NPM-D3A_规格说明书_Ver.2024.0612.pdf.pdf - 第37页
NPM- D3 A 20 24. 0612 - 31 - ■ A SF ( Auto Setting Feed er ) 此供料器为实现了编带 元件自动设置 的供料器。 元件( 编带 )插入后按下进给按键即 可完成元件安 装,大幅缩短 了准备作业时 间。 (每 1 卷盘 约 3 0 s 缩减为每 1 卷盘 15 s ) 以及,通过连接标配选 项的 LU ( Load ing Unit ), 在生产中只要预先插入 下一编带,就 能检测出上…
NPM-D3A 2024.0612
- 30 -
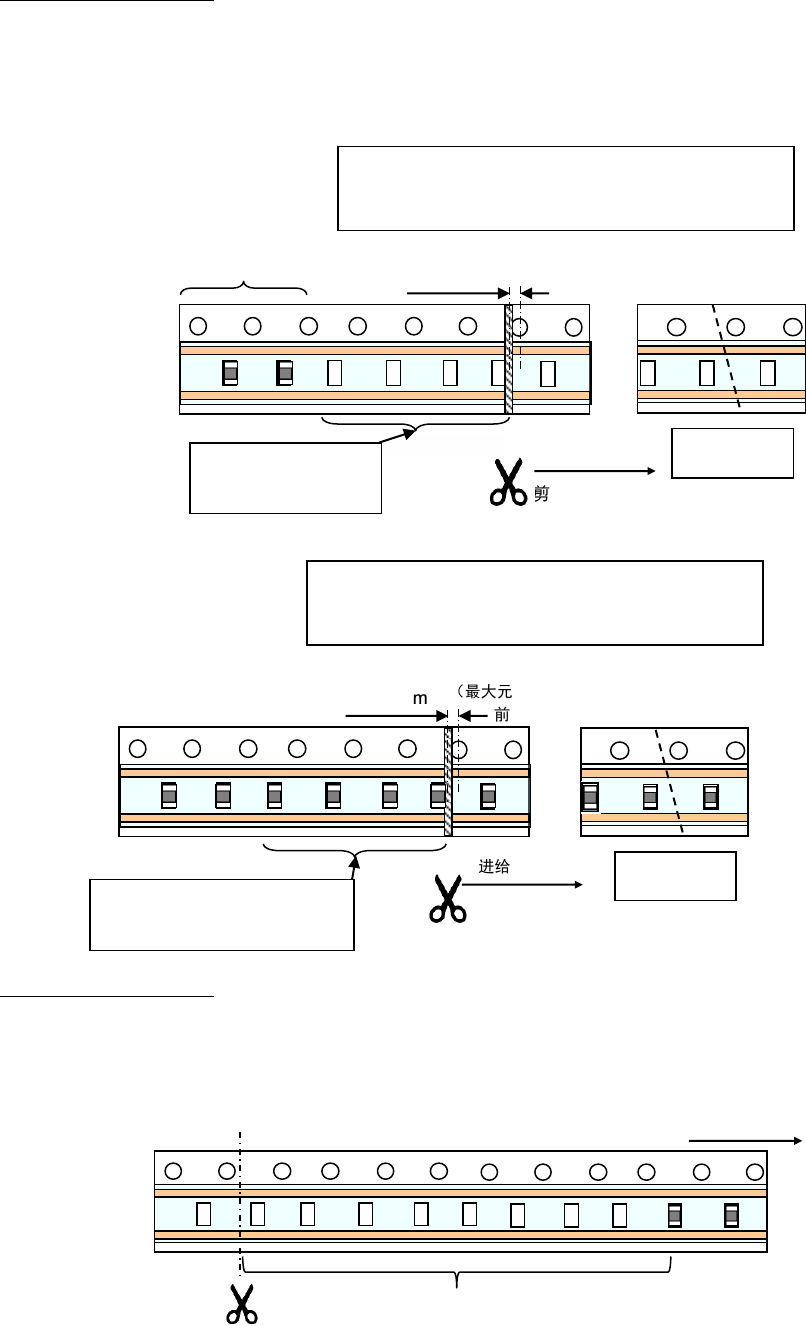
前端部分(引导部)的处理
在自动供料器中,编带引导部的处理需要满足以下要求。
(关于引导部的剪切位置)
编带插入自动供料器前,请按照下图所示位置,用剪刀剪断编带引导部。
(为了防止剥离错误,编带替换错误的发生,请垂直剪断)
<新编带>
<使用一半的编带>
末端部分(拖尾部)的处理
请在距离最后一个元件 30mm 以内处剪切。
超过 30mm,编带替换时间会变长。
超过 280 mm 到 680 mm 以下时,需要在机器上进行设定。
另外,空编带超过 680mm 会发生缺件错误。
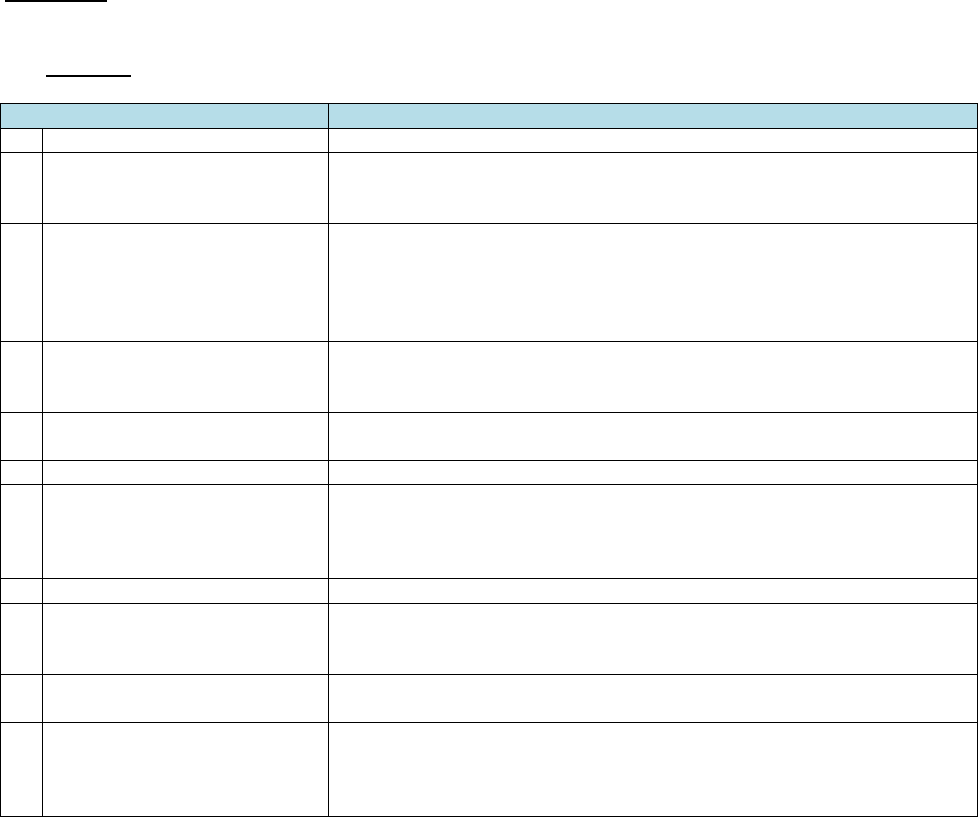
载料带的剪切位置
(进给孔后方,剪切时避开孔与元件槽)
给进方向
30mm 以内
末端侧
剪子
封入部
进给方向
末端侧
载料带的剪切位置
(进给孔后方,剪切时避开孔与元件槽)
(最大元件时)
0.75~1mm
请留出空槽
(长度 16 mm)
斜切
×
引导部
进给方向
末端侧
此处元件不能用来生产
(长度 16 mm)
×
斜切
0.75~1mm
(最大元件时)
前端侧
剪子
NPM-D3A 2024.0612
- 31 -
