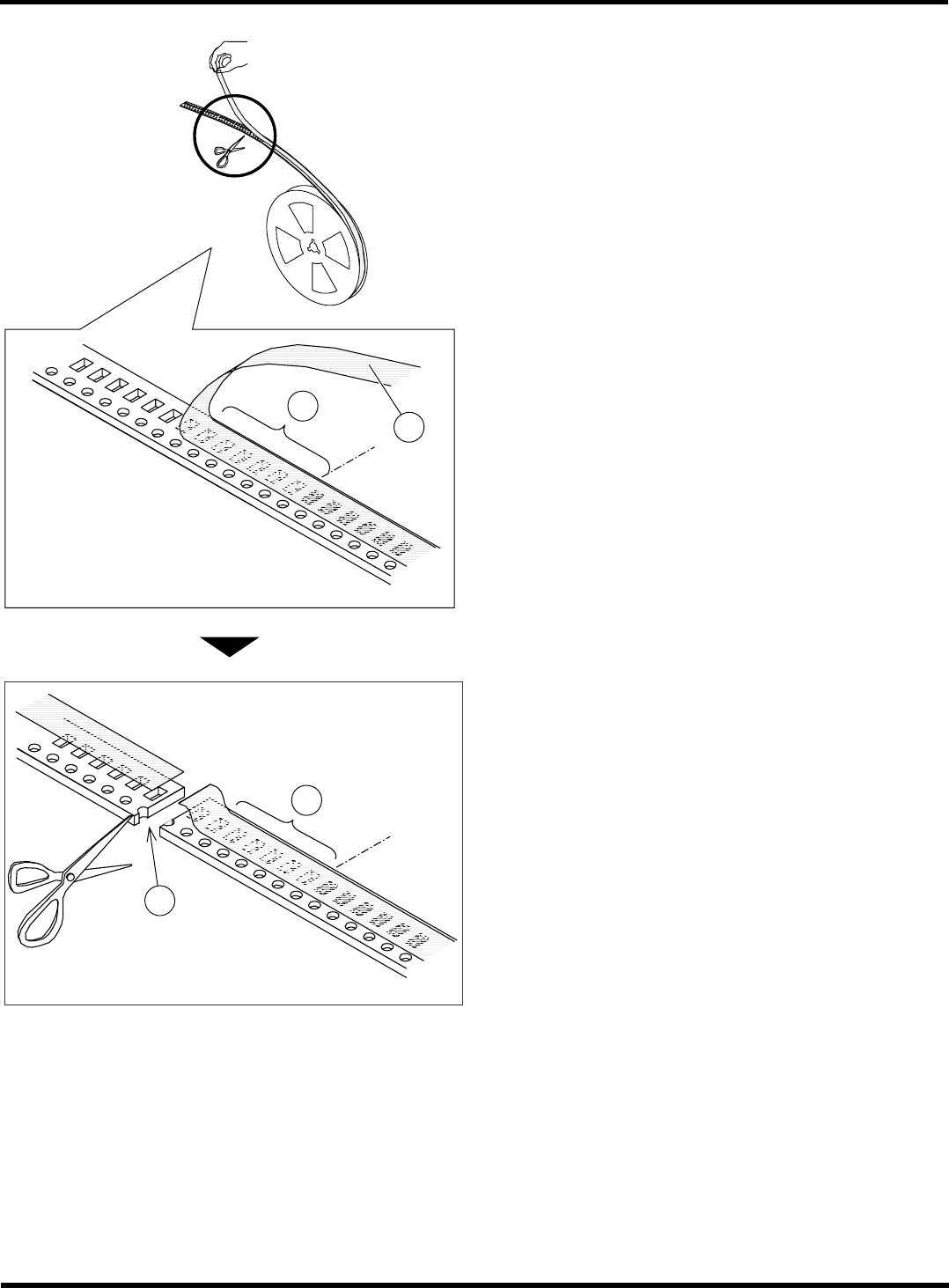
在新补给的编带的引导部分 (不含芯片的空置
部分) 留相当于 5 ~ 8 个槽的长度
,并从端部
剥离压紧胶带
。
3.
