OM-1356-003_w.pdf - 第33页
2-4 0704-002 2.3 贴装前确认底部元件焊盘功能 ( 动作模式 3) 转印位置 用吸嘴1吸取元件 多功能安装头 元件识别照相机 吸嘴储料器 PCB (460 × 460) (460×460)线路板 <动作模式3> <动作模式1>+贴装前识别底部元件的焊盘 ①吸取→②识别(外形、凸块)→ ③助焊剂涂敷→④识别(外形)→ ⑤焊盘识别→⑥贴装 <动作模式2>+贴装前识别底部元件的焊盘 ①吸取→②…
2-30704-002
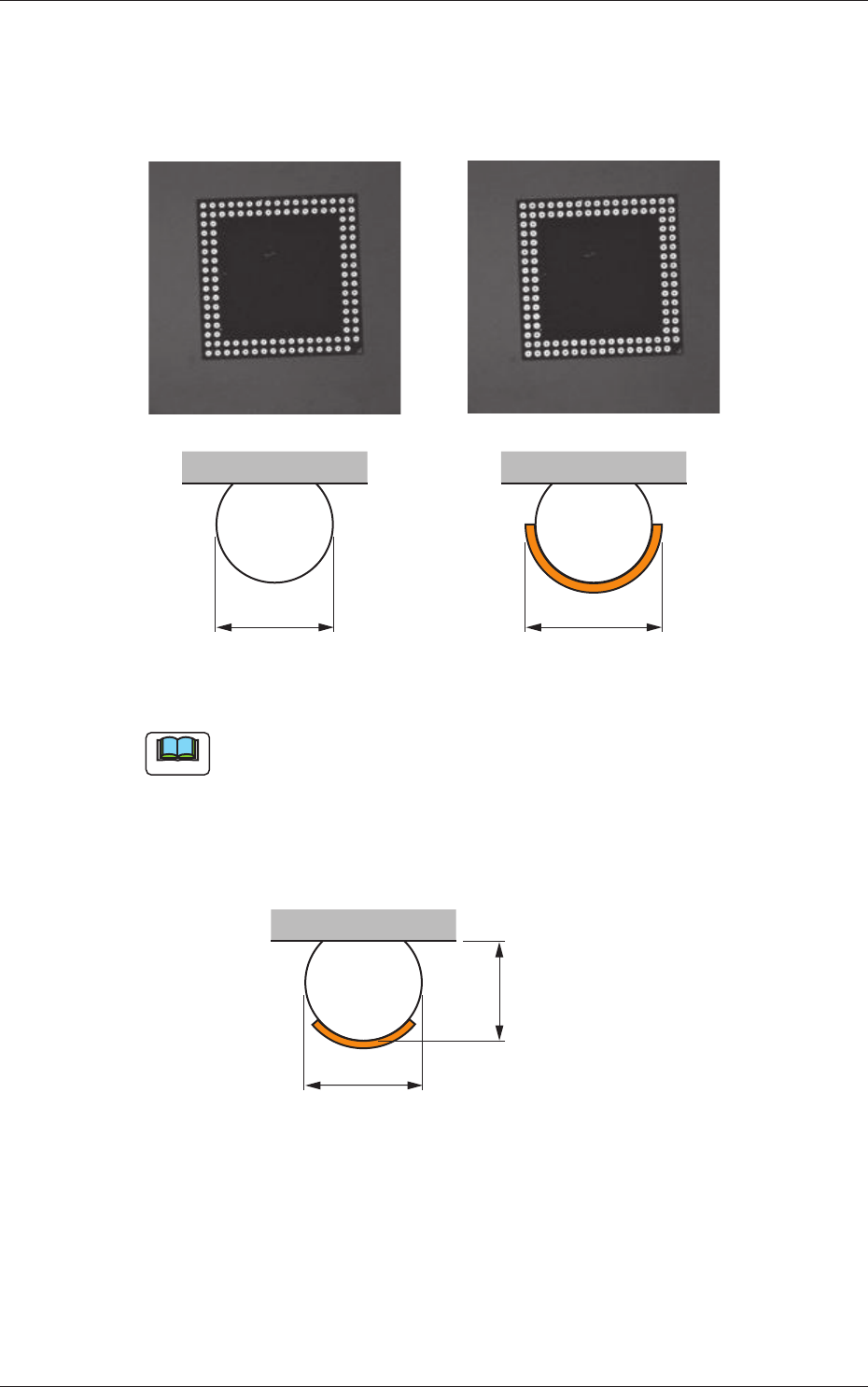
涂敷助焊剂后,确认是否涂敷到全部凸块部分的功能。
通过识别处理,涂敷后涂敷助焊剂的部分凸块直径看起来变大了,因此,
通过计测涂敷前后的凸块直径后比较每个凸块的计测直径,判定是否涂
敷有助焊剂。
D
D +
涂敷前 涂敷后
Fig.7
Note
(a) 该功能适用于凸块直径
φ
0.4mm 以上。
