00197910-03_UM_X-Serie-S_PL - 第166页
3 Dane techniczne i zespo ł y Instrukcja eksploatacji SIPLACE seria X 3.7 Uk ł ad transportowy POD Od wersji oprogramowania 710.0 Wydanie 12/2016 166 3.7 Uk ł ad transportowy POD 3.7.1 Opis T ransportery POD wykonane s ą…
Instrukcja eksploatacji SIPLACE seria X 3 Dane techniczne i zespoły
Od wersji oprogramowania 710.0 Wydanie 12/2016 3.6 System portali
165
3.6.9 Dane techniczne osi Y w automacie SIPLACE X2 S / X3 S / X4 S / X4i S
3
3.6.10 Dane techniczne osi Y w automacie SIPLACE X4 S micron / X4i S micron
3
Napęd Silnik liniowy (napęd pierwotny)
Maks. prędkość 2,5 m/s
Układ do pomiaru przesuwu Liniowa podziałka metalowa
Rozdzielczość 1 μm
Napęd Silnik liniowy (napęd pierwotny)
Maks. prędkość 2,5 m/s
Układ do pomiaru przesuwu Liniowa podziałka metalowa
Rozdzielczość 0,5 μm
3 Dane techniczne i zespoły Instrukcja eksploatacji SIPLACE seria X
3.7 Układ transportowy POD Od wersji oprogramowania 710.0 Wydanie 12/2016
166
3.7 Układ transportowy POD
3.7.1 Opis
Transportery POD wykonane są jako komponenty pięcioczłonowe, z taśmą podającą, obszarem
montażu 1, taśmą pośrednią, obszarem montażu 2 i taśmą wylotową. Wszystkie trzy obszary -
transporter podający, pośredni i wylotowy - służą jako strefy buforowe dla płytek drukowanych.
Taśmy transporterów są napędzane bezszczotkowymi silnikami prądu stałego. Transport płytek
drukowanych jest nadzorowany i sterowany fotokomórkami. Gdy płytka drukowana dojdzie do
sekcji uzbrajania i minie zaporę świetlną, jest wyhamowywana. Laserowa zapora świetlna reje-
struje pozycję płytki drukowanej. Gdy tylko płytka drukowana osiągnie pozycję zadaną, taśma
transportera jest zatrzymywana i płytka drukowana zaciskana od spodu.
Odległość między górną powierzchnią p
łytki drukowanej i głowicą montażową pozostaje niezmie-
niona dla każdej płytki drukowanej i nie zależy od jej grubości. Odpowiednio także prędkość
uzbrajania nie zależy od grubości płytek. Ponadto możliwe jest zoptymalizowanie centrowania
znaczników płytek drukowanych. Dzięki stałej odległości między powierzchnią płytki drukowanej
i kamerą, ogniskowa kamery jest zawsze dokładnie ustawiona na powierzchnię płytki drukowanej.
Kontury znaczników płytki drukowanej są optymalnie odwzorowane na układzie CCD kamery do
płytek drukowanych.
Szerokość transportera płytek drukowanych jest ustawiana i monitorowana elektronicznie przez
zintegrowany obwód regulacji. Może być wybierana wywołaniem programowym. W tym celu elek-
troniczny układ regulacji włącza silnik napędowy tak długo, aż zostanie osiągnięta żądana szero-
ko
ść. Regulacja szerokości jest więc niezależna od innych komponentów maszyny.
W automacie można wybrać taką wysokość transportera, aby mógł on zostać zintegrowany w li-
niach o wysokości transporterów 900, 930 albo 950 mm. Standardowa wysokość wynosi 930 mm.
Komunikacja między transporterami płytek drukowanych poszczególnych automatów odbywa się
przez interfejs SMEMA lub opcjonalny interfejs Siemens.
Instrukcja eksploatacji SIPLACE seria X 3 Dane techniczne i zespoły
Od wersji oprogramowania 710.0 Wydanie 12/2016 3.7 Układ transportowy POD
167
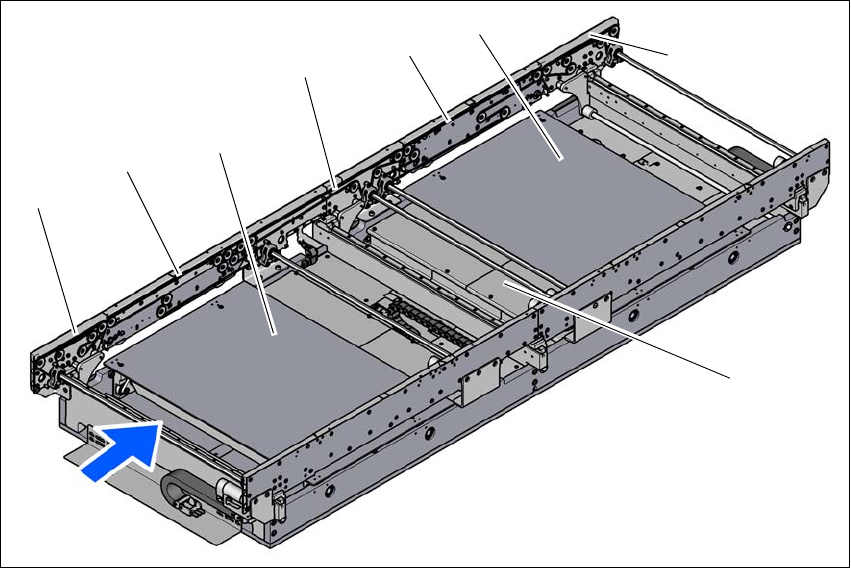
3.7.2 Budowa pojedynczego transportera płytek drukowanych
Dla transporterów pojedynczych można wybrać stałą stronę transportera z prawej albo z lewej
strony. Pozycja zamocowanego na stałe profilu bocznego może być zamontowana zgodnie ze
specyfikacjami.
3
Rys. 3.7 - 1 Budowa pojedynczego transportera płytek drukowanych
(1) Taśma załadowcza
(2) Taśma robocza 1
(3) Stół podnośny 1
(4) Taśma pośrednia
(5) Taśma robocza 2
(6) Stół podnośny 2
(7) Taśma odbiorcza
(8) Układ sterowania transporterami (pod osłoną)
(4)
(1)
(2)
(3)
(5)
(6)
(8)
(7)