JX-350_使用说明书.pdf - 第808页
第 2 部 功能详解篇 第 12 章 选项组件 12 -1 第 12 章 选项组件的使用 12 - 1 供料器类(机械 台架用) 关于供料器的使 用方法,请参见 各供料器的『 使用说明书』。 本章将介绍在主 机安装供料器的 方法。 12 -1- 1 带式供料器( 8 mm ~ 72 mm ) 注意 在 XY 轴或 Hea d 正在动作时更 换供料器, 带式供料器可能会 接触到动作中 的元件,危及人 身或损坏装置。 XY 轴和 Head …
第2部 功能详解篇 第11章 机器自诊断功能
11-12
(3)错误时的处理方法
如果滚珠丝杠磨损诊断中发生了错误,即输出如下提示信息。
给滚珠丝杠注入润滑油也无法改善时,必须更换滚珠丝杠。
有关更换方法请咨询本公司服务部门或代理店。
第 2 部 功能详解篇 第 12 章 选项组件
12-1
第12章 选项组件的使用
12-1 供料器类(机械台架用)
关于供料器的使用方法,请参见各供料器的『使用说明书』。
本章将介绍在主机安装供料器的方法。
12-1-1 带式供料器(8mm~72mm)
注意
在
XY
轴或
Head
正在动作时更换供料器,带式供料器可能会接触到动作中
的元件,危及人身或损坏装置。
XY 轴和 Head 正在动作时,请绝对不要更换带式供料器。
请务必打开安全护罩后再更换。
