CM602all_EJM8AESM_Service Manual.pdf - 第147页
Maintenance Adjustment Main Body Beam ・ Tools Phillips screwdriver #2 Dial gauge Iron plate Allen key 3 mm Magnetic stand ・ Jig None 4-1-4 Parallelism of Board Transfer Conveyors Be sure to remove the support pins before…
Maintenance Adjustment Main Body Beam
Remarks
Item
Once the sensor position is adjusted, enter 50 into the [W] box and press [Run].
Measure the width. It should be 50. 5 mm.
50.5 mm+0 mm to 0.2mm
(50.5 mm to 50.7 mm)
Put back the feeder cover and the chute.
Ti
g
hten the two screws at both ends o
f
the cover. Close the cover.
Phillips screwdriver #2
Allen key 3 mm
Screw M4 2 pcs.
Screw M4-10 3 pcs.
Thick washer 3 pcs.
5
6
50.5 mm
EJM8A-E-SMA040103-A01-00
Page 4-1-3-3
Maintenance Adjustment Main Body Beam
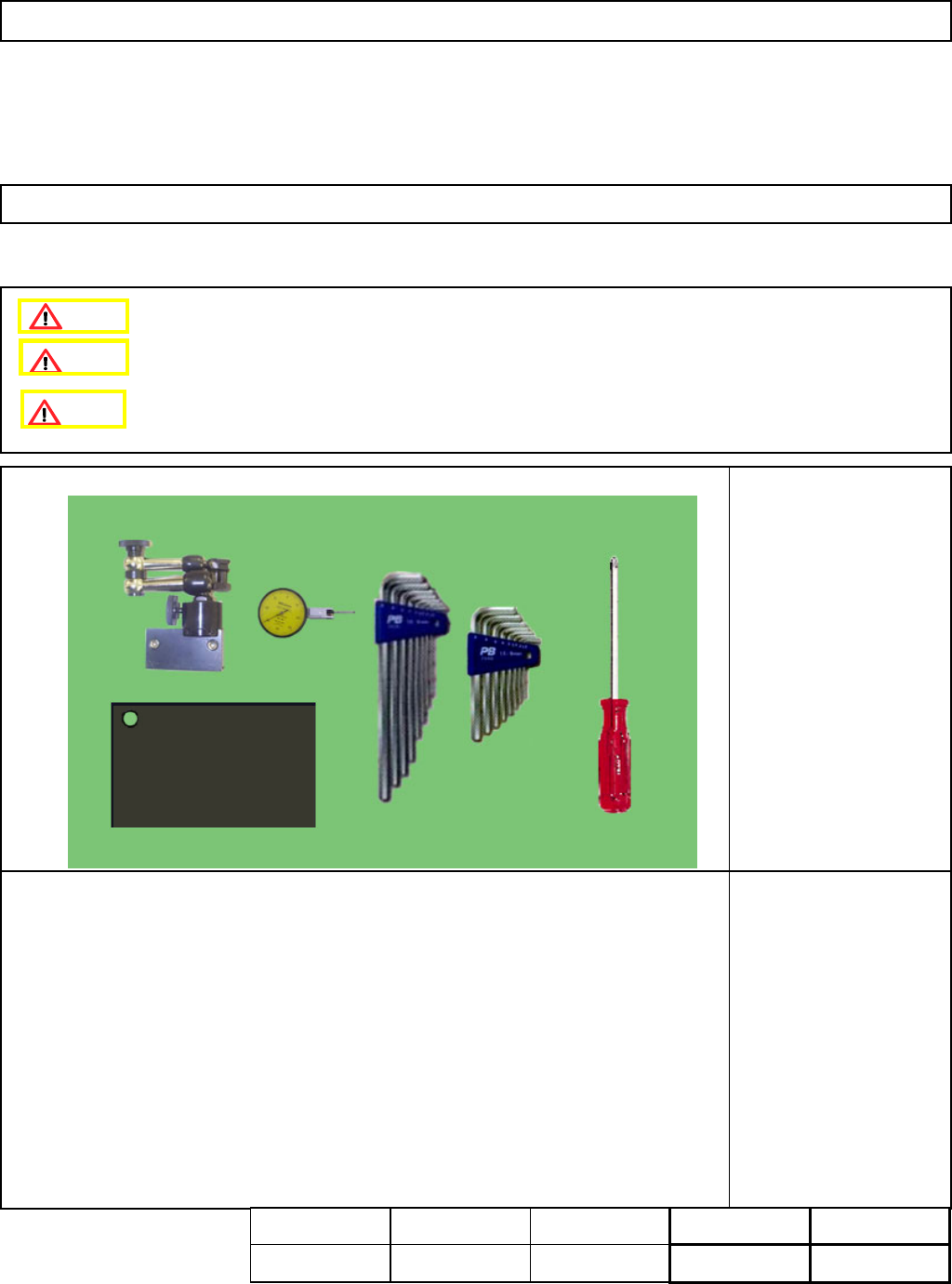
・Tools
Phillips screwdriver #2
Dial gauge
Iron plate
Allen key 3 mm
