00197910-03_UM_X-Serie-S_PL - 第118页
3 Dane techniczne i zespo ł y Instrukcja eksploatacji SIPLACE seria X 3.1 Parametry wydajno ś ci Od wersji oprogramowania 710.0 Wydanie 12/2016 118 3.1.7 W ydajno ść maszyny SIPLACE X2 S 3 Ty p y g ł owic monta ż owych S…
Instrukcja eksploatacji SIPLACE seria X 3 Dane techniczne i zespoły
Od wersji oprogramowania 710.0 Wydanie 12/2016 3.1 Parametry wydajności
117
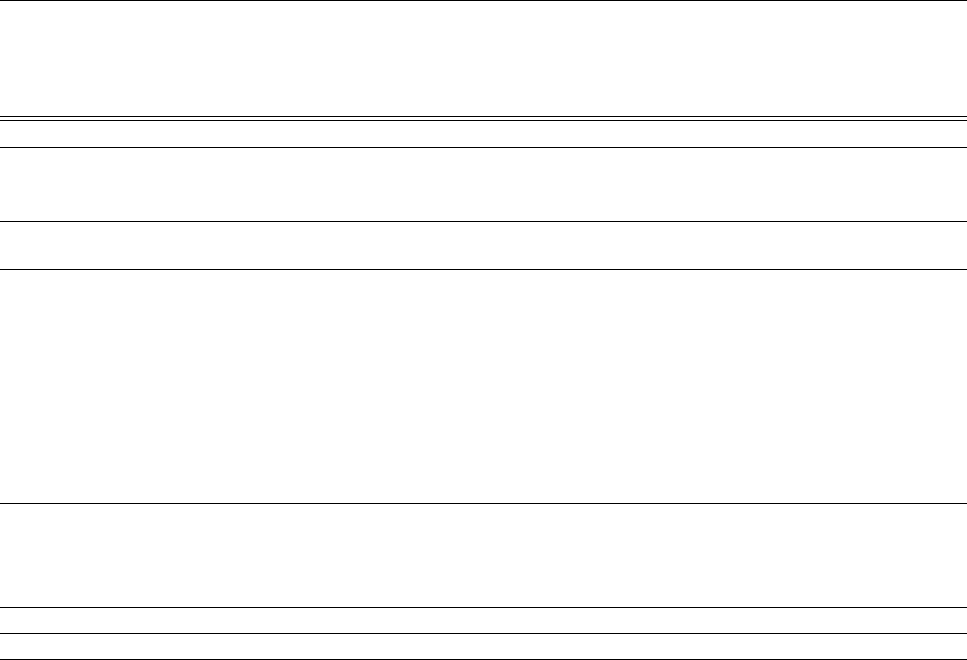
3.1.6 Wydajność maszyny SIPLACE X3 S
3
Typy głowic montażowych SIPLACE SpeedStar (C&P20)
SIPLACE SpeedStar (C&P20 P)
SIPLACE MultiStar (CPP)
SIPLACE TwinStar (TH)
SIPLACE X3 S
Wydajność uzbrajania
Patrz wskazówka dotycząca definicji wydajności montażowej na stronie 113.