■ ASF(Auto Setting Feeder)
此供料器为实现了编带元件自动设置的供料器。
元件(编带)插入后按下进给按键即可完成元件安装,大幅缩短了准备作业时间。
(每 1 卷盘约 30 s 缩减为每 1 卷盘 15 s)
以及,通过连接标配选项的 LU(Loading Unit),
在生产中只要预先插入下一编带,就能检测出上一元件编带末端,
自动供给下一编带元件。
无需编带拼接作业,可以抑制编带拼接错误造成的设备停机。
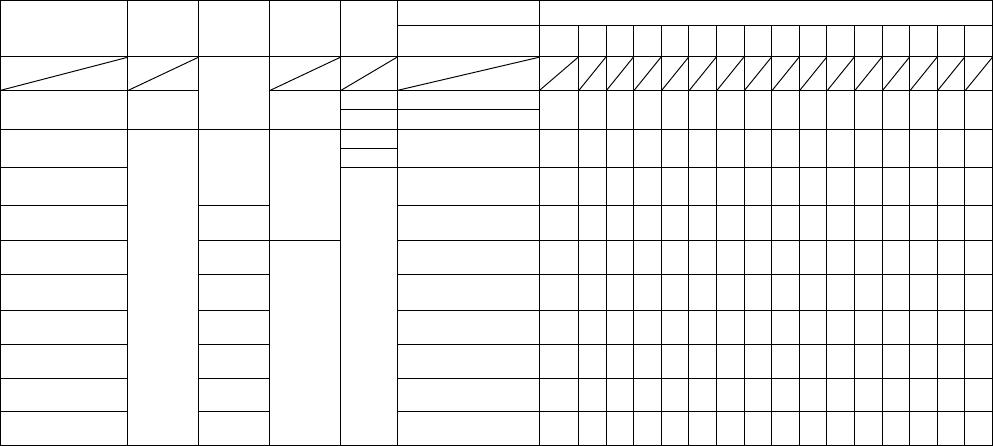
LU 与 ASF 相同,在各编带宽度上专用。
供料器种类
类型
安装间距
(mm)
塑料编带
最大深度
(mm)
卷盘直
径
※
1
最大卷盘安装数
※
2
送给间距(1 间距= 4 mm)
C-Cart34C
0.25
0.5
1
2
3
4
5
6
7
8
9
10
11
12
13
14
10.5
ASF08
※
3
纸
塑料
3
小
68
○
1 mm
○
○
大
34
ASF12
※
6
塑料
21
21
小
34
○
○
○
大
ASF16
※
6
大
34
※
4
○
○
○
○
ASF24
※
6
31.5
16
○
○
○
○
○
○
ASF32
※
6
42
26
16
○
○
○
○
○
○
○
ASF44
※
5
※
6
52.5
10
○
○
○
○
○
○
○
○
○
○
ASF56
※
5
※
6
63
10
○
○
○
○
○
○
○
○
○
○
○
○
○
ASF72
※
5
※
6
84
8
○
○
○
○
○
○
○
○
○
○
○
○
○
ASF88
※
5
※
6
94.5
6
○
○
○
○
○
○
○
○
○
○
○
○
○
ASF104
※
5
※
6
115.5
4
○
○
○
○
○
○
○
○
○
○
○
○
○
※1 小卷盘: φ178 mm、大卷盘: φ178 mm ~ φ382 mm
