NPM-D3A_规格说明书_Ver.2024.0612.pdf.pdf - 第169页
NPM- D3 A 20 24. 0612 - 163 - C- 33 与其他公司机器的不良 标记通信。 Customer 其他公司不良标记通信 (许可证) 1. 概要 使用来自其他公司检查机等客户系统的 LNB 共有文件夹中写入的每个基板的不良标记信息 来进行不良标记通信。 可以削减在行首阶段执行的不良标记读取时间。 每个执行不良标记通信的设备都需要本选购件。 ※ 有关功能的详细 信息,请参照 「 5.8.1 接收来自其他公司 检查机…
NPM-D3A 2024.0612
- 162 -
C-32
希望扩大贴装或图形数。
Customer
贴装点扩大(
50 000
点、
8 000
图形)(许可证)
1.
功能概要
通过有偿许可证,扩大整个机种的最大点数。(生产线・设备共同、
2
轨道合计)
※ 贴装点数(最大)中包含图形数、标记数。
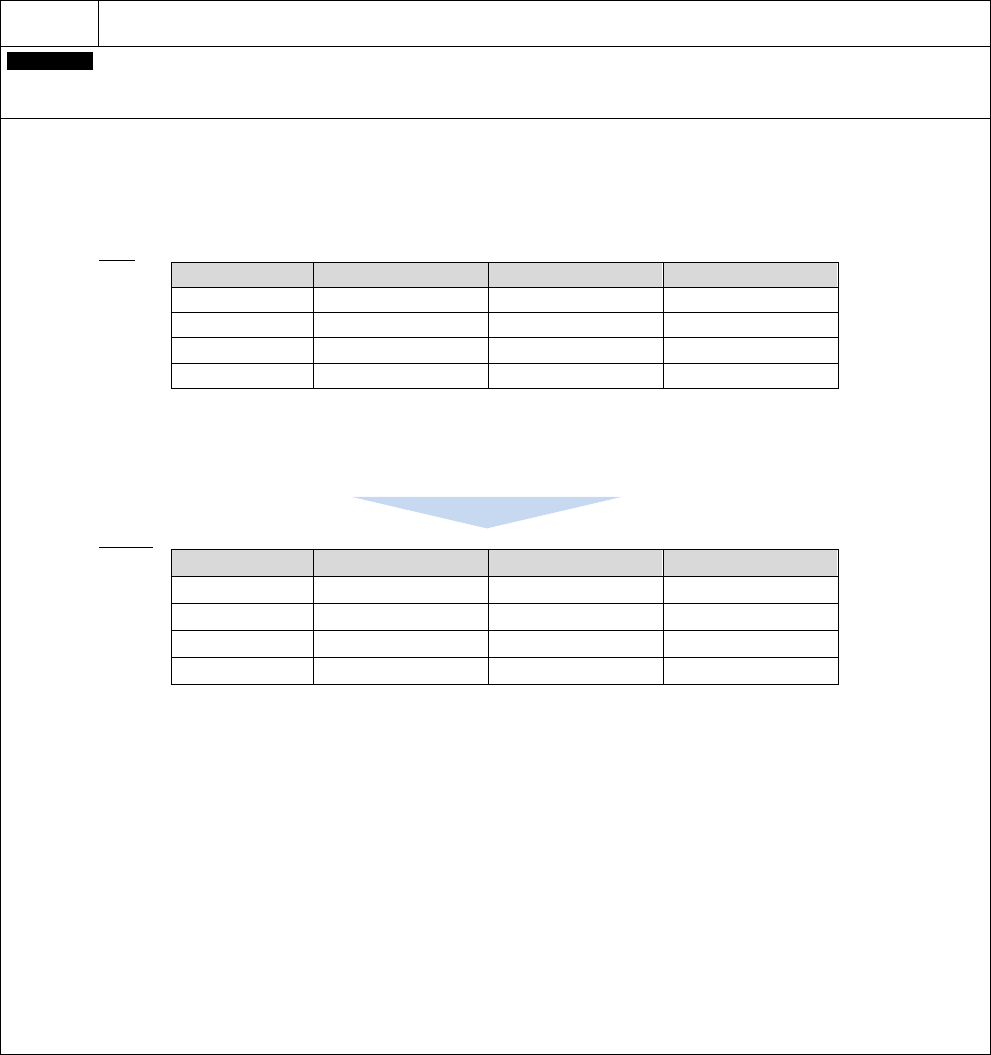
现状
机种
贴装点数
图形数
标记设定数
NPM-W2
10 000
1 000
1 000
NPM-TT2
10 000
1 000
1 000
NPM-D3A
10 000
1 000
1 000
DGS
10 000
1 000
1 000
在标准规格中,为了超过
10 000
点的生产数据,因此在自动运转中没有设置错误等限制,
但如果没有登录有偿许可证,在开始生产超过
20 000
点的生产数据时会发出警告。
本功能
机种
贴装点数
图形数
标记设定数
NPM-W2
50 000
8 000
8 000
NPM-TT2
50 000
8 000
8 000
NPM-D3A
50 000
8 000
8 000
DGS
100 000
8 000
8 000
有偿许可证的规格,在超过 50 000 的生产数据没有设置限制,但无法保证动作。
2.
