NPM-D3A_规格说明书_Ver.2024.0612.pdf.pdf - 第20页
NPM- D3 A 20 24. 0612 - 14 - 项 目 内 容 元件供给部 ( Auto Setting Feeder : ASF ) C-Cart34C ※ 1 ・ 编带 8 mm Max. 68 站 : 小卷盘 Max. 34 站 : 大卷盘 12 mm Max. 34 站 16 mm Max. 34 站 24 mm Max. 16 站 32 mm Max. 16 站 44 mm Max. 10 站 56 mm Max. …
NPM-D3A 2024.0612
- 13 -
项 目
规 格
元件供给部
・ 编带
4 mm Max. 68 站 : 薄型单式编带供料器
8 mm Max. 68 站 : 双式/薄型单式编带供料器(小卷盘)
Max. 34 站 : 双式/薄型单式编带供料器(大卷盘)
12/ 16 mm Max. 34 站
24/ 32 mm Max. 16 站
44/ 56 mm Max. 10 站
72 mm Max. 8 站 : 只限轻量 8 吸嘴贴装头,2 吸嘴贴装头
88 mm Max. 6 站 : 只限 2 吸嘴贴装头
104 mm Max. 4 站 : 只限 2 吸嘴贴装头
・ 单式杆状供料器
Max. 16 站 : 只限轻量 8 吸嘴贴装头,2 吸嘴贴装头
・ 3 站杆状编带供料器
Max. 8 站 : 只限轻量 8 吸嘴贴装头,2 吸嘴贴装头
・ 堆叠杆状供料器(S)
※1, ※2
与 L 尺寸整合共计 Max. 6 站 : 只限轻量 8 吸嘴贴装头,2 吸嘴贴装头
・ 堆叠杆状供料器(L)