※2 前后共同与 C-Cart(选购件)连接时的最大安装数。
※3 小卷盘与大卷盘无法在同一安装槽位置的卷盘收纳部安装。
※4 根据卷盘的宽度不同,最大安装数有可能减少。
※5 9 距以上时,需要更换压带盖。
※6 仅可在 L 安装槽上搭载。
NPM-D3A 2024.0612
- 32 -
限制事项 1
ASF 限制事项如下所示。
ASF
共通
项目
限制内容
1
编带厚度
0.2 mm 以上
2
塑料编带的压花厚度
3.0mm 以下:8mm 宽
21mm 以下:12~24mm 宽
26mm 以下:32mm 宽以上
3
载料带最小弯曲半径
为了顺利排出载料带,载料带表面的外界圆半径要小于 80 mm。
・载料带尺寸中的压花厚度在规格范围内,
根据槽前后长度、间距,有可能无法确保必要的最小弯曲半径。
・最小弯曲半径大时,吸附位置的元件会不安定,会影响吸附。
到那时我们将推荐另外的吸嘴。
4
耗损芯片
将使用中的编带从供料器取下时,
从封盖带剥离的位置到吸附位置的剥离区间,
会因为封盖带的剥离而难以再利用元件。
5
粘着型封盖带
不可使用
(封盖带收纳盒内会发生堵塞,不可连续生产)
6
编带牵引力
5 N 以下 (可使用的编带传送时的滑动)
7
编带前端处理
编带先端处理如下状态时,有可能不可自动剥离。
・封盖带前端明显翘曲的状态
・封盖带从载料带前端脱离的状态
・封盖带前端上折或下折状态下插入供料器时
8
封盖带刚性
封盖带刚性过强或过弱时,有可能不可自动剥离。
9
元件捆包材料品质
下记载料带时,吸附率可能会下降。
・载料带上粘着元件
・封盖带剥离时细毛较多的纸载料带
10
载料带终端固定方法
编带终端通过胶带等被固定在料盘上的状态时,可能会发生错误
(切断末端可回避错误)
11
载料带终端形状
・边带终端部上封盖带比载料带更长时,
需要封盖带带剪切至与载料带相同的长度。
・过于卷曲时,会成为 C-Cart 编带斜槽堵塞的要因,
因此需要通过将编带终端部的拖挂部切断等,进行分离。