将生产中必要的供料器安装到生产程序所指定的位置后,在剩余的供料器之
间所有未安装供料器的位置上,要安装上不使用的 8mm 带式供料器等,以
保证没有手或手指伸入的间隙,确保安全。
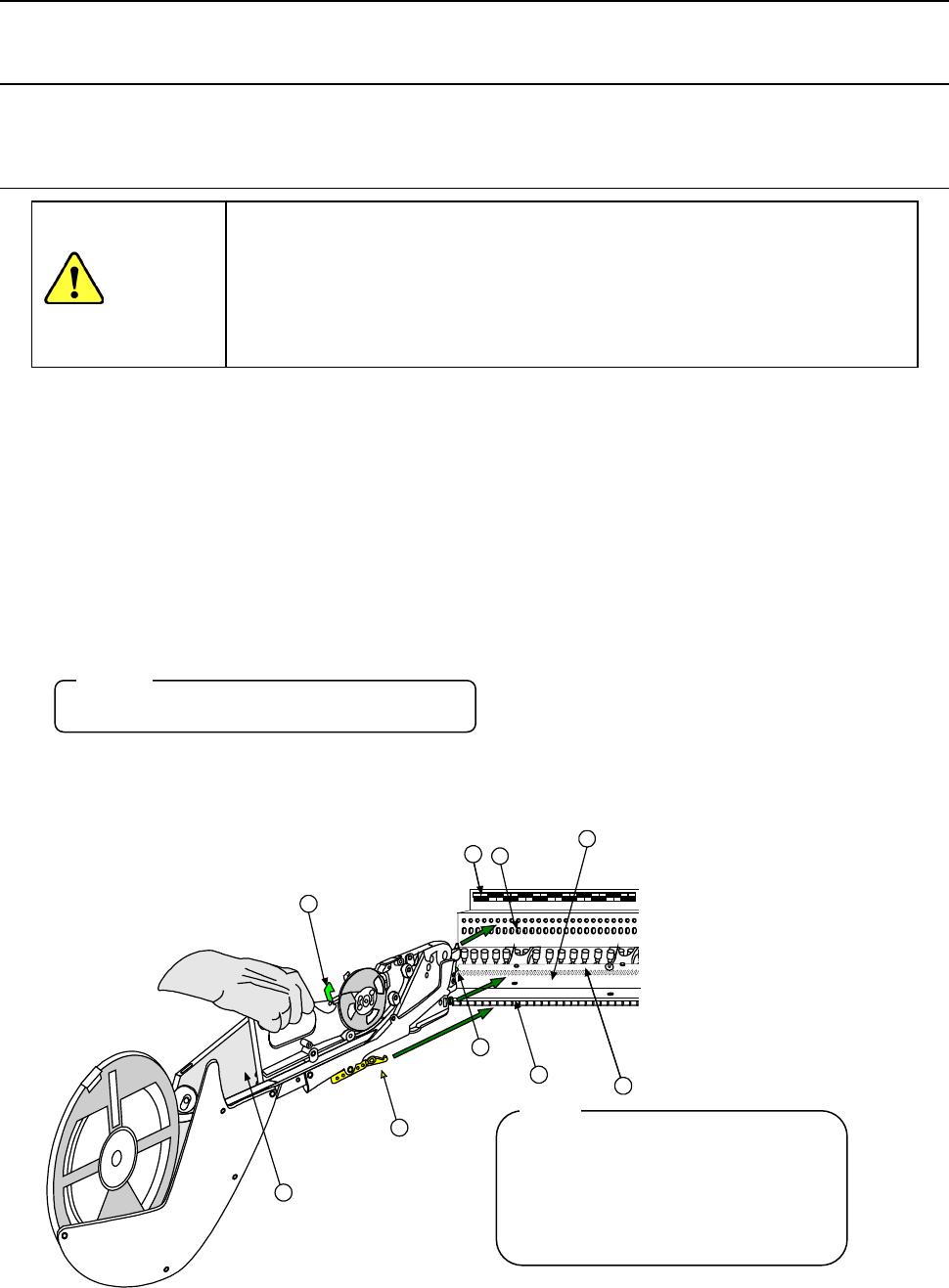
(1) 安装步骤
1) 将「带式供料器①」的底面放置在「供料器台架②」上。
2) 滑动「带式供料器①」,以「安装板B⑦」作为导板,对准“带式供料器底面的导板销”,将“带
式供料器前面的定位销⑥”插入「安装板③」的定位孔。
此时,为了将「锁定支架⑨」对准「锁定轴⑧」的 V 型槽,轻轻地拉动「解锁杆⑩」,将供料
器的前面顶在「安装板」上,然后放开「解锁杆」,用锁紧支架夹紧锁紧轴,并固定带式供料
器。
◆ 此时,带式供料器前面的「定位销」插入孔上方的「位置标签④」的号码,即表示带式供料
器的安装位置。
请确认带式供料器是否悬浮或倾斜。
(2) 拆卸步骤
一边拉动「解锁杆⑩」,一边径直向后拉「带式供料器①」,将其卸下。
10
8
2
9
6
3
4
7
1
注意:
如果纸带的残留部分(元件供给后从
带式供料器排出的料带)向上翘,挂
在带式供料器的支撑部时,有可能造
成带式供料器送给不良。因此请确认
残带的排出情况。
注意:
第 2 部 功能详解篇 第 12 章 选项组件
12-2
12-1-2 散件供料器
注意
如在
XY
轴或
Head
正在动作时进行更换,散件供料器可能会接触到动作元
