User Manual - SIPLACE Glue Feedeer - 第18页
2 General 2.2 Module Description 18 User Manual SIPLACE Glue Feeder 05/2020 Example for Loctite D125F glue Basic data: temperature 53°C, needle nozzle 150µm, pressure at the cartridge 3bar, pressure at jet valve 4.5bar…
2 General
2.2 Module Description
User Manual SIPLACE Glue Feeder 05/2020 17
General notes about pressure
If the Glue Feeder is not supplied with compressed air via an external source but from the com-
pressed air connection of the placement machine, we recommend that the pressure reducer for the
pressure at the jet valve is set to max. 4.5bar. A pressure of 2 to max. 4.5bar is usually sufficient
for all common SMT adhesives.
If you want to use special adhesives in your production, which need a higher dispensing pressure
than 4.5 bar, the Glue Feeder should in this case be supplied via an external compressed air con-
nection, separate from the placement machine.
Background: If you set higher dispensing pressures than 4.5, you may experience brief recurring
pressure drops to 4.5 bar at the compressed air connection of the placement machine, if there are
other compressed air consumers (e.g. the tape cutter) being activated. This could cause irregular
glue droplet sizes to be produced.
NOTICE
Using the same temperature profiles
To enable you to use uniform temperature profiles for the various adhesives required for
multiple Glue Feeders in the same production environment, we recommend adjusting the
individual Glue Feeders to one another with the Glue Feeder calibration device (item no.
03214618-xx). See 4.3.3
"Calibrating the temperature regulation" [}64].
2.2.6 Examples of Glue Dots
This section includes several examples of the settings which can be used to create glue dots of
various different diameters and heights.
The glue may differ in its behavior, according to the condition of the component surface (rough or
smooth).
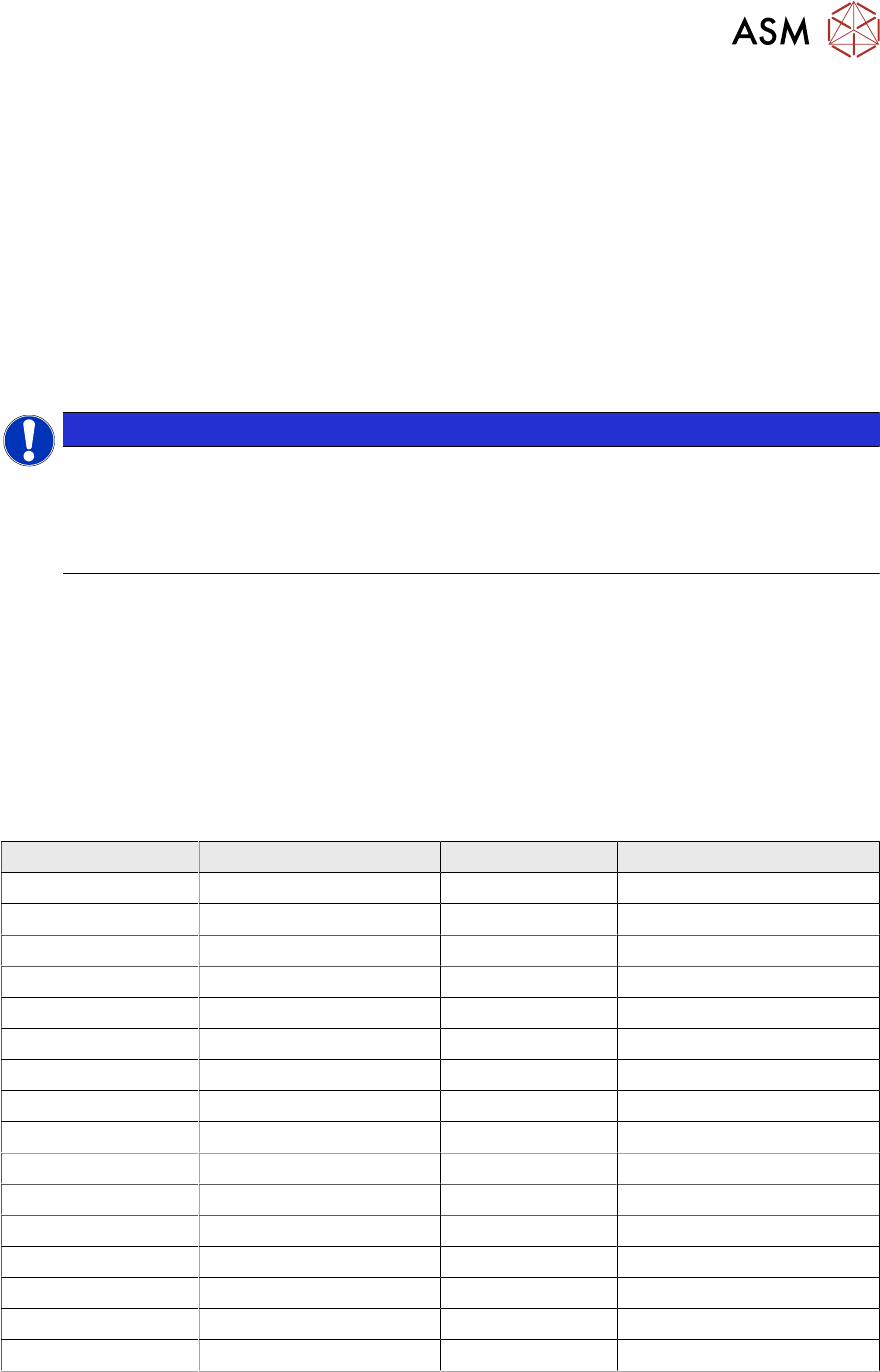
Example for Heraeus PD205A glue, Loctite 3621 / 3609 / 3619
