JX-350_使用说明书.pdf - 第134页
第 1 部 基本篇 第 2 章 生产 2- 25 2- 7 生产准备 2-7- 1 设置基板 < 步骤 > 下面说明在「 生产 」的准 备支援(生产补 助)画面 *1 上,进行各项设 置的方法。 在以后的说明中 除特别注明之外 ,一般指的是 生产已经启动的 状态。 *1 生 产的 “ 生产补助 ” 画面具备的功 能: 进入 [ 生产 ] - [ 生产补 助 ] 画面, 在该画面 上选择菜单操作, 即可 对生产准备阶段 进行检…
第 1 部 基本篇 第 2 章 生产
2-24
2-6-2 保存
覆盖保存生产程序和生产管理信息。
从菜单栏中单击[文件]-[保存],则可覆盖保存该文件。
注意
覆盖保存后,原来的文件内容将被删除,敬请注意。
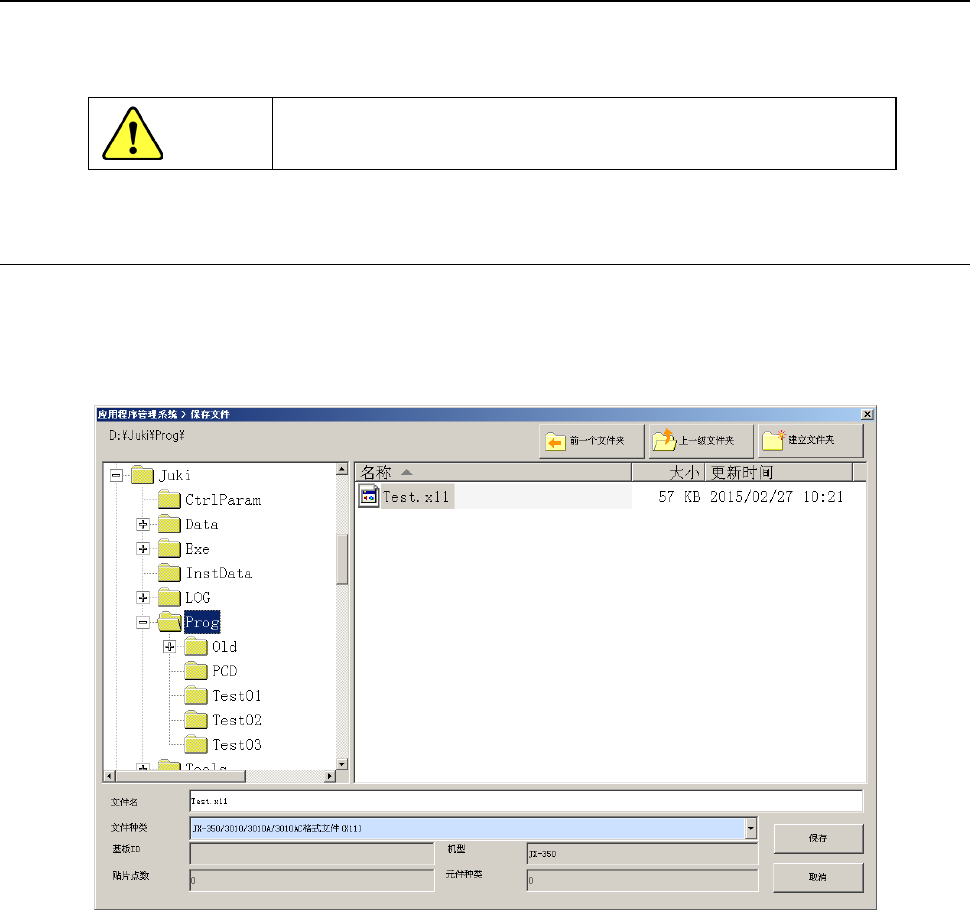
2-6-3 另存为
对编辑后的生产程序需要改变文件夹或指定文件名后保存时,选择此项。
① 单击[文件]-[另存为]。
② 在“另存为”画面中,指定文件夹和文件名,单击[保存]。
第 1 部 基本篇 第 2 章 生产
2-25
2-7 生产准备
2-7-1 设置基板
<步骤>
下面说明在「生产」的准备支援(生产补助)画面
*1
上,进行各项设置的方法。
在以后的说明中除特别注明之外,一般指的是生产已经启动的状态。
*1 生产的“生产补助”画面具备的功能:进入[生产]-[生产补助]画面,在该画面上选择菜单操作,即可
对生产准备阶段进行检查和调整,提高操作效率。
