JX-350_使用说明书.pdf - 第847页
第 2 部 功能详解篇 第 12 章 选项组件 12 - 40 12 - 9 切割机 12 -9- 1 概述 作用是切断从电 动式供料器排出 的料带,弃之 于废弃盒。 12 -9- 2 操作方法 12 -9-2- 1 设置机器设置 请从菜单栏中选择「设置 」 → 「机器设置 」 → 「设置组( G ) 」 → 「 使用单元 」 , 确认 「 选项使 用单 元 」 的「 切割机 」 已被选中 。 关于设置方法请 参见「 7-4 - 10 …
第 2 部 功能详解篇 第 12 章 选项组件
12-39
12-8-3-4 测量、检查
在速度确认的条件设定画面、单独元件测量执行画面、或单独检查执行画面里,可按 HOD 的 ENTER
键执行检查、按 CANCEL 键进行「返回」操作。另外,按 HOD 的 PREVIOUS 键会移动到前一个代
替元件,按 NEXT 键会移动到下一个代替元件。
有关测量、检查画面的详情,请参见「4-5-4-2 测量」、「4-5-4-3 检查」。
12-8-3-5 跟踪
在跟踪执行画面里,可按下表所示用 HOD 进行操作。
HOD 键 动作
HMS
用选择的装置启动示教画面。
HEAD
CAMERA
▲ PREVIOUS 移动到前一个贴片(吸取)点。
PAUSE 在自动跟踪时中断。再次按 PAUSE 键后,则再开始。