Basic data: temperature 53°C, flat nozzle 100µm, pressure at the cartridge 1.5bar, pressure at jet
valve 3bar, time per shot 20ms
Number of shots Diameter inmm Tolerance Height of glue dot in mm
1 0.6 ±0.2 0.1
2 0.7 ± 0.2 0.15
3 0.8 ± 0.3 0.2
4 0.85 ± 0.3 0.25
5 0.9 ± 0.3 0.3
6 0.95 ± 0.3 0.3
8 1.0 ± 0.3 0.35
12 1.1 ± 0.4 0.4
16 1.2 ± 0.4 0.5
32 1.4 ± 0.4 0.55
48 1.6 ± 0.4 0.6
64 1.8 ± 0.4 0.7
96 2.0 ± 0.5 0.9
128 2.2 ± 0.5 1.0
192 2.4 ± 0.6 1.4
256 2.6 ± 0.6 1.8
If there is solder paste on the board, you should glue with a diameter of 0.9 mm, to ensure that the
required glue dot height is reached.
2 General
2.2 Module Description
18 User Manual SIPLACE Glue Feeder 05/2020
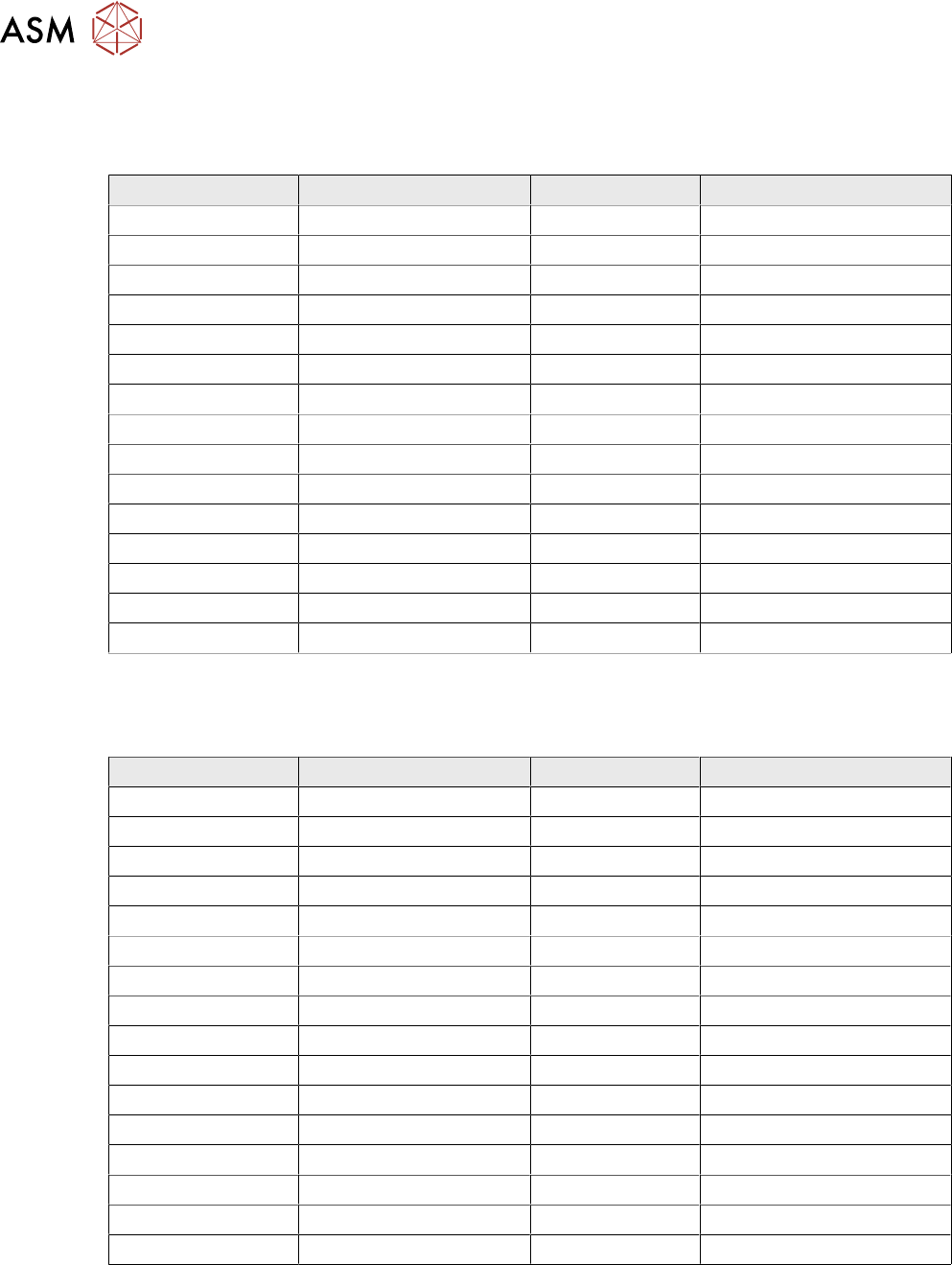
Example for Loctite D125F glue
Basic data: temperature 53°C, needle nozzle 150µm, pressure at the cartridge 3bar, pressure at
jet valve 4.5bar, time per shot 35ms
Number of shots Diameter inmm Tolerance Height of glue dot in mm
1 0.6 ± 0.15 0.2
2 0.75 ± 0.2 0.3
3 0.9 ± 0.2 0.4
4 0.95 ± 0.2 0.4
5 1.0 ± 0.2 0.4
6 1.1 ± 0.2 0.5
12 1.4 ± 0.3 0.6
16 1.5 ± 0.3 0.7
32 1.75 ± 0.3 0.8
48 2.0 ± 0.4 1.2
64 2.3 ± 0.4 1.2
96 2.4 ± 0.4 1.3
128 2.7 ± 0.5 1.4
192 2.9 ± 0.5 1.9
256 3.2 ± 0.5 2.1
Example for Delo Monopox MK096 glue
Basic data: temperature 40°C, flat nozzle 100µm, pressure at the cartridge 1.5bar, pressure at jet
valve 3.0bar, time per shot 9ms, feeder pretension 0.6mm.
Number of shots Diameter inmm Tolerance Height of glue dot in mm
1 0.55 ± 0.15 0.15
2 0.65 ± 0.25 0.20
3 0.7 ± 0.25 0.23
4 0.75 ± 0.25 0.25
5 0.8 ± 0.25 0.3
6 0.85 ± 0.25 0.33
8 9 ± 0.3 0.35
12 1.0 ± 0.3 0.4
16 1.2 ± 0.3 0.45
32 1.5 ± 0.3 0.7
48 1.7 ± 0.35 0.8
64 1.9 ± 0.35 0.9
96 2.1 ± 0.4 1.0
128 2.2 ± 0.4 1.15
196 2.4 ± 0.4 1.3
256 2.6 ± 0.4 1.5

2 General
2.2 Module Description
User Manual SIPLACE Glue Feeder 05/2020 19
2.2.7 System Requirements and General Restrictions
Preconditions
The Glue Feeder can only be used on SIPLACE machines with the station software from 706.1 and