(b) 助焊剂膜厚度相对于凸块厚度薄时,成为下图所示的状态,涂敷
前后的计测直径没有差值。
另外,反之膜厚度太厚而助焊剂附着在模具时,不能正确计测凸
块直径。
请将膜厚度调整为凸块厚度的 60% 左右后使用该功能。
D
涂敷前
凸块厚度
Fig.8
2.2 涂敷助焊剂后的凸块球脱落确认 ( 动作模式 2)
2-40704-002
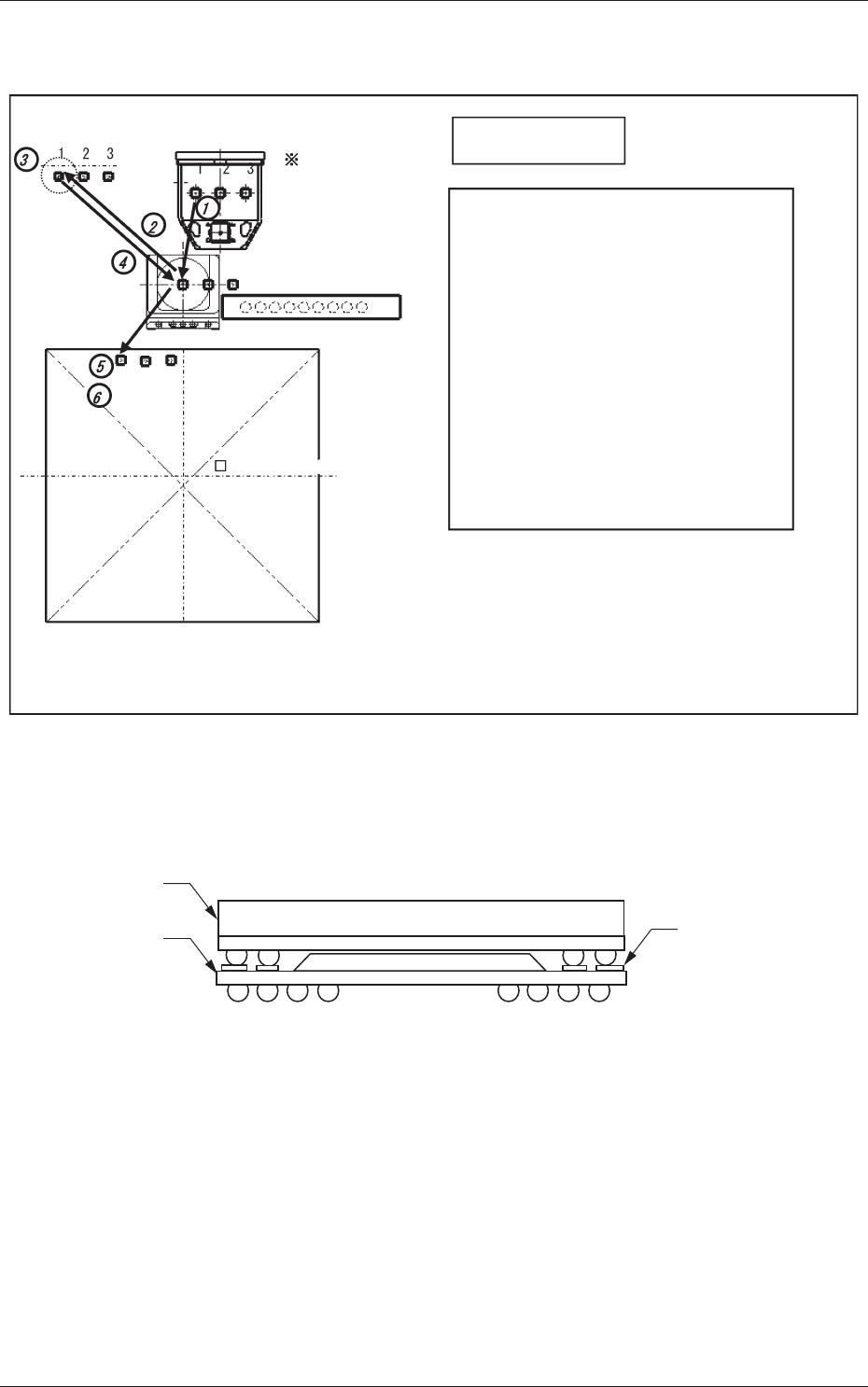
2.3 贴装前确认底部元件焊盘功能 ( 动作模式 3)
转印位置
用吸嘴1吸取元件
多功能安装头
元件识别照相机
吸嘴储料器
PCB (460 × 460)
(460×460)线路板
<动作模式3>
<动作模式1>+贴装前识别底部元件的焊盘
①吸取→②识别(外形、凸块)→
③助焊剂涂敷→④识别(外形)→
⑤焊盘识别→⑥贴装
<动作模式2>+贴装前识别底部元件的焊盘
①吸取→②识别(凸块)→
③助焊剂涂敷→④识别(凸块)→
⑤焊盘识别→⑥贴装
