User Manual - SIPLACE Glue Feedeer - 第17页
2 General 2.2 Module Description User Manual SIPLACE Glue Feeder 05/2020 17 General notes about pressure If the Glue Feeder is not supplied with compressed air via an external source but from the com- pressed air connect…
2 General
2.2 Module Description
16 User Manual SIPLACE Glue Feeder 05/2020
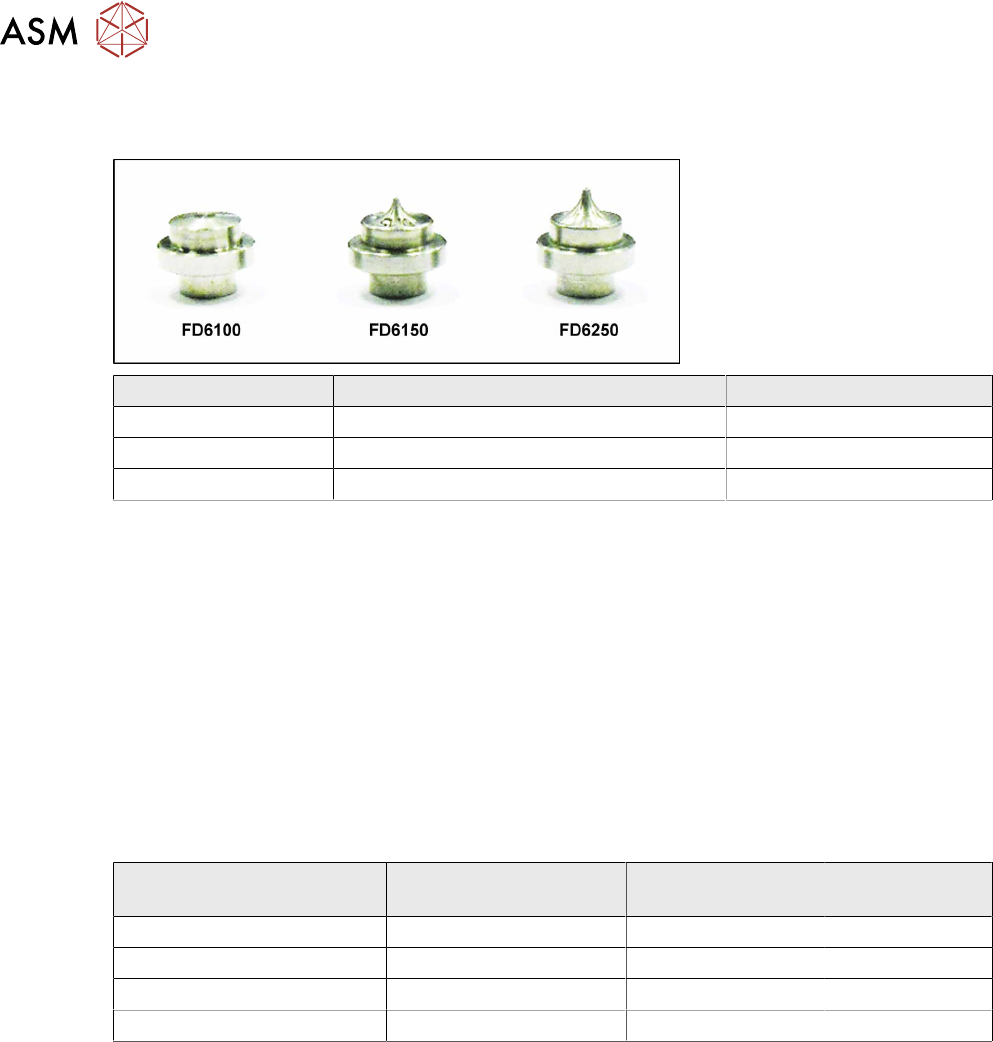
2.2.4 Overview of the Nozzles
This section gives you an overview of the currently available dispenser nozzles.
Item number Designation Dispenser nozzle shape
03094220-xx Flat jet FD6100 (100 microm.) 1014
03094182-xx Needle jet ND6150 (150 microm.) 1016
03120082-xx Needle jet ND6250 (250 microm.) 1019
2.2.5 Overview of Glues
The Glue Feeder currently supports the following adhesives:
●
Heraeus PD-205A
●
Loctite 3621
●
Loctite D125F
●
Delo Monopox MK096
As the various glues have different properties, you need to individually adjust the pressure at the
cartridge, at the jet valve and the temperature of the glue for each type of glue. The temperature
can be set via the station software or, if needed, directly at the Glue Feeder.
