DGS中文.pdf - 第194页
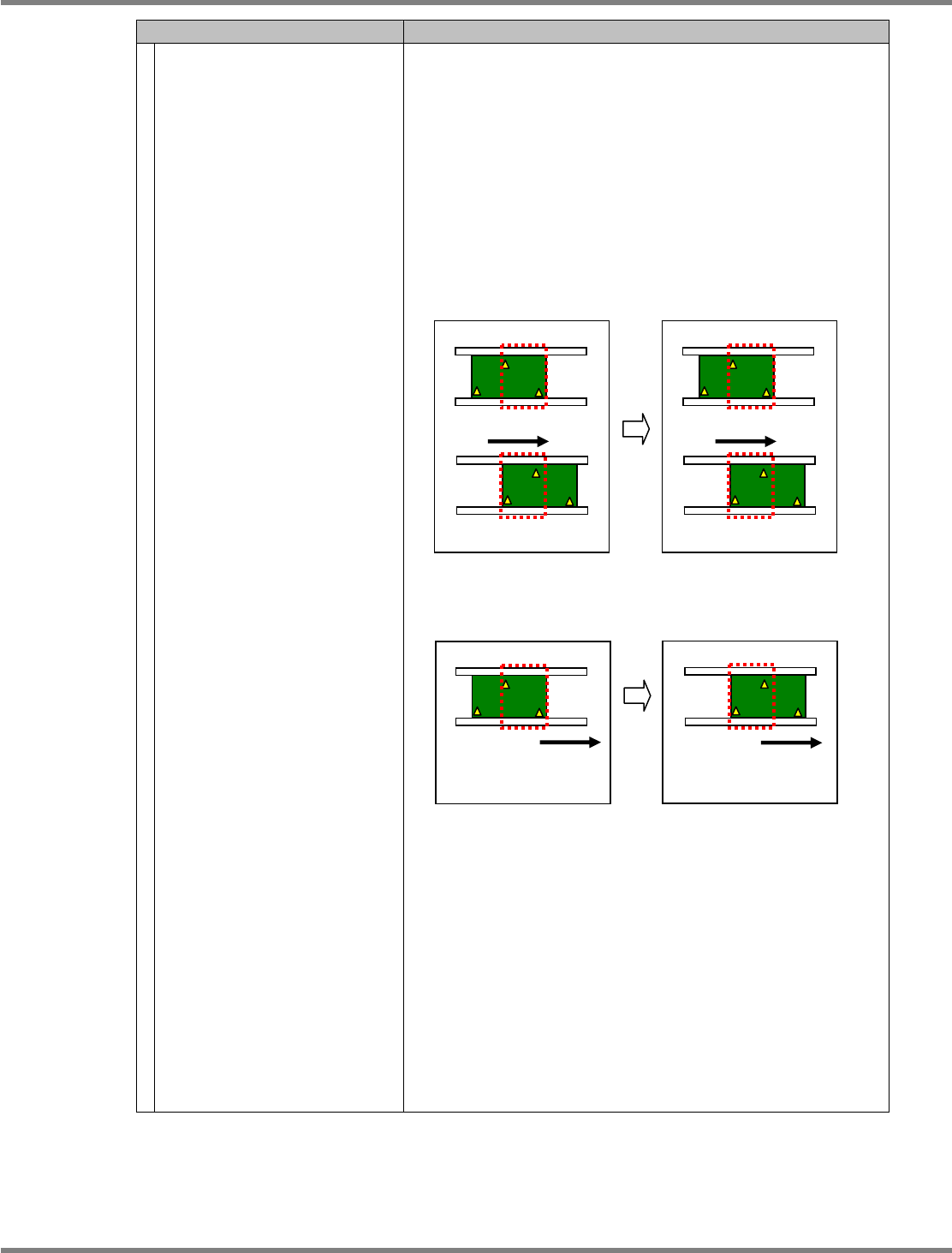
NPM-DGS 程序手册 4.3 假想生产线的构筑 Page 4-22 EJS9AC-MB-04P-10 項目 説明 ‘ 分割响应最优化 ’ 设定是否使用无滑动最佳化。 在通常的生产形态下,当基板长度超 出一定值时 (NPM-D 为 350mm 以上 ) ,则需要进行如图 1 所示的分割贴装 。使用这个 贴装方法,可贴装更大的基板,但是 基板的滑动,从生产率角度 来看并不好。 在使用无滑动最佳化时,可如图 2 所示,将在各设备上进行…
NPM-DGS
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-08 Page 4-21
项目
说明
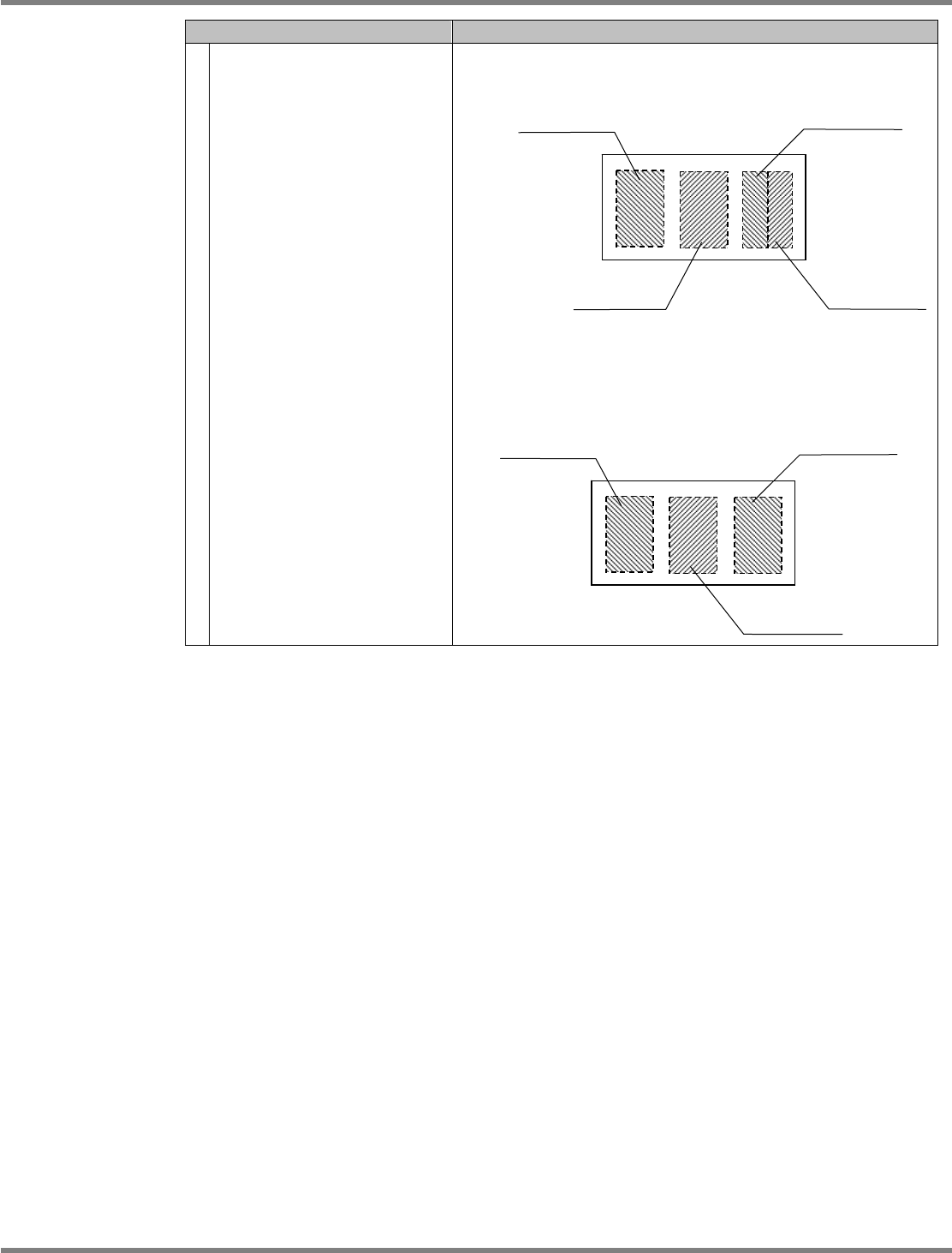
• [
以实装点为单位分配剩余图形
]
•
选择
[(
不同吸头共同配置
)
剩余图形以贴装点单位分配
]
时
• [
也以图形为单位分配剩余图像
]
•
选择
[(
不同吸头共同配置
)
剩余图形也以图形单位分配
]
时
在第
1
台机器上
进行实装
在第
2
台机器上
进行实装
在第
2
台机器上
进行实装
在第
1
台机器上
进行实装
在第
1
台机器上
进行实装
在第
2
台机器上
进行实装
在第
1
台机器上
