JX-350_使用说明书.pdf - 第229页
第 1 部 基本篇 第 2 章 生产 2- 120 (6) 叠加显示 显示选择的贴片 点的叠加画面。 (7) 基板安装 按 [ 基板安 装 ] 按钮,即 进行基板安装 。 如果基板尚未被 搬入时,则显示 基板搬入中的 提示信息。 如果基板已安装 ,则显示正在重 夹基板的提示 信息。 (8) 贴片点的移动、显示 、确认 选择是从贴片的 列表中选择 目标贴片点,还是 通过按「前一个贴片 点」 「下一个贴片点」按钮 , 来显示选择要确 认的贴…
第 1 部 基本篇 第 2 章 生产
2-119
(2) 贴片综合信息一览
显示贴片相关的综合信息。
项目
内容
顺序
显示贴片顺序是输入顺序还是优化顺序。
总电路数
显示配置在基板上的电路的总数。
总步骤数
显示电路上的贴片点数。
总贴片点数
显示基板上的贴片点的总数。
未贴片点数
显示基板上还未贴片的贴片点数。
中断电路号
显示中断的贴片点的电路号。
中断步骤
显示中断的贴片点的步骤号。
中断贴片号
显示中断的贴片点的贴片号。
(3) 设置贴片点的显示
对列表中显示的贴片进行叠加显示。
项目
内容
单独显示
按下
<START>
开关,则显示选择的贴片点。
连续显示
按下
<START>
开关,则从选择的贴片点开始按顺序显示。
如果按
<STOP>
开关则会中断。
连续输送间隔
(
100ms
)
输入连续跟踪中,移动到下一个贴片点之前的等待时间。
总要显示
固定显示选择的贴片点。
变更选择后,则显示变更的贴片点。
放大倍数
选择显示叠加画面时是否放大显示画面。
BOC
标记识别
显示贴片点前,进行必要的
BOC
标记识别。
基准领域标记识别
显示贴片点前,进行必要的基准领域标记识别。
(4) 贴片点的移动
选择在列表中显示的贴片。
项目
内容
[
前一个贴片点
]
按钮
选择选择中的贴片的前一个贴片点。如果是第一个贴片,则不动作。
[
下一个贴片点
]
按钮
选择选择中的贴片的下一个贴片点。如果是最后一个贴片,则不动作。
(5) 确认贴片点
对列表中选择的贴片点是否已贴片完毕进行设置。
项目
内容
无贴片
选择的贴片点未被贴片。在继续生产时贴片。
已贴片
选择的贴片点已被贴片。在继续生产时不贴片。
第 1 部 基本篇 第 2 章 生产
2-120
(6) 叠加显示