The following table shows an overview of the optimum values for the individual glues.
Glue Pressure at cartridge Pressure at jet
valve
Nominal tem-
perature
Heraeus PD-205A 1.5bar 3.0bar 53°C
Loctite 3621 / 3609 / 3619 1.5bar 3.0bar 53°C
Loctite D125F 3bar 4.5bar 53°C
Delo Monopox MK096 1.5bar 3.0bar 40°C
General notes about temperature
The temperature of the glue in the jet block is read by a sensor and then adjusted to the set TAR-
GET value. If no TARGET value has been set, the glue temperature will be set to the default value
of 40°C
. The temperature can be set from 40°C to a maximum of 70°C.
The permissible tolerance range for dispensing is ±3°C of the set TARGET value. The Glue Feeder
sends a signal to the machine whenever this range is left or entered again. Dispensing is not pos-
sible outside the tolerance range.
The temperature is increased using the nozzle heating function on the jet block. A reduction in tem-
perature is only reached passively by cooling down via the ambient temperature. To save glue, the
nozzle heating is switched on automatically if there is a processing break of longer than 10 minutes
at the Glue Feeder.
2 General
2.2 Module Description
User Manual SIPLACE Glue Feeder 05/2020 17
General notes about pressure
If the Glue Feeder is not supplied with compressed air via an external source but from the com-
pressed air connection of the placement machine, we recommend that the pressure reducer for the
pressure at the jet valve is set to max. 4.5bar. A pressure of 2 to max. 4.5bar is usually sufficient