进行实装
NPM-DGS
程序手册
4.3
假想生产线的构筑
Page 4-22 EJS9AC-MB-04P-10
項目
説明
‘
分割响应最优化
’
设定是否使用无滑动最佳化。
在通常的生产形态下,当基板长度超出一定值时
(NPM-D
为
350mm
以上
)
,则需要进行如图
1
所示的分割贴装
。使用这个
贴装方法,可贴装更大的基板,但是基板的滑动,从生产率角度
来看并不好。
在使用无滑动最佳化时,可如图
2
所示,将在各设备上进行贴装
的元件限定为第
1
贴装区域或第
2
贴装区域,这样就可消除基板
的滑动动作,并提高生产率。
•
通常的生产形态
因为在各设备上,需要对第
1
贴装区域、第
2
贴装区域双方都
进行元件的贴装,因此变更贴装位置需要滑动。
•
无滑块最佳化
设备对贴装坐标进行控制,通过消除滑动来防止生产率的恶化。
所谓的分割贴装,是指贴装基板的一半
(
第
1
贴装区域
)
后,
滑动基板,然后贴装剩余一半
(
第
2
贴装区域
)
的贴装方法。
限制条件
在满足以下全部条件时,可使用无滑动最佳化。
•
生产线上的设备在
3
台以上
•
相同贴装头构成的设备在
2
台以上
•
可将元件分割成
2
个以上
使用例
在如下所述的情形下,可发挥无滑块最佳化的性能。
•
在供给部上存在充分的空间。
(
因为执行元件分割,因此在供给
部上需要空间。
)
设备
A
贴装第
1
贴装区域
贴装第
2