切断剥离压紧胶带后剩余部分
的相邻一个芯
片槽
。
∗
请从芯片槽中间将载体编带和压紧胶带一起切断。
∗
请设置未剥离压紧胶带的 5 ~ 8 个槽和已剥离压紧胶
带的 1 个槽合计 6 ~ 9 个槽长的空置区间。
TASP-042E
TASP-C-OMA02-A01-00
TASP-043E
3
5
TASP-072E
3
4
Tape Splicing
操作手册
2.1 8 mm 宽编带
Page 2-4
2.1.2
敛缝作业步骤
敛缝作业步骤敛缝作业步骤
敛缝作业步骤
∗
进行敛缝作业时,请参照
1.6 敛缝治具。
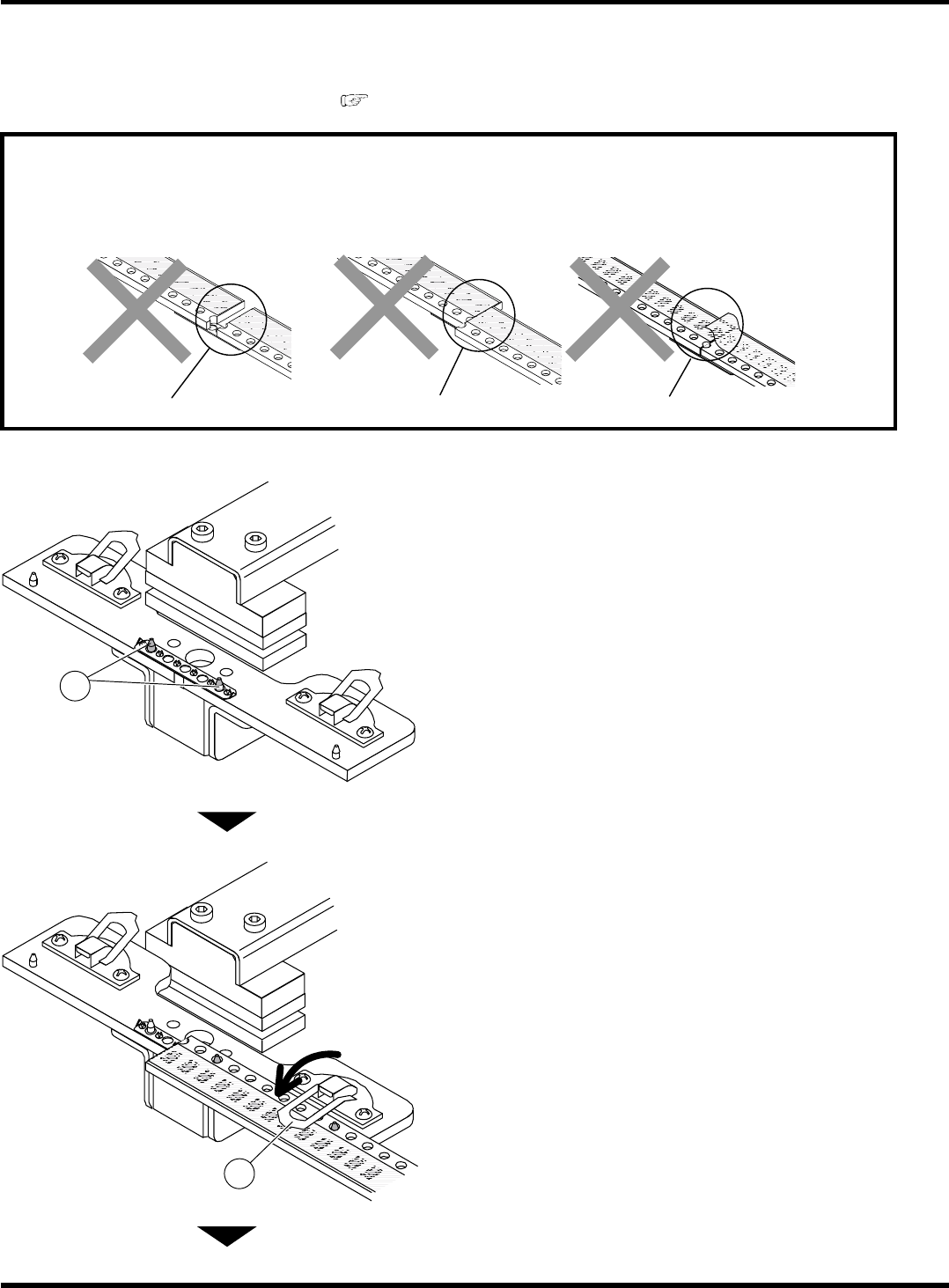
要求
请注意在当前与供料器连接的编带和新补给编带的接缝处不要发生重叠、留有间隙、
齿距错位等。
错误的编带连接状态有可能导致编带进给不良、卷绕不良、吸着率下降。
TASP-099E TASP-101E
TASP-102E
禁止齿距错位 禁止横向错位 禁止压紧胶带重叠
1.
使敛缝配件的爪状突起向上,设置到敛缝治具
中间的 2 个销
上。
2.
将当前与供料器连接的编带末端设置到销上并
使其位于敛缝配件的中间。
3.