有关基板传送的详细说明,请参见「4-5-4-1-1 基板控制」。
有关“支援准备”的详细说明,请参见「2-12-1 支援准备」。
(注意) 需要启动「生产」,读入生产程序。
传送轨道宽度调整
支撑销配置
外形基准位置调整
第 1 部 基本篇 第 2 章 生产
2-26
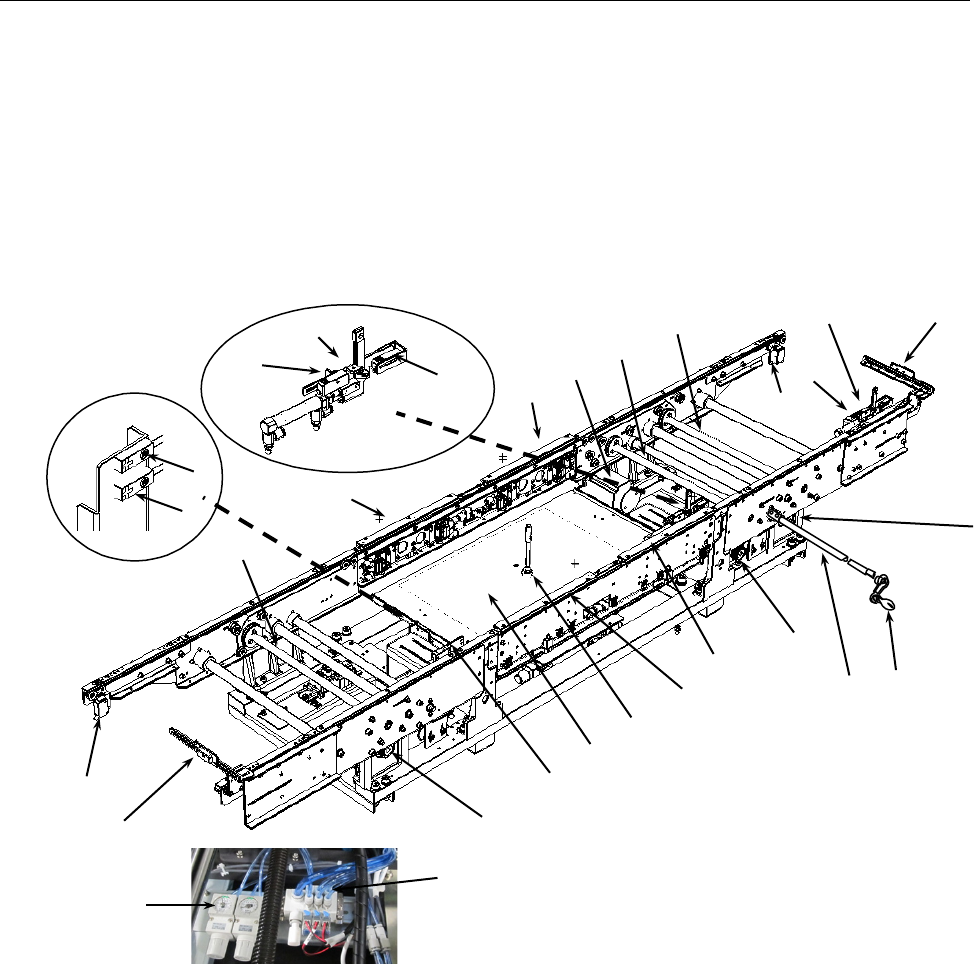
2-7-1-1 传送部的构成
当为外形基准时
1) 搬入基板,IN 传感器①检出基板后,传送马达⑧便驱动驱动轴⑨,通过传送带开始传送。
同时,挡块⑩变为 ON。
2) 基板到达挡块⑩时,被停止传感器④检测出,支撑台⑫上升。
此时,基板外形被挡块⑩、支撑销⑬固定住。暂时固定后,挡块⑩OFF,完成基板固定。
3) 固定后,下一块基板同样被送进,在待机传感器③的位置等待。
4) 生产完成后解除固定,开始搬出。
5) 最初的基板在通过 C-OUT 传感器⑤时,挡块⑩再次变为 ON,准备固定下一块基板。
图2-7-1-1 -1 基板传送
①
IN
传感器
⑧挡块
2
⑮
C-OUT
传感器(
OP
)
②
OUT
传感器
⑨夹紧杆(基板固定用)
⑯等待传感器(
OP
)
③
STOP
传感器
⑩减压阀(夹紧杆用)
⑰自动基板宽度调整用马达(
OP
)
④传送电磁阀
⑪支撑台
⑱障碍物检测传感器(
OP
)
⑤传送马达
⑫支撑台
UP
传感器
⑲操作轴
⑥驱动轴
⑬支撑台
DOWN
传感器
⑳操作柄
⑦挡块
⑭支撑销
①
②
③
⑮
④
⑤
⑤
⑤
⑥
⑥
⑥
⑦
⑧
③
⑨
⑨
⑨
⑨
⑩
⑪
⑫
⑬
⑭
⑯
⑰
⑱
⑱
⑲
⑳