限制事项
(1)
画面应答或画面切换会变慢,或着自动运转中动作会变得不顺畅等,
有可能对以下的处理等产生影响。
※ 并非异常,而是由于生产数据的点数变多后,设备内部处理时信息的读取、处理需要时间。
・生产数据加载
・追踪信息上传情報
・周期时间
・各种示教操作、动作
・生产数据修正画面变化、保存等。
(2) LNB PC
的型号对象为
E27B
之后。
NPM-D3A 2024.0612
- 163 -
C-33
与其他公司机器的不良标记通信。
Customer
其他公司不良标记通信(许可证)
1.
概要
使用来自其他公司检查机等客户系统的
LNB
共有文件夹中写入的每个基板的不良标记信息
来进行不良标记通信。
可以削减在行首阶段执行的不良标记读取时间。
每个执行不良标记通信的设备都需要本选购件。
※
有关功能的详细信息,请参照「
5.8.1
接收来自其他公司检查机的不良标记时」。
2.
限制事项
(1)
APC
系统对应・不能与其他公司检查器标准界面软件(设备选购件)一起使用。
(2)
使用实装机的头部相机读取基板条形码时,不能与
iLNB
的下述功能一起使用。
(
ア
) iLNB
的基板
ID
读取方式自动机种切换
(
イ
)
需要用
iLNB
读取基板
ID
的功能
①
(闸门检查、异机种检查、向上位系统通知基板
ID
)
(3)
条形码需要印在基板上面。
(4)
需要在生产数据中追加条形码信息(位置、尺寸)。
(5)
可以读取的基板条形码的
2D
代码如下所述。
1.
标准规格(数据矩阵、
QR
代码、微
QR
代码)对应
2.
最大尺寸:
□5 mm
3.
最大数据:
128
(字母数字字符)
(6)
客户系统中每个基板的不良标记信息,请按照指定格式写在
LNB
内的共有文件夹中。
(7)
不能同时使用
LNB
的自动机种切换与其他公司的不良标记通信。
(8)
需要读取行首的基板
ID
条形码。
①
可能需要单独追加外部安装扫描器等。
※
(3)
、
(4)
、
(5)
用于使用实装机的头部相机,读取基板条形码。
NPM-D3A 2024.0612
- 164 -
C-34
希望在吸着托盘元件及编带供料器元件前进行极性检查。
Customer
吸附前检查(极性)(许可证)
・在托盘元件及编带供料器元件前,用头部相机拍摄元件的图片,,进行进行极性检查,
防止错误设置。
检查的结果、极性的方向正确时,元件吸着后贴装,极性方向错误时,
会显示图片后单向停止。
・详细请参照「
5.10
吸附前检查(极性)」。
C-35
希望吸附错误、识别错误时自动恢复,继续生产。
Customer
吸附错误自动恢复功能(许可证)
・吸附错误、识别错误发生时进行吸着位置自动示教,正常进行示教时,
能够不停止地继续运转、削减设备停止次数,提高运转率稼。
・详细请参照「
5.9
吸附错误自动恢复功能」。
C-36
希望一定时间没有操作触摸屏时,显示已设定的图像。
Customer
留言板(许可证)
・能够在一定时间不操作触摸屏时,在触摸屏上显示已设定的图像。
・
通过将操作员教育指导图像,换班时的交接信息等设定为显示图像。可有效利用空置操作屏,并可在生产作业中对操作员
的实施教育指导。
・详细请参照「
5.12
留言板」。
C-37
希望将贴装头的状态可视化,防故障发生于未然。
Customer
贴装头诊断(许可证)
・通过贴装头的状态可视化,防故障发生于未然,确保稳定运转。
・详细请参照「
5.13
贴装头诊断」。
C-38
希望监控单元状态。
Customer
APC-5M (
许可证
)
・
APC-5M
是通过实时监控
“5M
的状态
”
与
“
设备运转
”
,把握和控制
5M
的变化(偏差),实现
”
佳品生产
”
与
“
稳定运转
”
。
・
APC-5M
的「实时单元监控功能」是实时监控生产中的单元状态,在运转不正常前进行通知。
・
以及并非周期,而是以状态判断维护保养时机并进行通知。
・ 详细请参照「5.20 APC-5M」。