for all common SMT adhesives.
If you want to use special adhesives in your production, which need a higher dispensing pressure
than 4.5 bar, the Glue Feeder should in this case be supplied via an external compressed air con-
nection, separate from the placement machine.
Background: If you set higher dispensing pressures than 4.5, you may experience brief recurring
pressure drops to 4.5 bar at the compressed air connection of the placement machine, if there are
other compressed air consumers (e.g. the tape cutter) being activated. This could cause irregular
glue droplet sizes to be produced.
NOTICE
Using the same temperature profiles
To enable you to use uniform temperature profiles for the various adhesives required for
multiple Glue Feeders in the same production environment, we recommend adjusting the
individual Glue Feeders to one another with the Glue Feeder calibration device (item no.
03214618-xx). See 4.3.3
"Calibrating the temperature regulation" [}64].
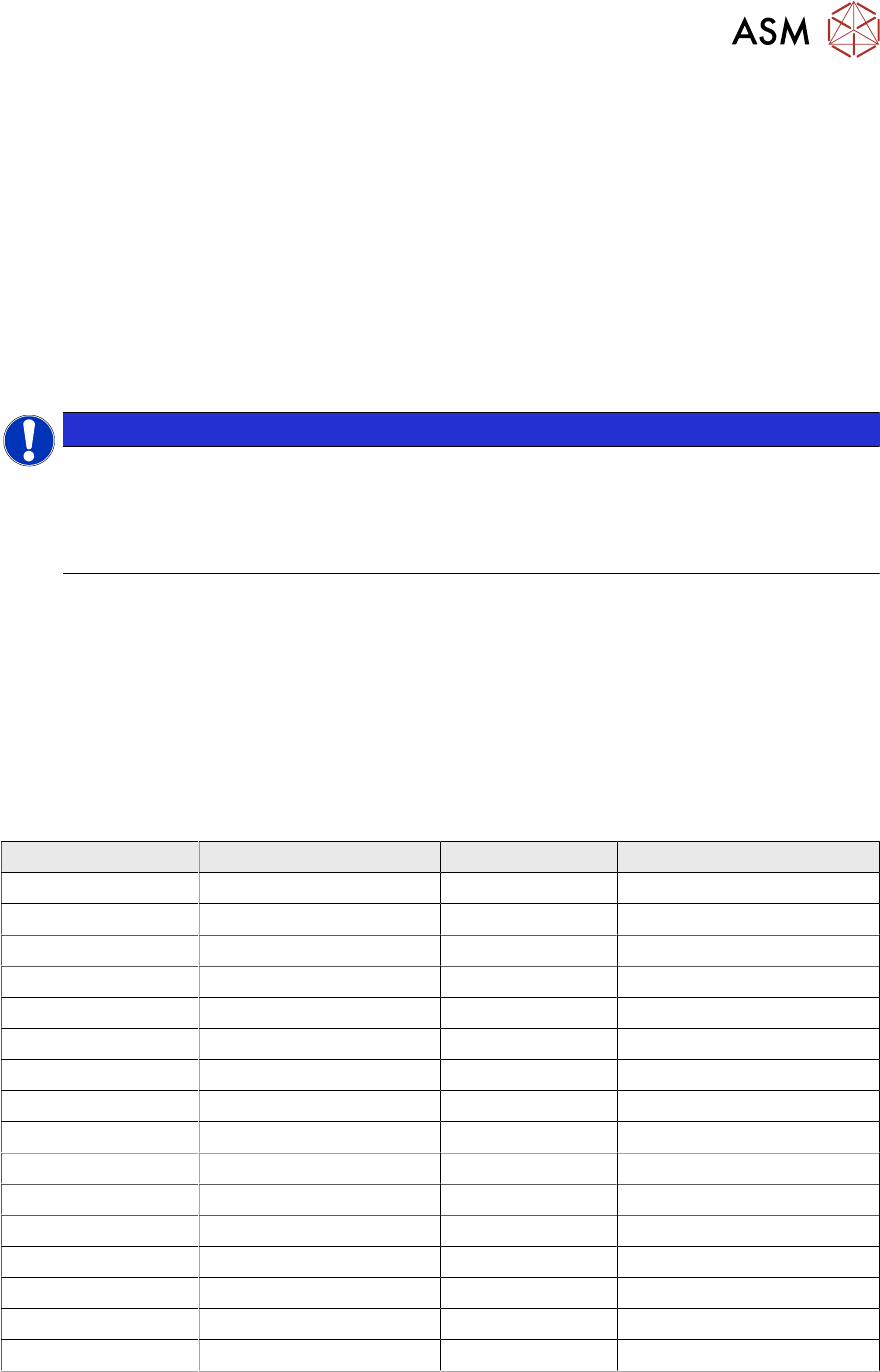
2.2.6 Examples of Glue Dots
This section includes several examples of the settings which can be used to create glue dots of
various different diameters and heights.
The glue may differ in its behavior, according to the condition of the component surface (rough or
smooth).
Example for Heraeus PD205A glue, Loctite 3621 / 3609 / 3619
Basic data: temperature 53°C, flat nozzle 100µm, pressure at the cartridge 1.5bar, pressure at jet
valve 3bar, time per shot 20ms
Number of shots Diameter inmm Tolerance Height of glue dot in mm