Fig.9
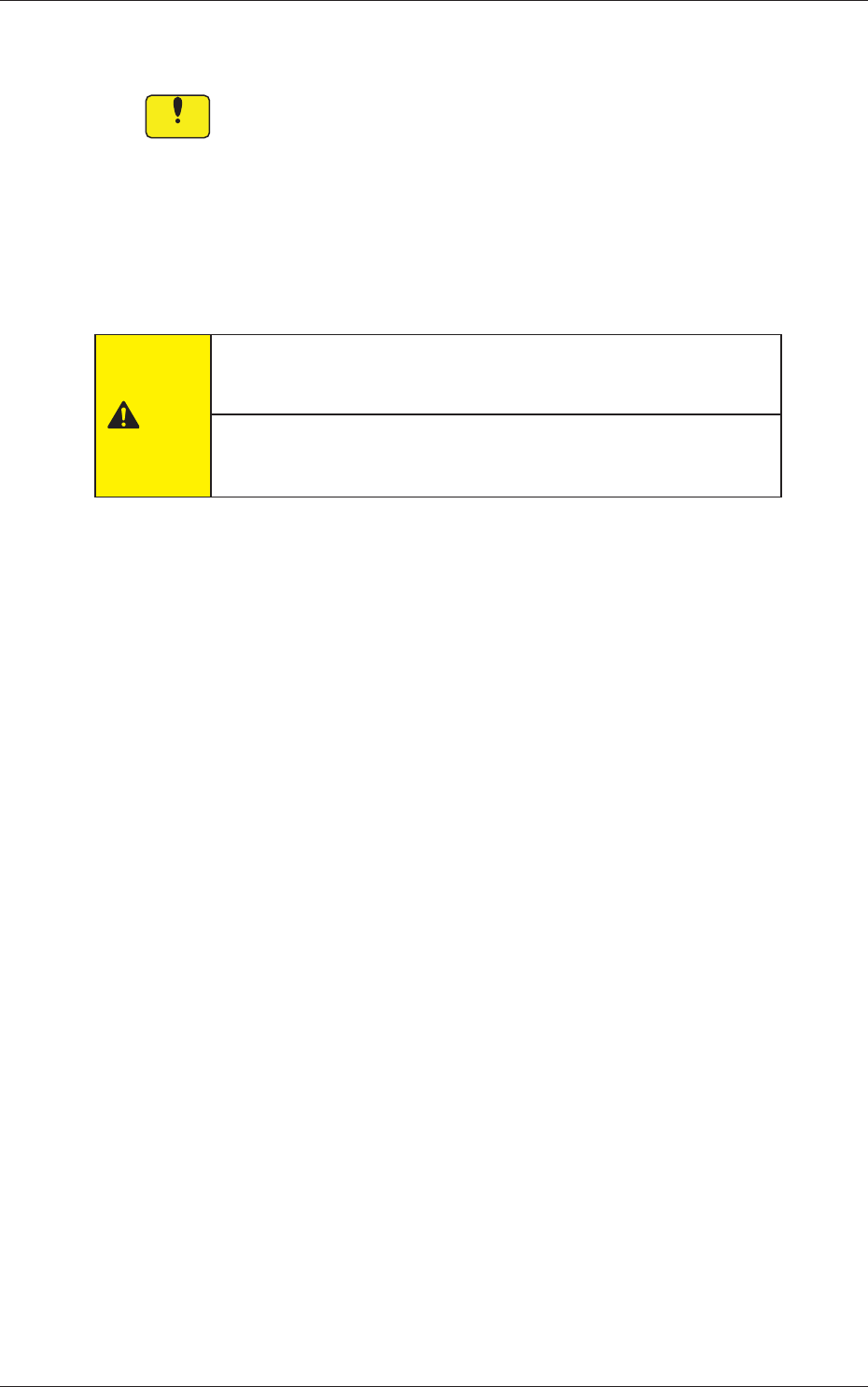
关于 POP 元件实装,通过识别底部元件上面的焊盘获取底部元件的贴
装位置后,实装顶部元件的功能。
底部元件
上面的焊盘
顶部元件
底部元件
Fig.10
2.3 贴装前确认底部元件焊盘功能 ( 动作模式 3)
3-10704-002
3. 助焊剂涂敷单元的使用方法
Notice
在将助焊剂涂敷单元安装在送料器批量更换推车上之前,请注意以下
事项。
•
请锁住送料器批量更换推车小脚轮的制动器 ( 两处 )。
•
助焊剂涂敷单元的悬浮会成为吸取吸嘴或装置 (GXH 系列 ) 的破
损以及吸取异常的原因。
请正确安装助焊剂涂敷单元。
3. 助焊剂涂敷单元的使用方法
•
移动送料器批量更换推车时,请握住手柄进行操作。
•
安装伸缩手柄时,请注意压坏手指。
•
移动送料器批量更换推车时,请注意避免撞脚。
•
请穿上保护脚尖的鞋或鞋底厚度为 10mm 以上的鞋进行作业。
注意