※1, ※2
与 S 尺寸整合共计 Max. 6 站 : 只限轻量 8 吸嘴贴装头,2 吸嘴贴装头
・ 托盘 Max. 20 个 : 只限轻量 8 吸嘴贴装头,2 吸嘴贴装头
・ 自动供料器
Max. 68 站
※
: 使用自动供料器的附件时
※
1
可搭载的位置:
:正面
6
~
17
槽处
:后面 1~12 槽处
※2 需要「供料器用空气供给单元」。
※智能编带供料器(ITF)不能通过 C-Cart 使用。
NPM-D3A 2024.0612
- 14 -
项
目
内
容
元件供给部
(Auto Setting
Feeder
:
ASF
)
C-Cart34C
※
1
・编带
8 mm Max. 68
站
:
小卷盘
Max. 34
站
:
大卷盘
12 mm Max. 34
站
16 mm Max. 34
站
24 mm Max. 16
站
32 mm Max. 16
站
44 mm Max. 10
站
56 mm Max. 10
站
72 mm Max. 8
站
:
对象为轻量
8
吸嘴贴装头、
2
吸嘴贴装头
88 mm Max. 6
站
:
对象为轻量
8
吸嘴贴装头、
2
吸嘴贴装头
104 mm Max. 4
站
:
对象为轻量
8
吸嘴贴装头、
2
吸嘴贴装头
・ SF3(Stick Feeder3)
Max. 8
站
:
对象为轻量
8
吸嘴贴装头、
2
吸嘴贴装头
※
1
前后都为
C-Cart
时。
(
ASF
不能通过交换台车(
ITF17
站)使用)
NPM-D3A 2024.0612
- 15 -
3.3
实装模式
■ 单轨
■ 双轨