件,危及人身或损坏装置。
XY 轴和 Head 正在动作时,请绝对不要更换散件供料器。
请务必打开安全护罩后再进行更换。
将生产中必要的供料器安装到生产程序所指定的位置后,在剩余的供料器之
间所有未安装供料器的位置上,要安装上不使用的 8mm 带式供料器等,以
保证没有手或手指伸入的间隙,确保安全。
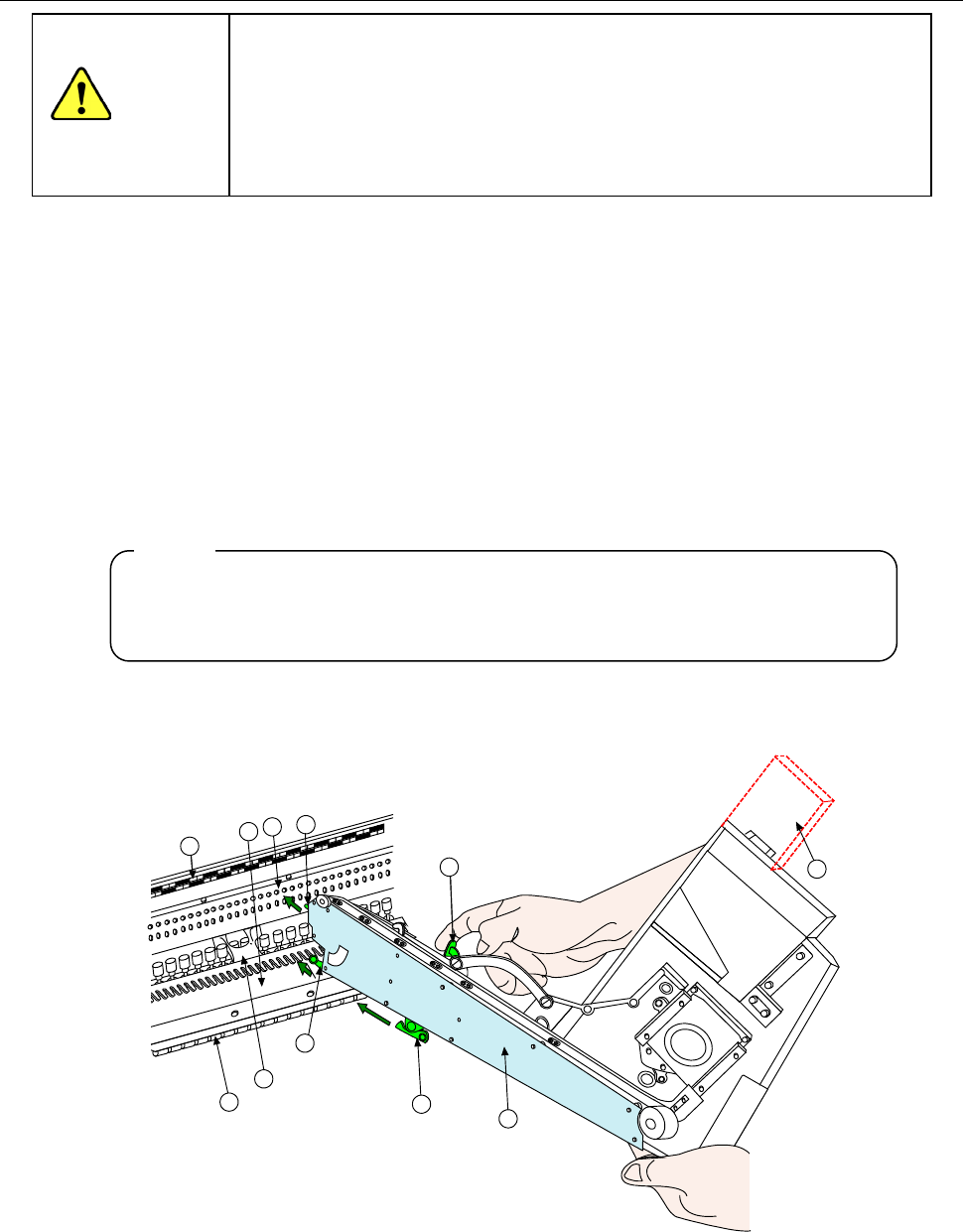
(1) 安装步骤
1) 将「散件供料器①」的底面放置在「供料器台架②」上。
2) 滑动「散件供料器①」,以「安装板B⑦」作为导板,对准「带式供料器」底面的「导板销」,
将“散件供料器前面的定位销”插入「安装板③」的定位孔。
此时,为了将「锁定支架⑨」对准「锁定轴⑧」的V型槽,在用「解锁杆⑩」解除肘节夹紧的
状态下,将散件供料器的前面顶在固定板上,用解锁杆将锁紧支架和锁紧轴以肘节夹紧的方
式夹紧,固定散件供料器。
◆ 此时,散件供料器前面的「定位销」插入孔上方的「位置标签④」的号码,即表示散件供
料器的安装位置。
1) 请确认散件供料器是否悬浮或倾斜。
2) 务必将外壳支架固定在后侧后再使用。
3) 不能在已安装了「EIAJ 外壳⑪」的状态下在后侧的台上进行安装。
(2) 拆卸步骤
用「解锁杆⑩」解除肘节夹紧,向后拉「散件供料器①」,将其卸下。
9
6
7
8
2
4
10
5
3
1
11
注意: