NPM-D3A_规格说明书_Ver.2024.0612.pdf.pdf - 第13页
NPM- D3 A 20 24. 0612 - 7 - 机种切换性 独立机种切换 独立实装模式时, 在一侧轨道生产的 同时, 在另一侧轨道可以进 行机种切换 ( 切换生产数据 、 交换台车 / C-Cart 交换 ) 。 ※ ※ 不可进行打开安 全盖的操作 ( 手动 更换支撑销等 ) 。 独立实装模式的异机种 生产例子 支撑销自动更换 在贴装头自动配置支撑 销的功能。 操作员无需进入设备内 ,为机种切换 作业的省员工化和 减少操作错误做…
NPM-D3A 2024.0612
- 6 -
ASF 搭载对象机种
通过新开发的
ASF
※
1
,用纸・塑料编带
8 mm
到
104 mm
为止的全部供料器宽度,
进行
LU
的设置,从而不需要进行编带拼接。
编带进给是伺服马达驱动,进给间距和速度是根据元件设定。
这些参数是从主体发送的数据进行。
※
1
与
NPM-G
系列的
C-Cart
对应
ASF
有兼容性。
※
2
ASF
为
C-Cart
专用。(无法与传统的交换台车等一起使用。)
ASF08
※2
ASF12
※2
ASF16
※2
ASF24
※2
ASF32
※2
ASF44
※2
ASF56
※2
ASF72
※2
ASF88
※2
ASF104
※2
NPM-D3A 2024.0612
- 7 -
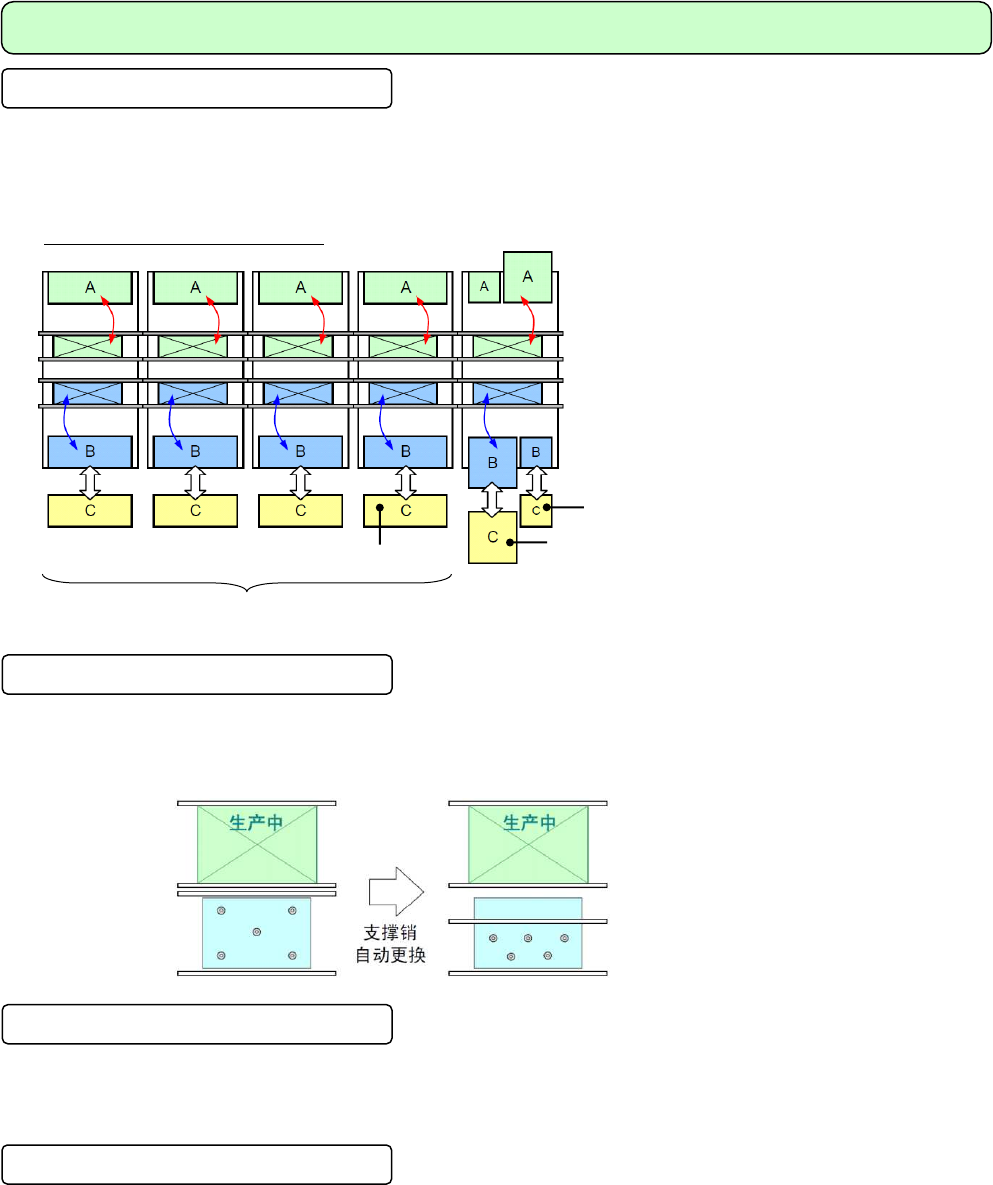
机种切换性
独立机种切换
独立实装模式时,在一侧轨道生产的同时,在另一侧轨道可以进行机种切换(切换生产数据、交换台车/ C-Cart 交换)。
※
※ 不可进行打开安全盖的操作(手动更换支撑销等)。
独立实装模式的异机种生产例子
支撑销自动更换
在贴装头自动配置支撑销的功能。
操作员无需进入设备内,为机种切换作业的省员工化和减少操作错误做贡献。
另外,在双轨模式生产时,实现了无需停机即可切换机种。
自动切换机种
支援切换作业(生产数据的切换、轨道宽度的切换),切换机种将作业损失控制到最低限。根据用户的运用情况,可
以从「外部安装扫描器读取型」、「贴装头读取型」、「计划表读取型」的 3 种类中进行选择。
多种工件生产
在 NPM-D3A,1 台可以设置 68 品种(8 mm 编带换算)的元件。即使在机器运转中,生产其他机种时可以将贴装的
编带元件事先设置在空槽,是提高机种切换性的生产方式。
数据编制系统 NPM-DGS,是具有考虑这种工件生产方式,将贴装数据分配至各基台的功能。
编带供料器
托盘箱或者交换台车/ C-Cart
交换台车/ C-Cart
NPM-D3A
NPM-TT
后侧轨道:
生产中
前侧轨道:
切换机种
NPM-D3A 2024.0612
- 8 -
高品质贴装
■ 元件厚度测定功能(多功能识别照相机: 类型 2/ 类型 3)
通过 2 个功能实现高品质贴装。可以对应各贴装头。
・元件厚度测定功能 ··················· 进行元件厚度测定,测定结果关系到贴装高度。
所以,更加提高贴装的稳定性。可以同时测定
微小元件是否有竖起和倾斜立吸的现象。
・吸嘴尖端检测功能 ··················· 定期检查吸嘴高度,可以提高贴装品质。
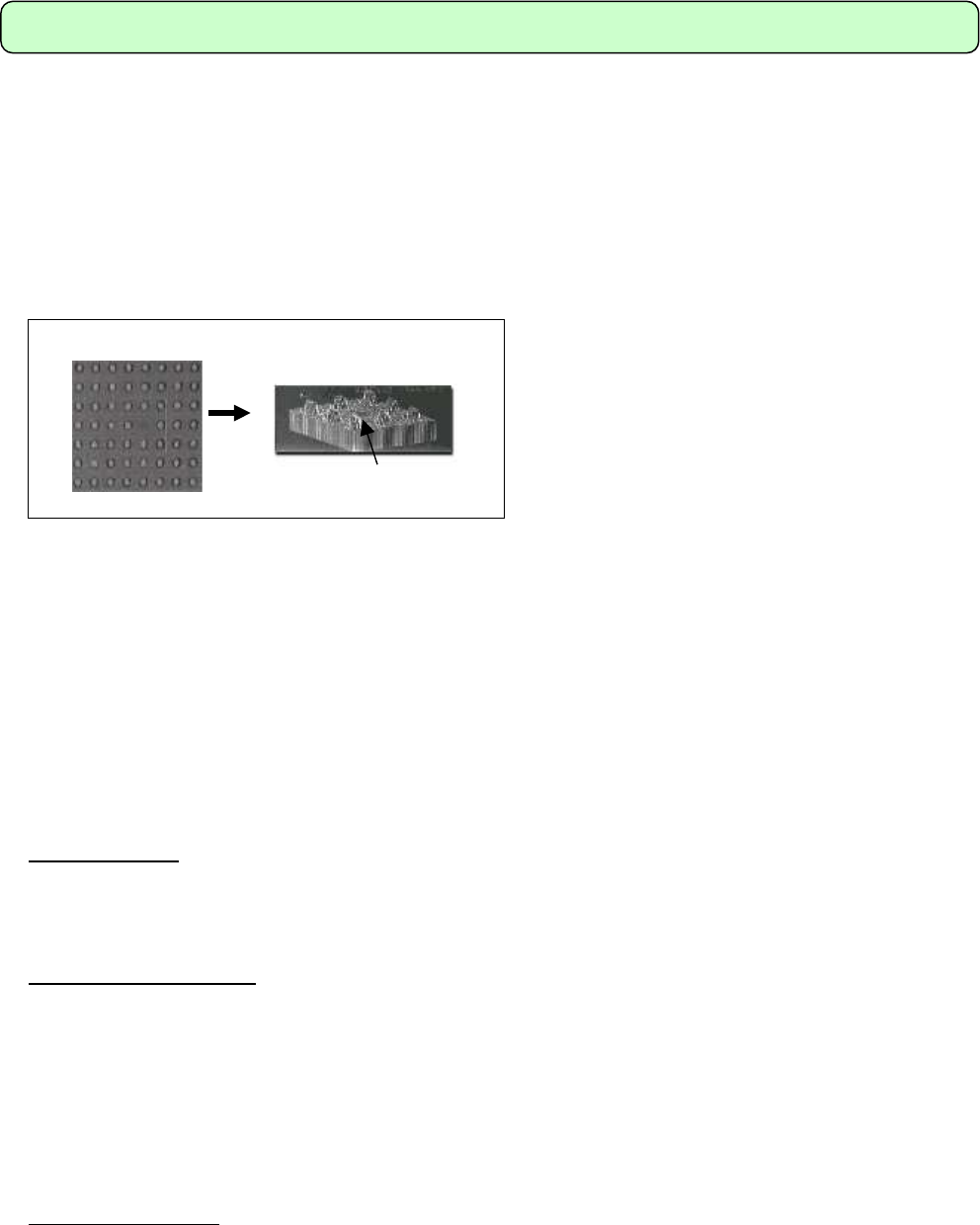
■ 3D 测定功能(多功能识别照相机: 类型 3)
能够检测 QFP/ SOP 等所有引脚的共平面性(平坦度)、检测 BGA/ CSP 等所有焊锡球的有无和脱落。
■ 校准功能
通过独自的校准程序,实现高精度贴装。
采用自动校准功能,即使在运转中也能维持初期的高精度。
(在运转中,通过定期识别基准点而自动补正各参数。)
■ 高速低振动控制
XY 装置的动作采用高速低振动控制。
■ APC (Advanced Process Control)系统
APC-FF(前馈)
根据在锡膏检查中测定到的锡膏位置数据,将贴装位置的补正量前馈到贴装机,是本公司改善实装品质的专
有的在线工艺(In-Line Process)控制系统。
APC-MFB(贴装机反馈)
元件贴装后,通过将在检查机上检测到的元件位置数据反馈到贴装机,从而维持贴装品质的控制系统。
■ 高度传感器
通过测定基板高度(弯曲),控制贴装时的吸嘴高度。
测定结果超过容许值时,在贴装开始前发出警告,防止发生品质不良的情况。
具有基板弯曲补正(贴装头)的功能。
基板弯曲补正(贴装头)
测定基板全体的高度(弯曲),控制贴装高度。
正确检测出焊锡球高度
示意图
CSP 的焊锡球脱落状态