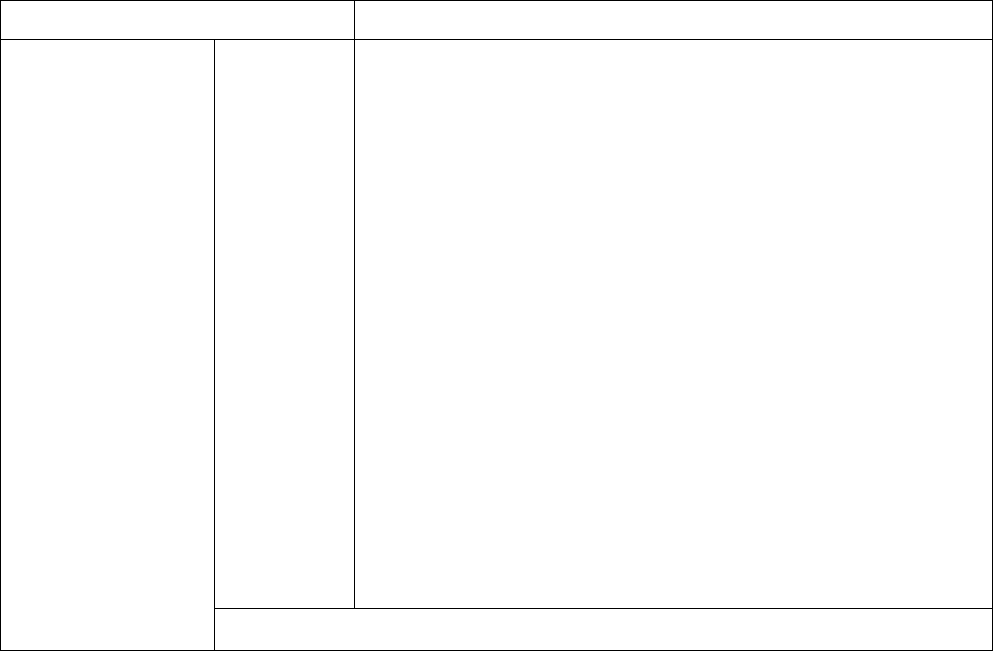
通过双轨前后贴装头的动作形态,有 3 种实装模式。
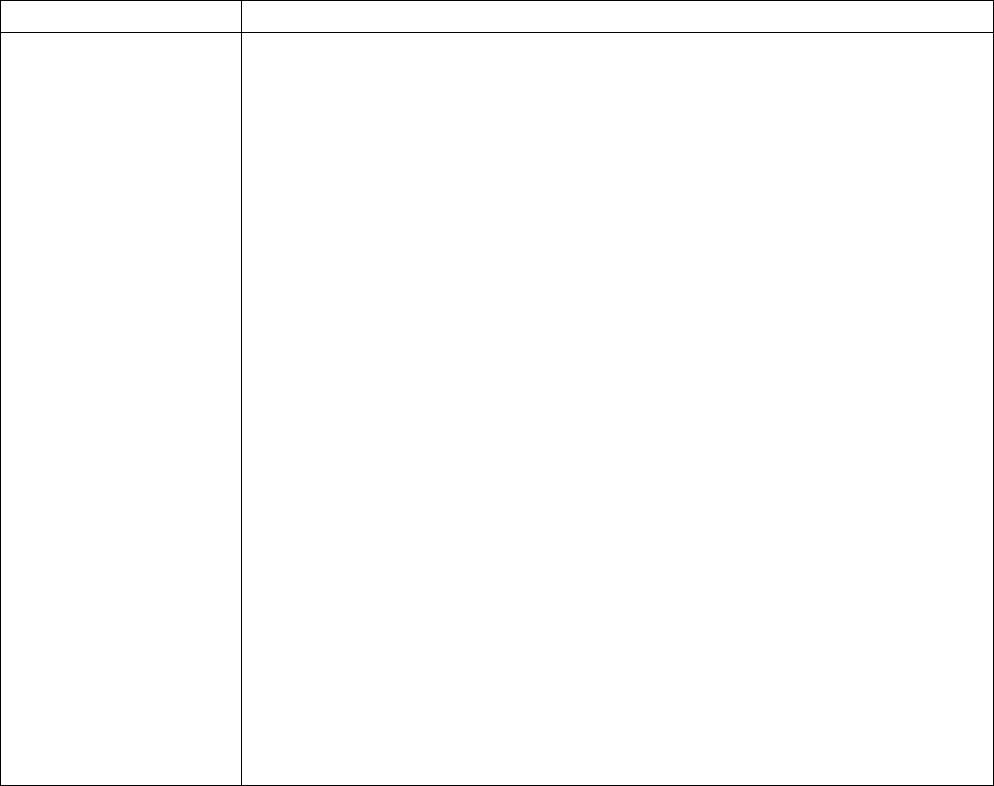
交替实装模式
交替(前/后)实装模式
※
1
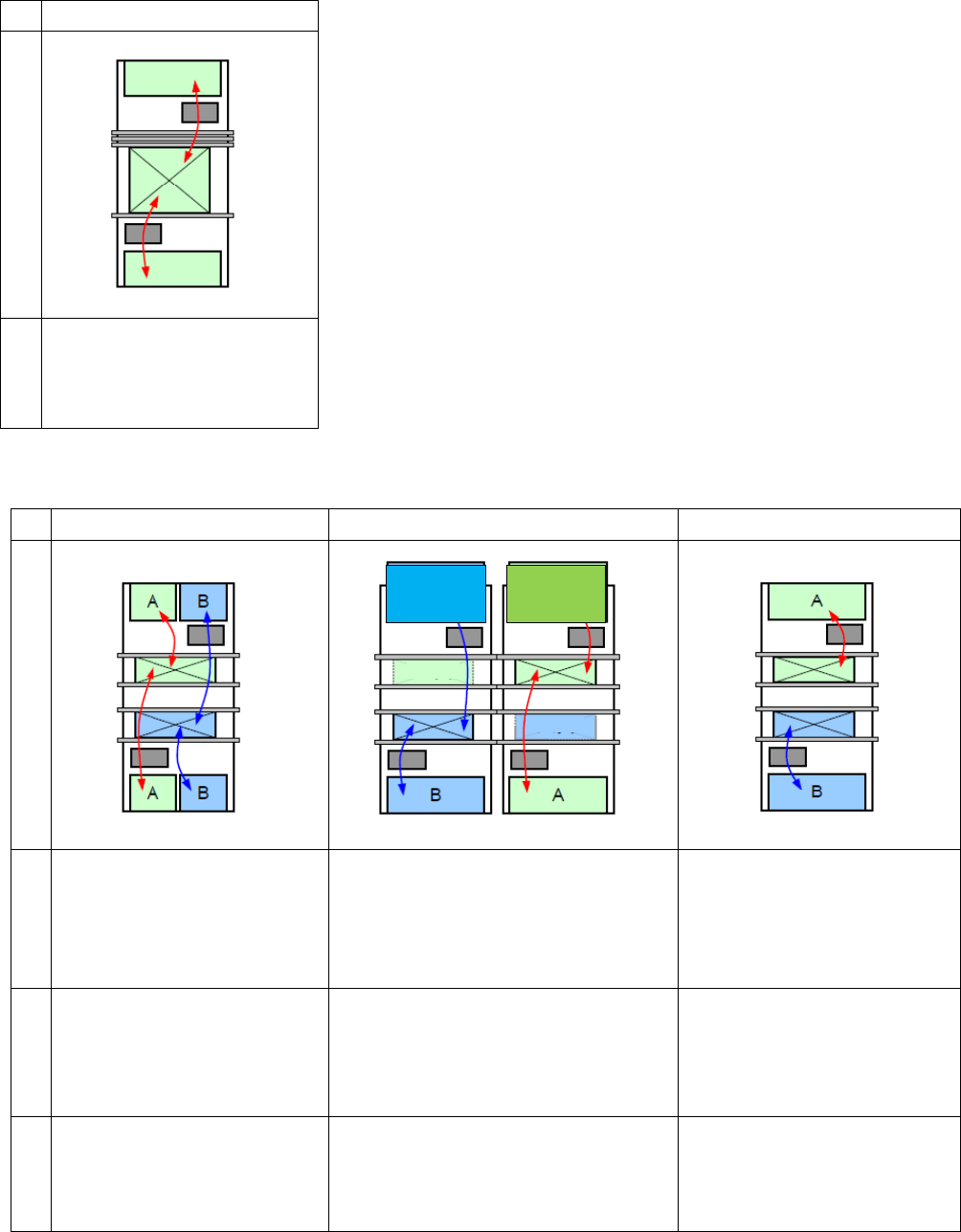
独立实装模式
※
1
形
态
动
作
各贴装头对两条轨道的基板进行生产。
贴装头交替动作,一条轨道的生产完成
后,进行另一条轨道的生产。
<交替前实装模式>
使用前后的贴装头,只对前轨道的基板进行生产,
对后轨道的基板不进行生产。
<交互后实装模式>
使用前后的贴装头,只对后轨道的基板进行生产,
对前轨道的基板不进行生产。
各贴装头对各轨道的生产基板进行独立
生产。
前贴装头: 前轨道的生产
后贴装头: 后轨道的生产
特
长
将基板传送损失减少到最低。
各轨道的生产可以开始以及停止。
各轨道的生产可以开始以及停止。
由于贴装头的交替动作,无需贴装头待
机(等待另一个贴装头的动作),所以可
以提高生产率。
※
※ 根据基板尺寸不同,也有可能需要工作头
待机的情况。
机
种
切
换
停止设备运转,进行各轨道的机种切
换。
跳过基板生产中,可以对停止中的轨道进行机种
切换(切换生产数据、更换台车、更换托盘箱)。
※
2
一侧生产中,可以对停止中的轨道进行
机种切换(切换生产数据、更换台车)。
※
2
※1 独立实装模式、交替(前/后)实装模式,只对贴装头规格有效。
※2 不可进行打开安全盖的操作(手动更换支撑销等)。
交替实装模式
形
态
动
作
贴装头交替动作,进行生产。
A
B
A
B
A
B
B
A
跳过
跳过