Magnetic stand
・Jig
None
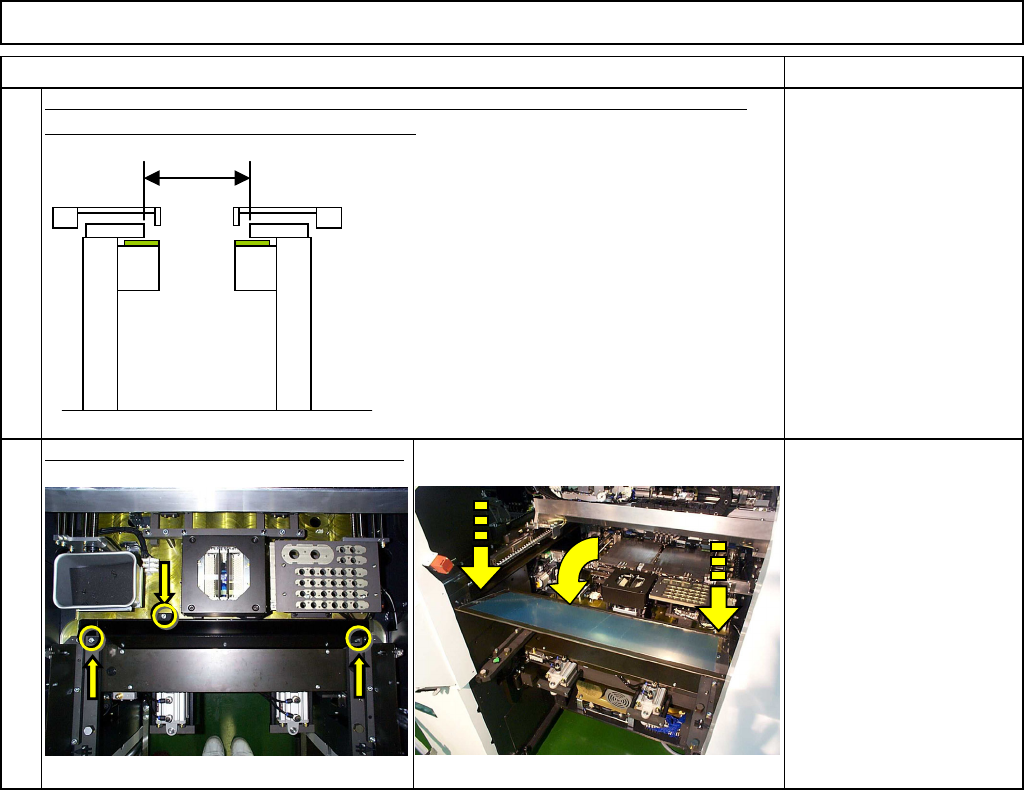
4-1-4 Parallelism of Board Transfer Conveyors
Be sure to remove the support pins beforehand.
This section describes the procedures for adjusting the board transfer conveyors to parallel.
Assembly
Adjustment
20min.
Teaching
min.
Total Time Weight of
Part
Removal
Disassembly
20min.
40min. kgs
Caution
Dange
r
Warning
EJM8A-E-SMA040104-A01-00
Page 4-1-4-1

Maintenance Adjustment Main Body Beam
Remarks
Remove the feeder cover and the chute.
Phillips screwdriver #2
Allen key 3 mm
Screw M4 2 pcs.
Screw M4x10mm 3 pcs.
Thick washer 3 pcs.
Remove the fixed Z clamp plate.
Allen key 3 mm
M4-10 8 pcs.
Place the iron plate on the head.
Iron plate
Allen key 3 mm
M4-15 1 pc.
Check the parallelism of the fixed clamp rail.
Specifications:
within ±0.02㎜
Dial gauge
Magnetic stand
3
4
1
Item
2
EJM8A-E-SMA040104-A01-00
Page 4-1-4-2