关闭夹具
压住编带。
下一页
TASP-001E
1
TASP-C-OMA02-A01-00
TASP-002E
2
Tape Splicing
操作手册
2.1 8 mm 宽编带
Page 2-5
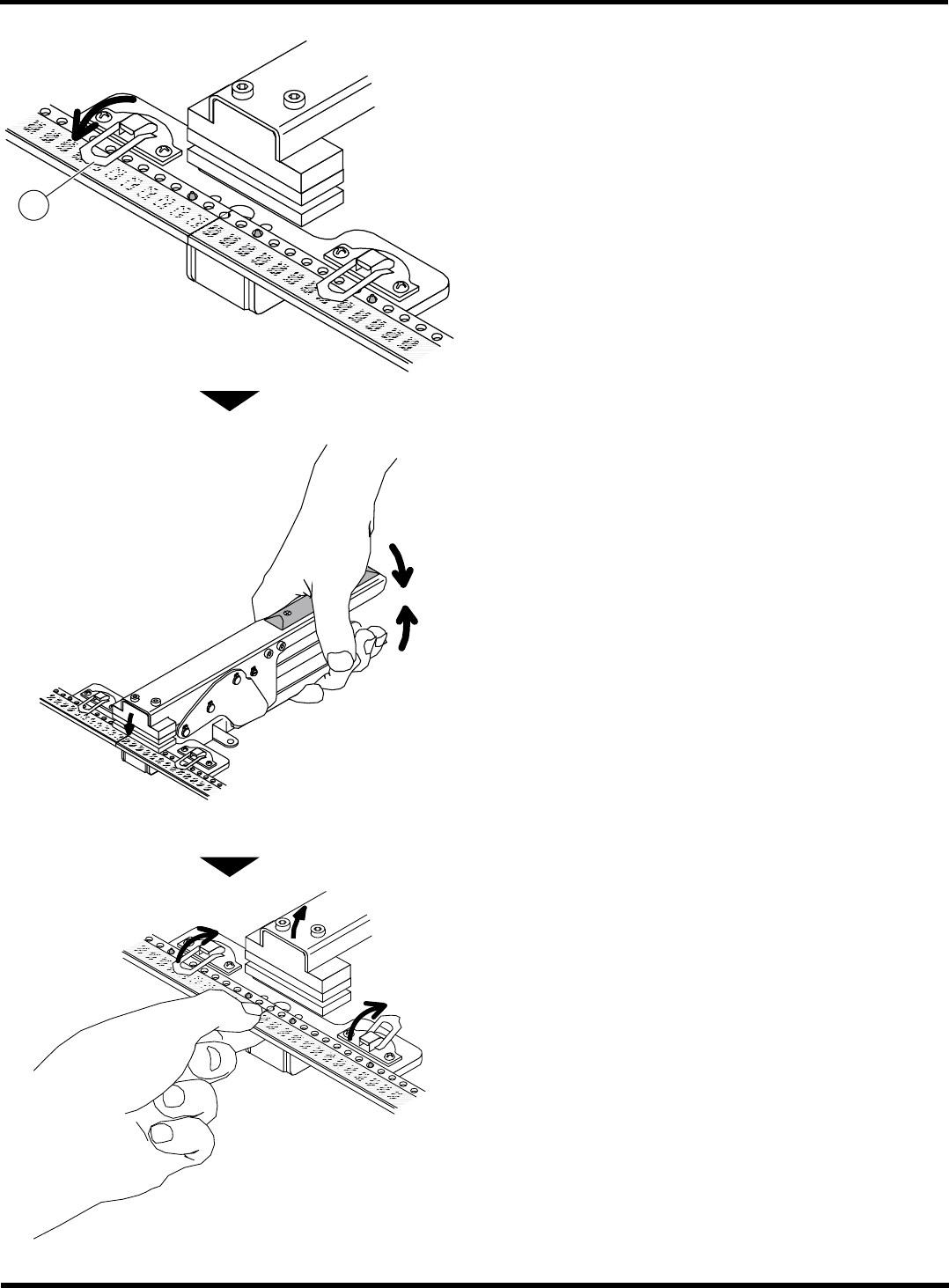
4.
将新补给的编带前端对准与当前供料器连接的
编带末端设置到销上。
5.
关闭夹具
压住编带。
6.
握住敛缝治具的手柄进行敛缝。
∗
敛缝配件紧贴编带进行敛缝。如果敛缝不充分有可能
导致剥离,在机器的编带压板处发生堵塞。
∗
握手柄时用力不够会导致手柄打不开。请再次用力握
紧。
7.
打开夹具,用手托住接缝处的同时,从敛缝治
具上取出编带。
TASP-C-OMA02-A01-00
TASP-006E
TASP-007E
TASP-003E
2