in SIPLACE Pro from version 10.1 with the X Feeder interface.
Furthermore, the machine must be fitted with a connection to the safety circuit and a connection to
the compressed air supply. The following retrofit sets are available for fitting the required items:
●
Retrofit set Glue Feeder SX12 / DX12, item no. 03091006-xx
●
Retrofit kit for Glue Feeder SX4 / DX4, item no. 03091007-xx
●
Retrofit kit for Glue Feeder X-Series, item no. 03091008-xx
Restrictions
A gantry can only work with one Glue Feeder.
The Glue Feeder is not designed for use of
●
Solder paste
●
Anaerobic curing glues (such as superglue)
●
UV-curing adhesives
When using UV-curing adhesives, the user is responsible for ensuring that the nozzle opening
of the glue is not exposed to UV light.
Radiation with UV light can lead to unintentional curing of the glue in the nozzle.
●
Transparent adhesive
In some cases, it might not be possible to inspect transparent (clear) adhesives with the Vis-
ion system.
Other restrictions
●
The jet valve must not dry out i.e. be operated without adhesive.
●
Bridging the safety circuit is prohibited.
●
The Glue Feeder may only be cleaned using the cleaning agents prescribed by the glue man-
ufacturer or ASMAS.
●
The programming of glue dots which exceed the diameter of the component at any point is
prohibited (risk of contamination!)
●
When applying glue to narrow edges – even when these are within the component body - only
dispense glue dots which have been adjusted accordingly in their size, otherwise there is a
risk of glue dot division and uncontrolled spurting away of glue at the sides.
●
MELF and SOD (glass diode) components
Due to their round bodies, MELF and SOD (glass diode) components are in principle not suit-
able for glue application. The round body shape poses an increased risk of placement head
contamination. We therefore recommend that these components are not glued or only glued
after thorough assessment of the risks.