CANCEL 退出画面 (等同于[OK] 按钮)。
▼ NEXT 移动到下一个贴片(吸取)点。
ENTER 退出画面 (等同于[OK] 按钮)。
有关跟踪画面的详情,请参见「4-5-4-7 跟踪」。
第 2 部 功能详解篇 第 12 章 选项组件
12-40
12-9 切割机
12-9-1 概述
作用是切断从电动式供料器排出的料带,弃之于废弃盒。
12-9-2 操作方法
12-9-2-1 设置机器设置
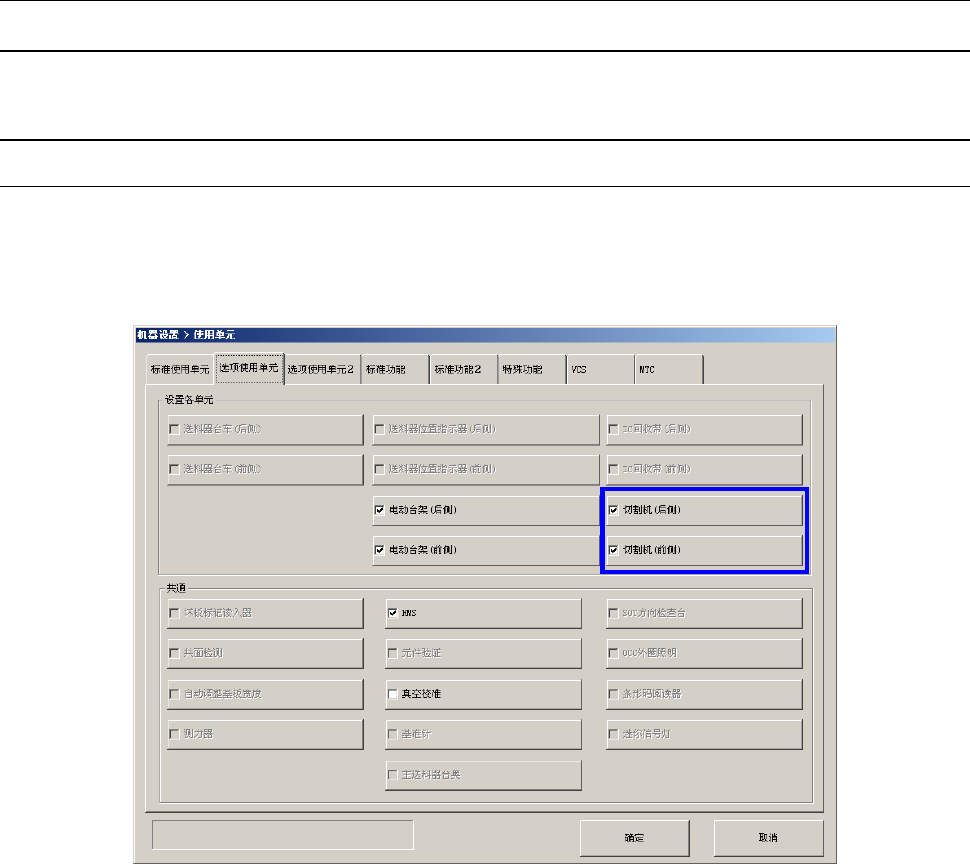
请从菜单栏中选择「设置」→「机器设置」→「设置组(G)」→「使用单元」, 确认「选项使用单
元
」的「切割机」已被选中。
关于设置方法请参见「7-4-10-2 选项使用单元
」。
第 2 部 功能详解篇 第 12 章 选项组件
12-41
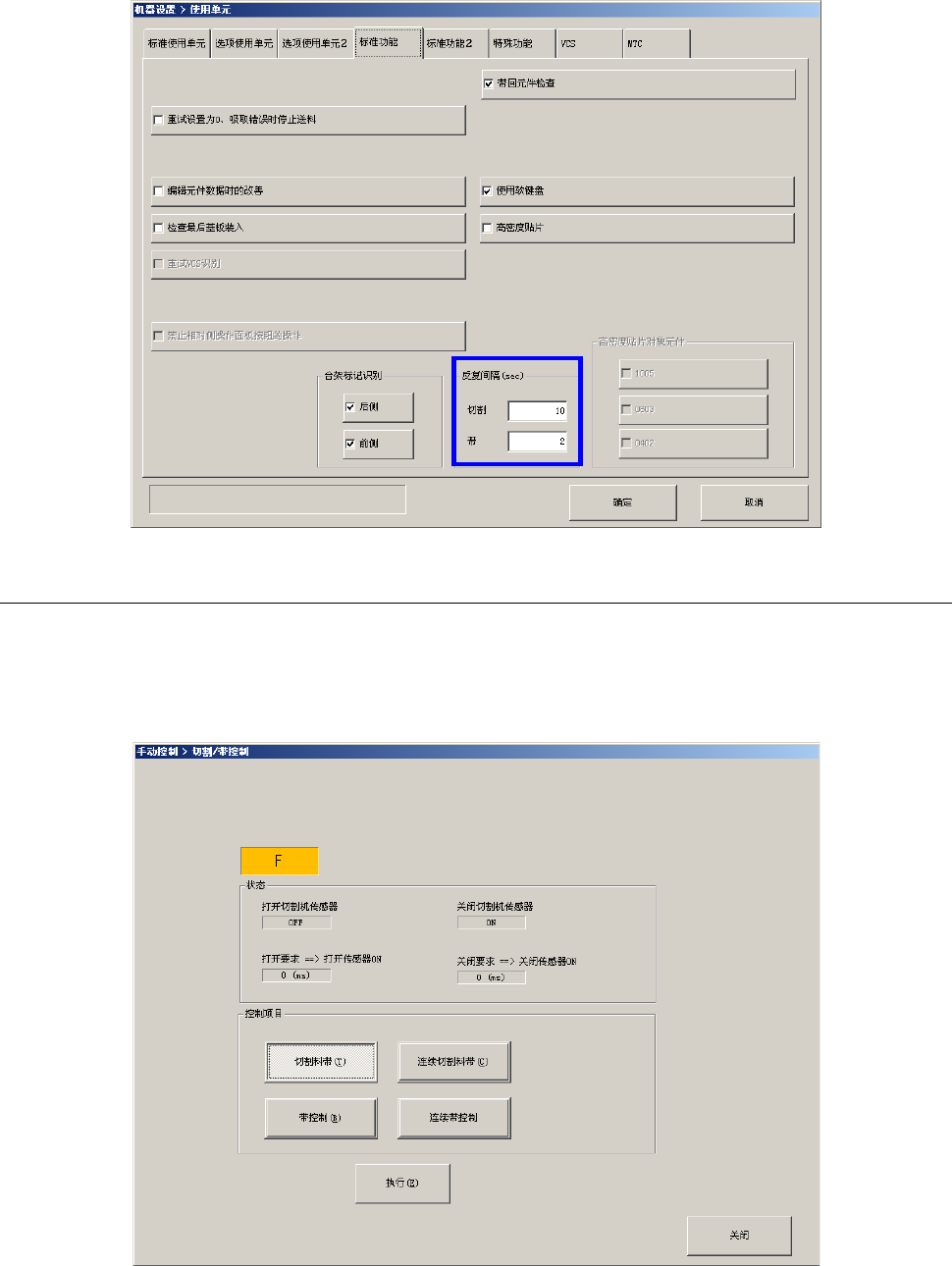
设置切割机动作的反复动作间隔。初始值已设置为切割 10 秒、带 2 秒。
关于设置方法请参照「7-4-10-3 标准功能
」。
12-9-2-2 手动控制
请从菜单栏中选择「手动控制」→「供应装置(E)」→「电动供给控制(E)」,启动电动供给装置
控制画面。按下[切割控制(U)]按钮,即启动切割控制画面。关于操作方法请参见「8-8-2 电动供给
控制
」。