JX-350_使用说明书.pdf - 第643页
第 2 部 功能详解篇 第 7 章 机器设置 7- 33 · 「勾选」 时的生产动作 No. 单元 生产动作 1 带回元件检查 元件吸取前 进行元件带回 检查。 2 重试设置为 0 ,吸取错误时 停止送料 对元件数据的付 加信息中吸 取重试次数设置为「 0 」的 相关元件,供料 时间点会变化 吸取元件时,用激光检 查有无元件,确认 已正常地吸取 到元件后再供料 。 3 编辑元件数据时 的改善 编辑已设置的元件数据 时,把因影响项目 而重…
第 2 部 功能详解篇 第 7 章 机器设置
7-32
(2) 设置方法
1)通过勾选指定要使用的装置单元。
显示勾选标记的项目为要被使用的装置,没有勾选标记的项目为不使用的装置。
2)切割机、传送带的反复间隔直接从键盘輸入。
但不使用切割机时不能设置。
(3) 生产动作
·「取消勾选」时的生产动作
No.
单元 生产动作
1
带回元件检查 不进行元件吸取前的元件带回检查。
2
重试设置为 0,吸取错误时
停止送料
不论可否吸取都进行送料。
3
编辑元件数据时的改善
在编辑已设置完毕的元件数据时,对项目的变更产生影
响的需重新设置默认值,其他项目,均设为标准项目。
4
使用软键盘 不显示软键盘。
5
检查最后基板装入
计划生产数的最后一个基板传入主机后,继续传入前工
序的基板。
(计划生产的最后一个基板生产(贴片)完成后,如前
工序无法实施搬出时,将结束传入基板的动作。)
6
送料器台架标记识别
(
按台架
)
不使用供料器台架标记识别进行吸取位置校正。
7
高密度贴片
不进行高密度贴片。
8
确认吸嘴芯滑动不良 发生吸取错误时关闭真空。
第 2 部 功能详解篇 第 7 章 机器设置
7-33
·「勾选」时的生产动作
No. 单元 生产动作
1
带回元件检查 元件吸取前进行元件带回检查。
2
重试设置为 0,吸取错误时
停止送料
对元件数据的付加信息中吸取重试次数设置为「
0
」的
相关元件,供料时间点会变化
吸取元件时,用激光检查有无元件,确认已正常地吸取
到元件后再供料。
3
编辑元件数据时的改善
编辑已设置的元件数据时,把因影响项目而重新变更默
认值的其他项目控制到最低限度。
4
使用软键盘
仅限以下应用程序,将光标放在编辑框后,或者在网格
控制的单元格为可编辑的状态时,再点击一次后,即显
示软键盘。
(生产、预热、机器设置、手动控制、设备运行信息、
简易控制、追溯。但,在上述应用程序中运行的模块(示
教)不包含在对象内。
5
检查最后基板装入
将计划生产数的最后的基板送进主机后,停止从前工序
送进基板的动作。
6
送料器台架标记识别
(
按台架
)
进行供料器台架标记识别,校正吸取位置。
7
高密度贴片
对比检查的尺寸小的元件,进行高密度贴片。
8
确认吸嘴芯滑动不良
针对指定
的元件,即使发生吸取错误也将保持打开真空,
通过激光测量对是否发生了滑动不良或元件掉落进行确
认动作。
第 2 部 功能详解篇 第 7 章 机器设置
7-34
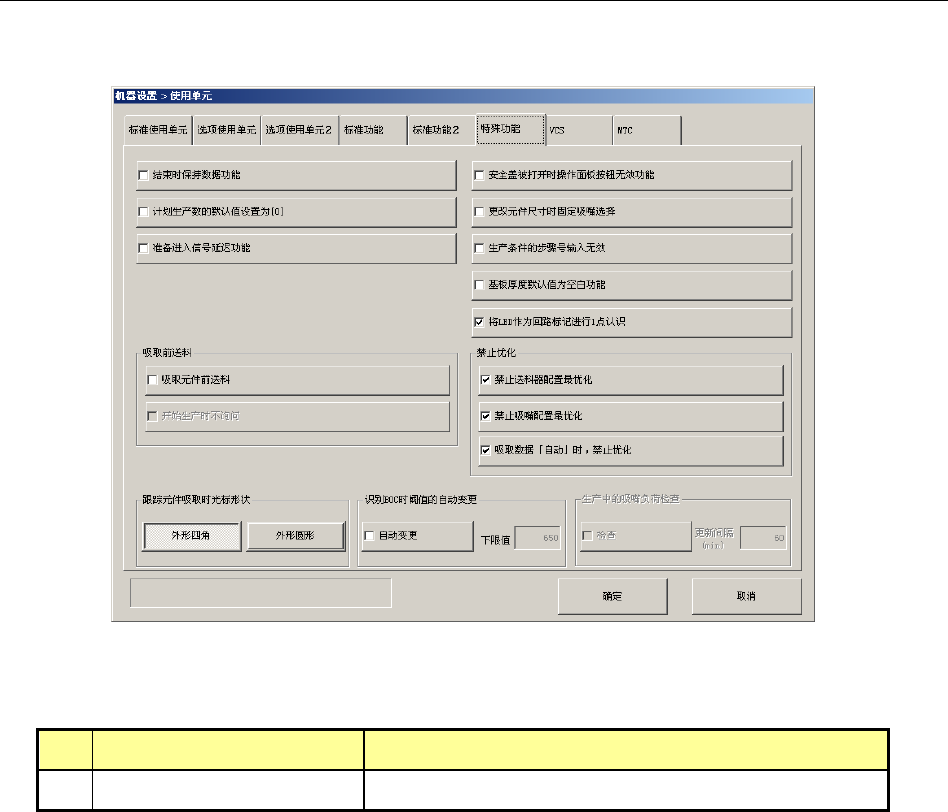
7-4-10-4 特殊功能
在不同的使用条件下,可利用有效的特殊功能。
如特殊功能不适用时,可将特殊功能设为“不使用”。默认为“不使用”。
(1) 设置项目
设置特殊功能的使用与否。
No. 项目 设置项目
1 使用单元(特殊功能) 设置各功能的使用或不使用。