贴装区域
滑动
设备
B
贴装第
1
贴装区域
贴装第
2
贴装区域
滑动
设备
A
第
1
贴装区域贴装
贴装第
1
贴装区域
后搬出
设备
B
第
2
贴装区域贴装
贴装第
2
贴装区域
后搬出
NPM-DGS
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-08 Page 4-23
项目
说明
‘
基板
/
图形标记识别顺序
’
设定基板标记、图形标记、图形组标记的识别顺序。识别顺序分
为以下两种。
• [
自动
]
决定识别顺序,以便使最优化在识别时的移动距离转为最短。
如果没有特殊指定,请选择
[
自动
]
。
• [PCB
的登录顺序
]
为基板标记时,按照登录在基板上的顺序
(A
点
B
点
C
点
)
识别标记。
为图形标记时,如下按照图形顺序且登录的顺序进行识别。
图形序号
1(A
点
B
点
C
点
)
图形序号
2(A
点
B
点
C
点
)
・・・
为图形组标记时,如下按照图形组的序号顺序且登录顺序进行
识别。
图形组序号
1(A
点
B
点
C
点
)
图形组序号
2(A
点
B
点
C
点
)
・・・
使用例
在类似下
述情
形下,选择
[PCB
的登录顺序
]
。
•
在基板标记的附近存在与基板标记类似的形状,如果不按照特
定的识别顺序进行识别,则有可能会错误地将标记以外的形状
识别为标记,因此想要指定标记的识别顺序时。