Automat Strefa uzbrajania 1 Strefa uzbrajania 2 Wartość
IPC
Wartość Ben-
chmark
Wartość teore-
tyczna
X3 S-A C&P20 / C&P20 C&P20 65.000 76.450 102.300
C&P20 / C&P20 CPP_L 62.200 73.150 99.000
C&P20 / C&P20 CPP_H 59.100 69.500 94.000
C&P20 P / C&P20 P C&P20 P 78.100 93.750 127.875
C&P20 P / C&P20 P CPP_L 73.200 86.150 117.500
C&P20 P / C&P20 P CPP_H 70.100 82.500 112.530
CPP_L / CPP_L CPP_L 57.500 67.650 92.400
CPP_H / CPP_H CPP_H 49.750 58.500 78.250
CPP_L / CPP_L CPP_H 54.000 63.500 85.000
X3 S-B C&P20 / C&P20 TH 46.750 55.000 75.350
C&P20 P / C&P20 P TH 57.000 67.500 92.070
CPP_L / CPP_L TH 41.650 49.000 68.750
CPP_H / CPP_H TH 37.400 44.000 60.200
X3 S-C CPP_H / TH TH 25.500 29.100 41.250
X3 S-D TH / TH TH 11.900 14.000 21.450
Ważne informacje
Przy ustawianiu maszyny (serii S; F, HS, HF, X albo D) obok automatu SIPLACE serii X należy uwzględnić ograniczoną przestrzeń pomiędzy
obiema maszynami. W takich wypadkach należy za pomocą odpowiednich przedłużeń taśmy przenośnikowej stworzyć wolną przestrzeń
pomiędzy maszynami wynoszącą 0,5 m.
Do uzyskania maksymalnej wydajności montażowej przy pierwszej maszynie SIPLACE serii X linii S musi być zamontowane przedłużenie
taśmy wlotowej, zaś przy ostatniej maszynie przedłużenie taśmy wylotowej.
CPP_H = Multistar CPP w wysokiej pozycji montażowej
CPP_L = Multistar CPP w niskiej pozycji montażowej
3 Dane techniczne i zespoły Instrukcja eksploatacji SIPLACE seria X
3.1 Parametry wydajności Od wersji oprogramowania 710.0 Wydanie 12/2016
118
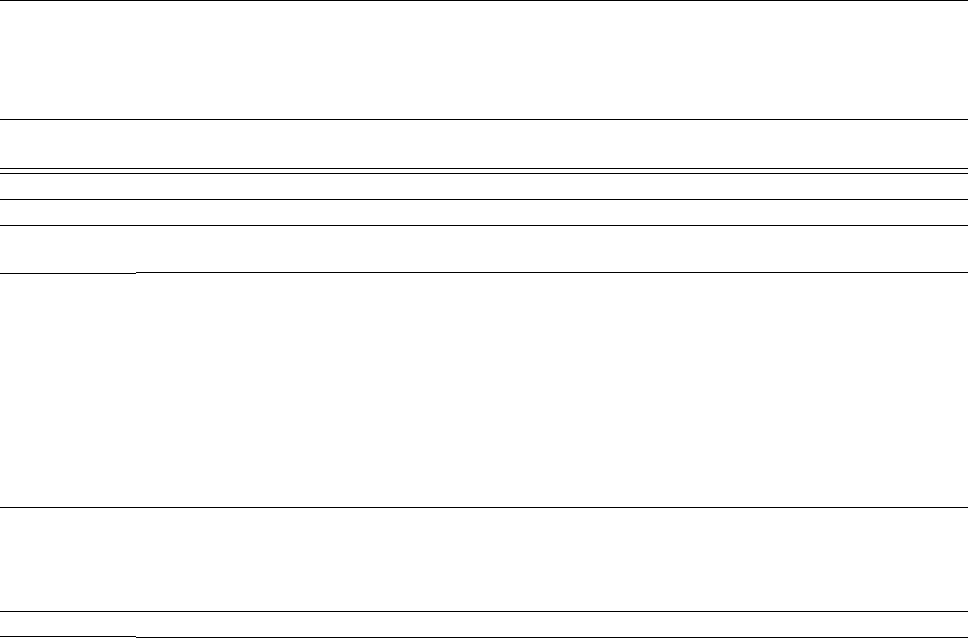
3.1.7 Wydajność maszyny SIPLACE X2 S
3
Typy głowic montażowych SIPLACE SpeedStar (C&P20)
SIPLACE SpeedStar (C&P20 P)
SIPLACE MultiStar (CPP)
SIPLACE TwinStar (TH)
Wydajność uzbrajania
SIPLACE X2 S
Patrz wskazówka dotycząca definicji wydajności montażowej na stronie 113.