1 0.6 ±0.2 0.1
2 0.7 ± 0.2 0.15
3 0.8 ± 0.3 0.2
4 0.85 ± 0.3 0.25
5 0.9 ± 0.3 0.3
6 0.95 ± 0.3 0.3
8 1.0 ± 0.3 0.35
12 1.1 ± 0.4 0.4
16 1.2 ± 0.4 0.5
32 1.4 ± 0.4 0.55
48 1.6 ± 0.4 0.6
64 1.8 ± 0.4 0.7
96 2.0 ± 0.5 0.9
128 2.2 ± 0.5 1.0
192 2.4 ± 0.6 1.4
256 2.6 ± 0.6 1.8
If there is solder paste on the board, you should glue with a diameter of 0.9 mm, to ensure that the
required glue dot height is reached.
2 General
2.2 Module Description
18 User Manual SIPLACE Glue Feeder 05/2020
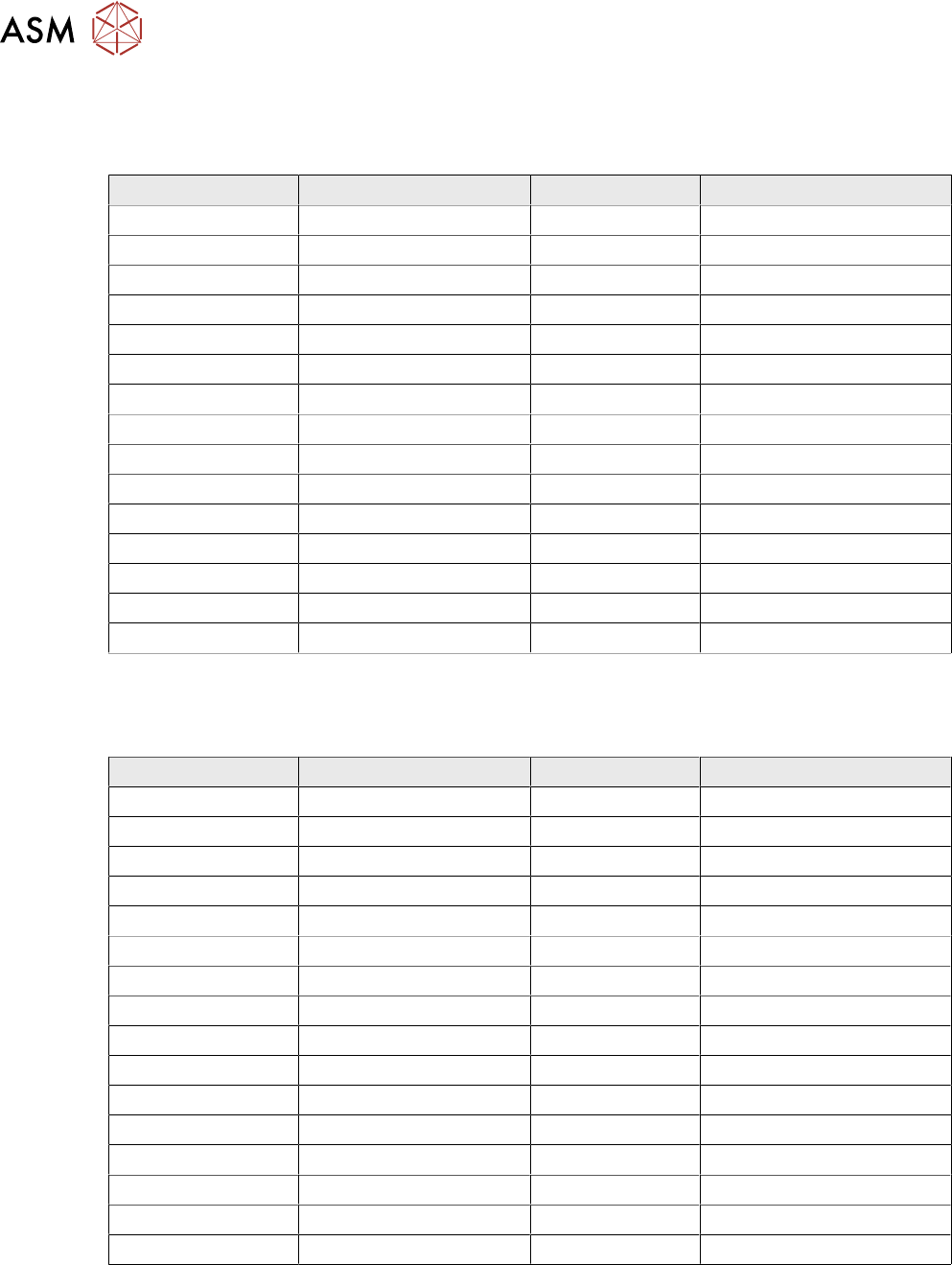
Example for Loctite D125F glue
Basic data: temperature 53°C, needle nozzle 150µm, pressure at the cartridge 3bar, pressure at
jet valve 4.5bar, time per shot 35ms
Number of shots Diameter inmm Tolerance Height of glue dot in mm
1 0.6 ± 0.15 0.2
2 0.75 ± 0.2 0.3
3 0.9 ± 0.2 0.4
4 0.95 ± 0.2 0.4
5 1.0 ± 0.2 0.4
6 1.1 ± 0.2 0.5
12 1.4 ± 0.3 0.6
16 1.5 ± 0.3 0.7
32 1.75 ± 0.3 0.8
48 2.0 ± 0.4 1.2
64 2.3 ± 0.4 1.2
96 2.4 ± 0.4 1.3
128 2.7 ± 0.5 1.4
192 2.9 ± 0.5 1.9
256 3.2 ± 0.5 2.1
Example for Delo Monopox MK096 glue
Basic data: temperature 40°C, flat nozzle 100µm, pressure at the cartridge 1.5bar, pressure at jet
valve 3.0bar, time per shot 9ms, feeder pretension 0.6mm.
Number of shots Diameter inmm Tolerance Height of glue dot in mm
1 0.55 ± 0.15 0.15
2 0.65 ± 0.25 0.20
3 0.7 ± 0.25 0.23
4 0.75 ± 0.25 0.25
5 0.8 ± 0.25 0.3
6 0.85 ± 0.25 0.33
8 9 ± 0.3 0.35
12 1.0 ± 0.3 0.4
16 1.2 ± 0.3 0.45
32 1.5 ± 0.3 0.7
48 1.7 ± 0.35 0.8
64 1.9 ± 0.35 0.9
96 2.1 ± 0.4 1.0
128 2.2 ± 0.4 1.15
196 2.4 ± 0.4 1.3
256 2.6 ± 0.4 1.5