显示选择的贴片点的叠加画面。
(7) 基板安装
按[基板安装]按钮,即进行基板安装。
如果基板尚未被搬入时,则显示基板搬入中的提示信息。
如果基板已安装,则显示正在重夹基板的提示信息。
(8) 贴片点的移动、显示、确认
选择是从贴片的列表中选择目标贴片点,还是通过按「前一个贴片点」「下一个贴片点」按钮,
来显示选择要确认的贴片点。
勾选总要显示时,则显示选择贴片点时所选择的贴片点。
看到显示的贴片点,设置「无贴片」/「有贴片」。
选择单独显示按下<START>开关时,Head 向选择的贴片点移动,叠加画面里会显示贴片点。
如选择连续显示并按下<START>开关时,则从选择中的贴片开始到最后的贴片为止,按顺序选择。
将 Head 移动到各贴片点,显示在叠加画面里。按自动输送间隔中指定的时间等待后,再选择下
一个贴片点。
动作中,不能使用对话框等按钮。要中断时,请按<STOP>开关。
第 1 部 基本篇 第 2 章 生产
2-121
2-12-3 SOT 方向检查(选购项)
2-12-3-1 概要
从菜单的[生产辅助]选择[SOT/元件方向单独检查]、[SOT/元件方向连续检查]来进行检查。
三端子 SOT 的方向检查通过 OCC 进行。有单独检查和连续检查两种方式。
请在生产前实施检查。以下显示各检查的内容。
检查
内容
SOT/
元件方向单
独检查
选择了
SOT/元件方向单独检查时,只对指定的元件进行方向检查。
另外,对连续检查模式中发生错误的元件进行个别检查。
SOT/ 元件方向连
续检查
选择了
SOT/
元件方向连续检查时,对生产程序数据内所有元件中检
查条件一致的元件进行检查。
◆
对由于某种原因检查失败的元件,可进行单独模式的个别检查。
2-12-3-2 各种动作
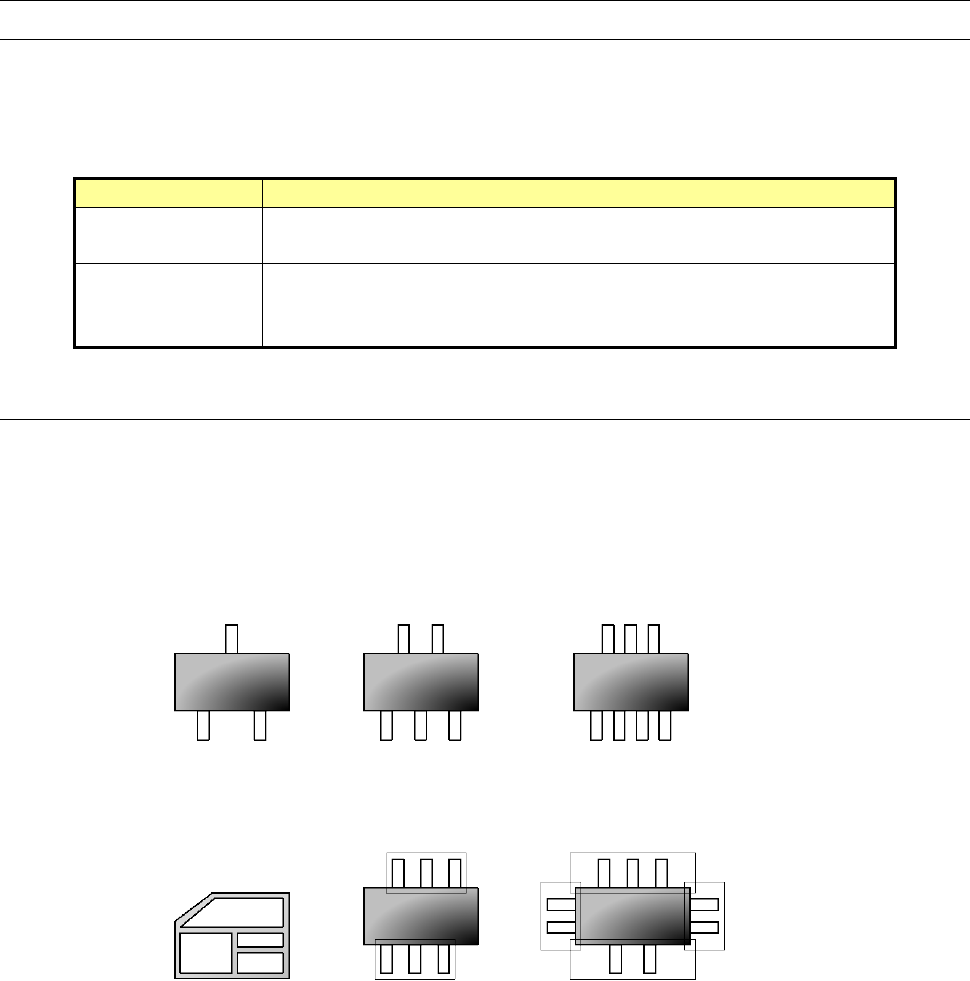
(1)对象元件尺寸
1)SOT方向检查
作为对象的SOT元件尺寸为“1608~□4.0mm”。
电极尺寸为长度0.2~1.0mm、宽度0.1~1.0mm。
<对应元件示例>
3 端子 5 端子 7 端子
<非对象元件示例>
引脚元件种类以外 旋转对象 4 个元件(要素)组
(2)检查
1)SOT 方向检查
吸取的元件在 SOT 方向检查阶段的贴片姿势 0 度的状态下进行贴片,使用 OCC 识别进
行角度判定。