Automat Strefa uzbrajania 1 Strefa uzbrajania 2 Wartość
IPC
Wartość Ben-
chmark
Wartość teore-
tyczna
X2 S-A C&P20 C&P20 45.000 54.000 68.200
C&P20 CPP_L 40.200 49.500 64.900
C&P20 CPP_H 38.250 46.500 59.900
C&P20 P C&P20 P 52.000 62.500 85.250
C&P20 P CPP_L 45.500 53.750 73.300
C&P20 P CPP_H 43.000 50.750 69.220
CPP_L CPP_L 37.400 45.000 61.600
CPP_H CPP_H 33.500 39.000 55.500
CPP_L CPP_H 35.450 42.000 57.900
X2 S-B C&P20 TH 27.000 32.000 40.750
C&P20 P TH 30.800 36.250 49.450
CPP_L TH 24.000 27.500 37.450
CPP_H TH 20.600 24.500 32.900
X2 S-C TH TH 9.000 10.000 13.000
Ważne informacje
Przy ustawianiu maszyny (serii S; F, HS, HF, X albo D) obok automatu SIPLACE serii X należy uwzględnić ograniczoną
przestrzeń pomiędzy obiema maszynami. W takich wypadkach należy za pomocą odpowiednich przedłużeń taśmy przenośni-
kowej stworzyć wolną przestrzeń pomiędzy maszynami wynoszącą 0,5 m.
Do uzyskania maksymalnej wydajności montażowej przy pierwszej maszynie SIPLACE serii X linii S musi być zamontowane
przedłużenie taśmy wlotowej, zaś przy ostatniej maszynie przedłużenie taśmy wylotowej.
CPP_H = Multistar CPP w wysokiej pozycji montażowej
CPP_L = Multistar CPP w niskiej pozycji montażowej
Instrukcja eksploatacji SIPLACE seria X 3 Dane techniczne i zespoły
Od wersji oprogramowania 710.0 Wydanie 12/2016 3.1 Parametry wydajności
119
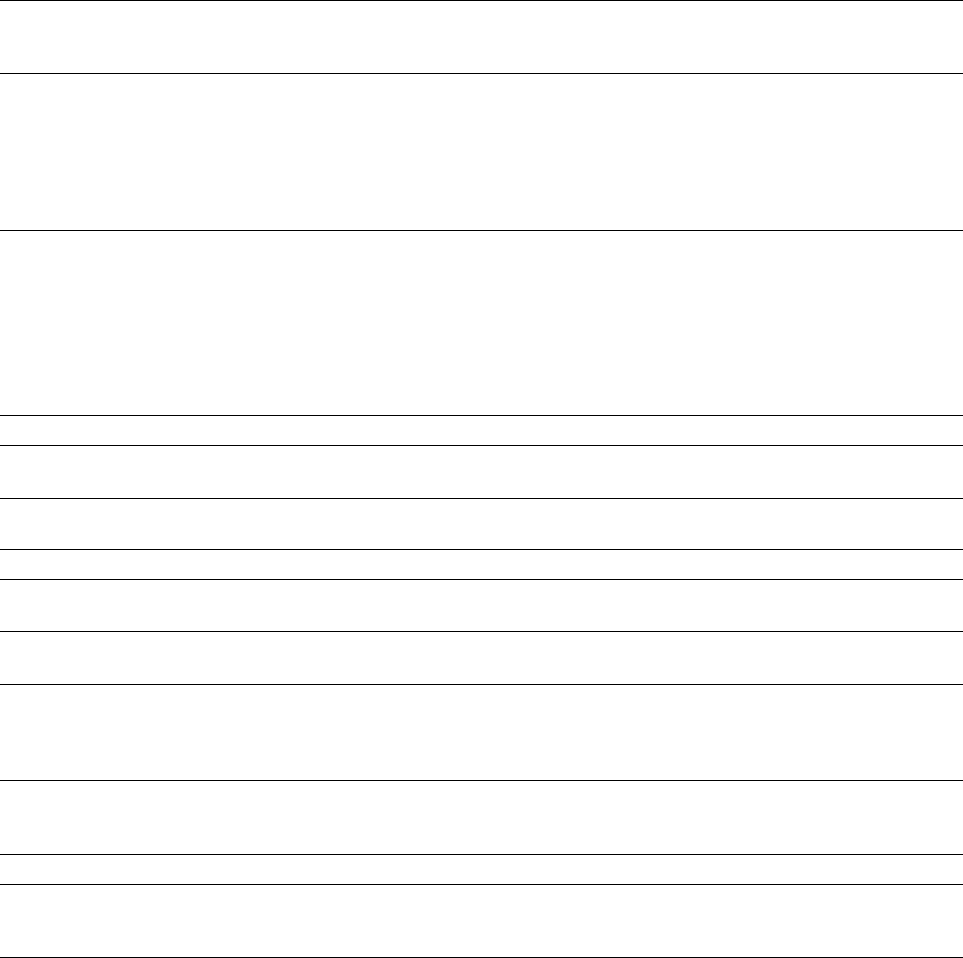
3.1.8 Dane dot. transportera płytek drukowanych w automacie SIPLACE X2 S / X3
S / X4 S / X4i S
3
Transporter pojedyn-
czy
Elastyczny
podwójny transporter
Podwójny transporter
w trybie "transportera
pojedynczego"
