NPM-D3A_规格说明书_Ver.2024.0612.pdf.pdf - 第113页
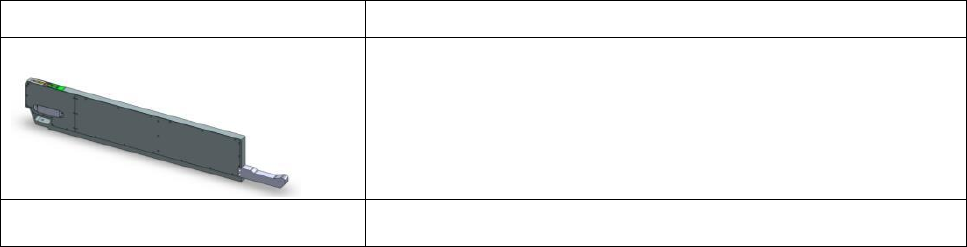
NPM- D3 A 20 24. 0612 - 107 - ■ 基本构成 项 目 内 容 LCR 检查器 ( 供料器形状类型 ) 此为计测元件的电气特性的机器。 LCR 检查器许可证 每台设备都需要许可证。
NPM-D3A 2024.0612
- 106 -
5.18 LCR
检查器(供料器形状类型)
通过计测电气特性,防止由于元件安装错误导致的实装不良。
■ 系统基本构成
用 LCR 检查器来计测元件的电气特性,并用 FA 电脑检查测定值是否在基准范围内。
另外,用 FA 电脑也可进行已实施履历的管理。
使用 LCR 检查器时的设定,是在 DGS 上进行。
■ 功能概要
判定
计测元件的电气特性,判定是否在设定的范围内。
生产停止
在生产中,当判定为 NG 时(元件的电气特性超出范围的情况下),生产动作因错误而停止。
■ 基本规格
项 目
内 容
对象元件
L:0.6mm x W:0.3mm x H:0.23mm ~ L:3.2mm x W:1.6mm x H:1.5mm
・仅方形元件形状
(是指在 L 尺寸方向的两端都有电极部,并且两端侧面也有电极,
通电的形状。)
可测定常量范围
电阻(R): 10 Ω ~ 100 MΩ
电容(C): 10 pF ~ 100 μF
电感(L): 1 μH ~ 47 μH
※考虑到在设备中设置运用 LCR 检查器时会有测定精度偏差,上述范围是指假设其在测定
精度范围内的可测定范围。
(检查器单体可测定范围,请参阅检查器规格资料。)
测定精度
电阻(R): ±10 %
电容(C):±10 %
电感(L): ±10 %
※上述精度是指,在设备中设置运用 LCR 检查器时的基本的最大测定精度偏差值。
(检查器单体精度,请参阅检查器规格资料。)
※根据对象电子元件固有的电气特性,
可能会有在上述计测精度范围内无法计测的情况。
可用吸嘴
与测定对象元件尺寸相符的标准规格吸嘴。