wymiary płytki drukowanej
(długość x szerokość)
X2 S / X3 S / X4 S - standard 50 mm x 50 mm do
450 mm x 560 mm
50 mm x 50 mm do
450mm x 320mm
50 mm x 50 mm do
450 mm x 560 mm
X2 S / X3 S / X4 S - długa płytka druko-
wana
*a
50 mm x 50 mm do
850 mm x 560 mm
50 mm x 50 mm do
850 mm x 320 mm
50 mm x 50 mm do
850 mm x 560 mm
X4i S - standard
*b
50 mm x 50 mm do
380 mm x 560 mm
50 mm x 50 mm do
450mm x 300mm
50 mm x 50 mm do
450 mm x 510 mm
50 mm x 50 mm do
450 mm x 510 mm
50 mm x 50 mm do
380mm x 320mm
--
X4i S - długa płyta drukowana
a
50 mm x 50 mm do
610 mm x 510 mm
50 mm x 50 mm do
610 mm x 300 mm
50 mm x 50 mm do
610 mm x 510 mm
stała strona transportera prawa lub lewa z prawej, z lewej albo na zewnątrz
automatyczna, elektryczna regulacja szero-
kości
Standard
grubość płytek drukowanych
standard: 0,3 mm do 4,5 mm
wybrzuszenie płytek drukowanych patrz strona 172
ciężar płytek drukowanych
*c
standard: maks. 3,0 kg maks. 2,0 kg maks. 2,0 kg
wolna przestrzeń pod spodem płytki druko-
wanej
25mm
Wysokość transportera POD
Opcja:
standard:
opcja SMEMA:
900mm
930mm
950mm
typ interfejsu:
standard:
Opcja:
SMEMA
Siemens
wolna krawędź prowadnicy 3 mm
czas wymiany płytek drukowanych
Transporter pojedynczy
Transporter podwójny
*d
< 1,5 s
0 s
*)a Tylko z taśmą wlotową-wylotową.
*)b Przy długości POD do 380 mm możliwy jest I-Placement oraz naprzemienny tryb montażu. Przy długości POD ponad 380
mm możliwy jest tylko naprzemienny tryb montażu.
*)c Podany ciężar POD odnosi się do ciężaru płytki obwodu drukowanego wraz z ciężarem podzespołów.
*)d 0 s w trybie asynchronicznym, w innych przypadkach 1,5 s.