※ 设置时的用于较准的吸嘴
轻量 16 吸嘴贴装头 V3A:230CS 吸嘴
轻量 8 吸嘴贴装头:230C 吸嘴
2 吸嘴贴装头:1001 吸嘴
检查器配置
・可搭载在有供料器供给部的工作台侧、有元件识别相机的工作台侧的供给台上。
(将占用供给台的一个槽)
对象生产模式
・交替实装模式
・独立实装模式
※如果只在 2 轴机的一侧工作台安装了 LCR 检查器,
那没有安装 LCR 检查器的工作台侧所供给部的元件,
则无法被 LCR 检查器检查。
系统构成示例
DGS
FA
电脑
(
LNB
)
LCR
检查器
NPM-D3A 2024.0612
- 107 -
■ 基本构成
项 目
内 容
LCR 检查器(供料器形状类型)
此为计测元件的电气特性的机器。
LCR 检查器许可证
每台设备都需要许可证。
NPM-D3A 2024.0612
- 108 -
5.19
托盘吸着位置补正功能(标准规格)
识别生产中的托盘位置,根据识别位置进行吸着位置补正,防止吸着错误。
■ 识别项目
通过下列项目的头部相机识别,进行吸着位置补正。
托盘相角识别
识别托盘对角 2 处的相角位置,
补正吸着位置。
标记识别
识别托盘指定的 2 处标记位置,
补正吸着位置。
■ 对象元件
对象为插入器元件、细长连接器元件等托盘元件。
※编带元件为对象外。
※材质为软质、托盘板固定时可能发生的托盘为对象外。
■ 托盘数据的设定
以下数据需要设定设计上的正确数据。
・托盘尺寸(
X, Y
)
・托盘高度
・第1吸着点
・最终吸着点
・标记的设计坐标
X
※
、
Y
※
※识别补正托盘上的标记时
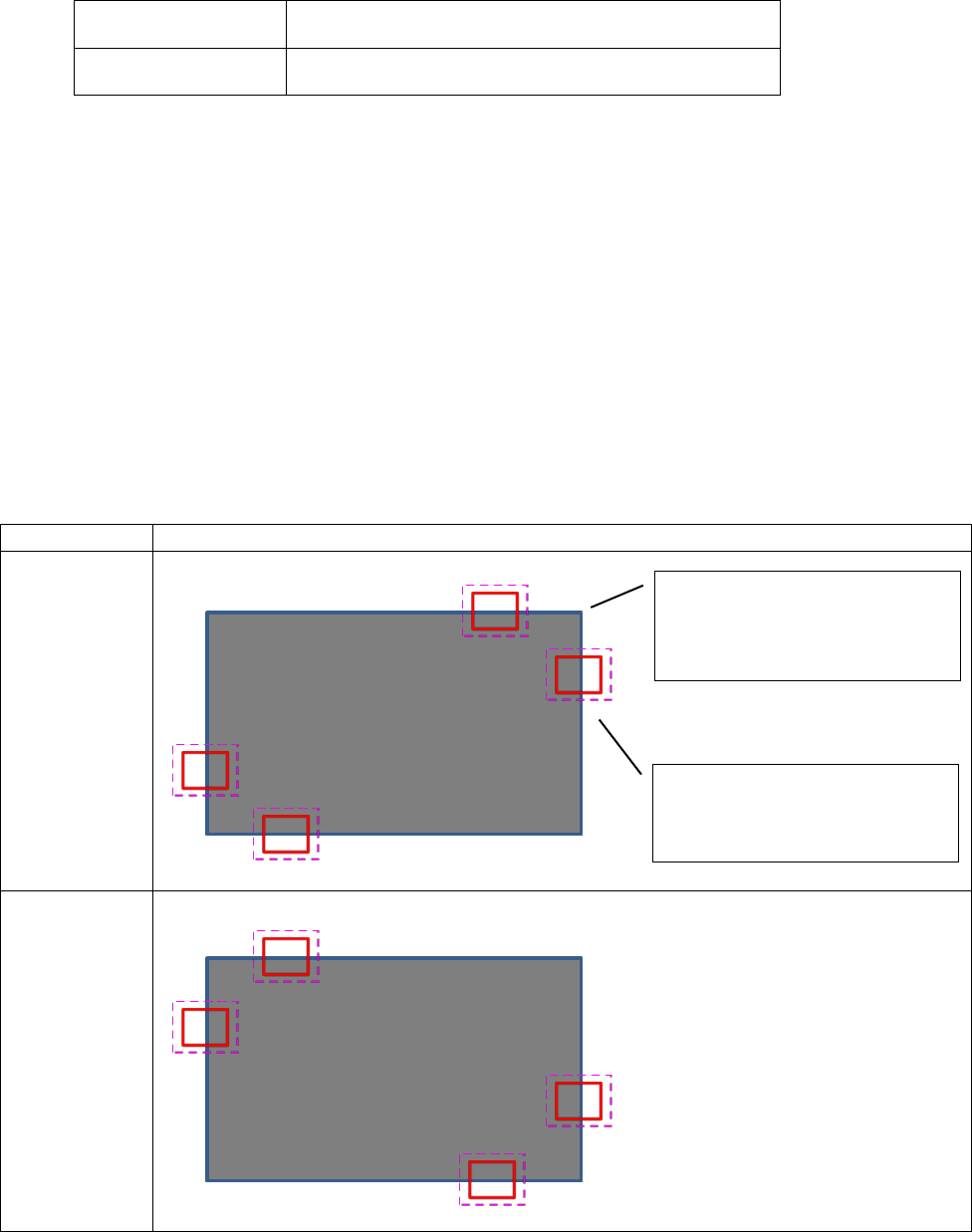
■ 有关拍摄视野
有关相机拍摄视野的概要。
识别位置
托盘相角识别的视野生成例子
「右上 / 左下」
时
「左上 / 右下」
时
①
②
③
④
①
②
③
④
视野 (尺寸: 7 mm × 7 mm)
根据识别区域尺寸的大小,
无法在 1 个视野内收纳时,
能自动设定复数视野。
识别区域
托盘对角识别中,
摄影视野的位置有 4 处。