NPM-D3A_规格说明书_Ver.2024.0612.pdf.pdf - 第98页
NPM- D3 A 20 24. 0612 - 92 - 5.11 吸着前检查 ( 字符 ・ 2D 识别 ) ■ 概要 在从托盘元件以及编带供料器吸附元件前,通过对头部相机拍摄的元件表面的字符识别、或者 2D 代码识别, 防止状态错误、并提供信息跟踪的支援。 ※ 后侧供给部为对 象。(前侧供 给部为个别对应。详情 请咨询。) 防止误设置 识别元件品号,检测出元件的不同, 防止误生产。 信息跟踪的支援 对元件的制造批号进行识别, 对信息的…
NPM-D3A 2024.0612
- 91 -
■ 基本规格
项 目
内 容
对象元件
托盘元件,以及编带供料器元件
检查处理时间 (含图像摄影)
※
1
每一个元件用 1 视野的话约 1 秒、
用 4 视野的话约 2 秒
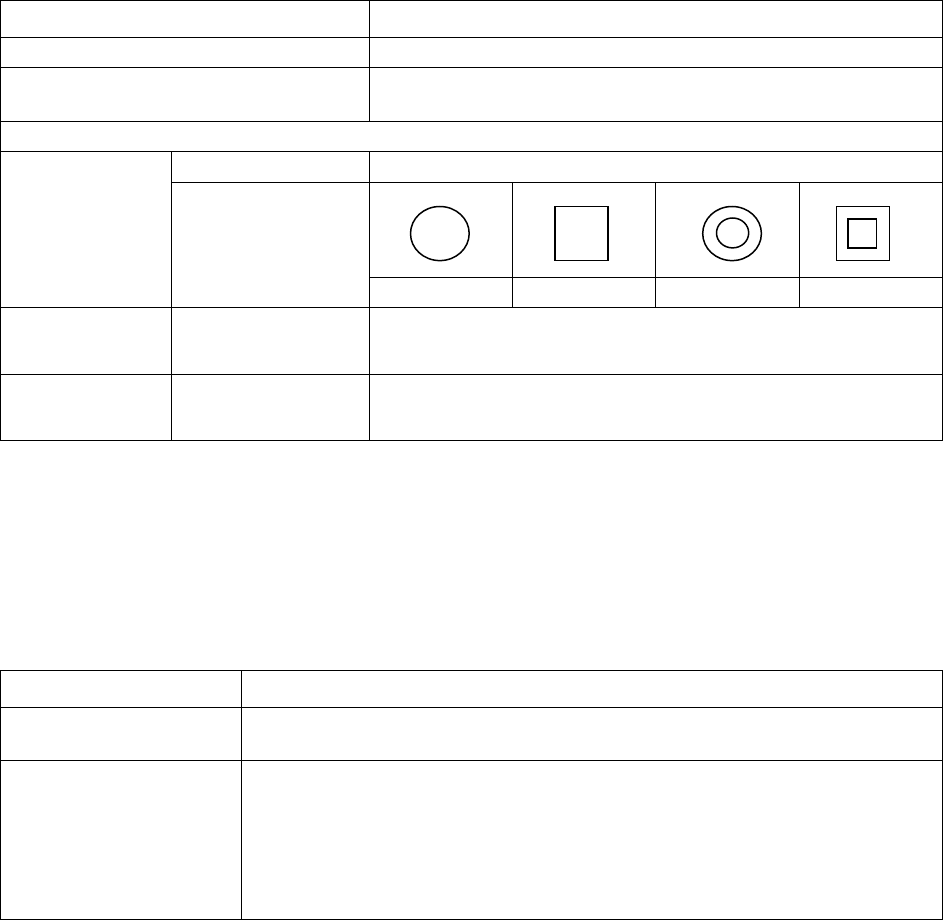
识别条件
※
2
极性标记
标记种类
※
3
加工标记、油墨印字标记
标记形状
圆
四角
环
框
倒角
元件形状
4 方向存在引脚线、
4 角中应有 1 处被倒角
亮度特征
元件形状
在元件中心附近以外的仅仅 1 处
应是有亮度特征的区域
※1 根据生产数据等的条件的不同,有可能会变动。
※2 以下情况有可能会导致识别性能降低。
1) 元件表面有脏污、伤痕、杂物的附着等
2) 设备的使用环境、元件口袋的形状设计等对拍摄图像有影响时
※3 激光刻印的标记不能体现图像的对比度差异,有时可能不能进行良好的检查。
※ 也可事前由敝公司进行确认。详细情况请询问。
■ 基本构成
项 目
内 容
吸附前检查 (极性)
许可证
每 1 台设备都要许可证。
吸附前检查
服务器电脑
运行对极性进行识别的吸附前检查服务器软件的电脑。
硬件和软件的规格以 NPM-DGS 为准。
※ 请由客户准备。
※ 与 NPM-DGS 客户端电脑可以共用。(推荐)
但不能与 NPM-DGS 服务器电脑共用。
NPM-D3A 2024.0612
- 92 -
5.11
吸着前检查(字符・2D 识别)
■ 概要
在从托盘元件以及编带供料器吸附元件前,通过对头部相机拍摄的元件表面的字符识别、或者
2D
代码识别,
防止状态错误、并提供信息跟踪的支援。
※ 后侧供给部为对象。(前侧供给部为个别对应。详情请咨询。)
防止误设置
识别元件品号,检测出元件的不同,
防止误生产。
信息跟踪的支援
对元件的制造批号进行识别,
对信息的跟踪提供支援。
字符识别
2D 代码识别
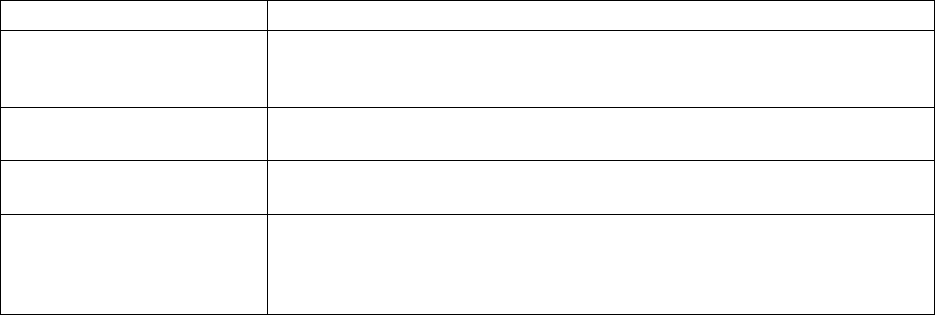
■ 系统构成图
由设备进行识别图像的摄影,由吸着前检查服务器电脑进行字符识别、或者
2
D代码识别。
吸附前检查服务器电脑是连接
1
条生产线
(FA
电脑
1
台
)
。
(
推荐※
1)
另外,吸附前检查服务器电脑可以和 NPM-DGS 的客户端电脑共用。
※1 需同时满足以下条件。
・可以连接一台的检查服务器电脑的检查对象贴装头数、合计为六个以下。
・可以连接一台的检查服务器电脑的 FA 电脑(LNB)数、合计为两台(2个生产线)以下。
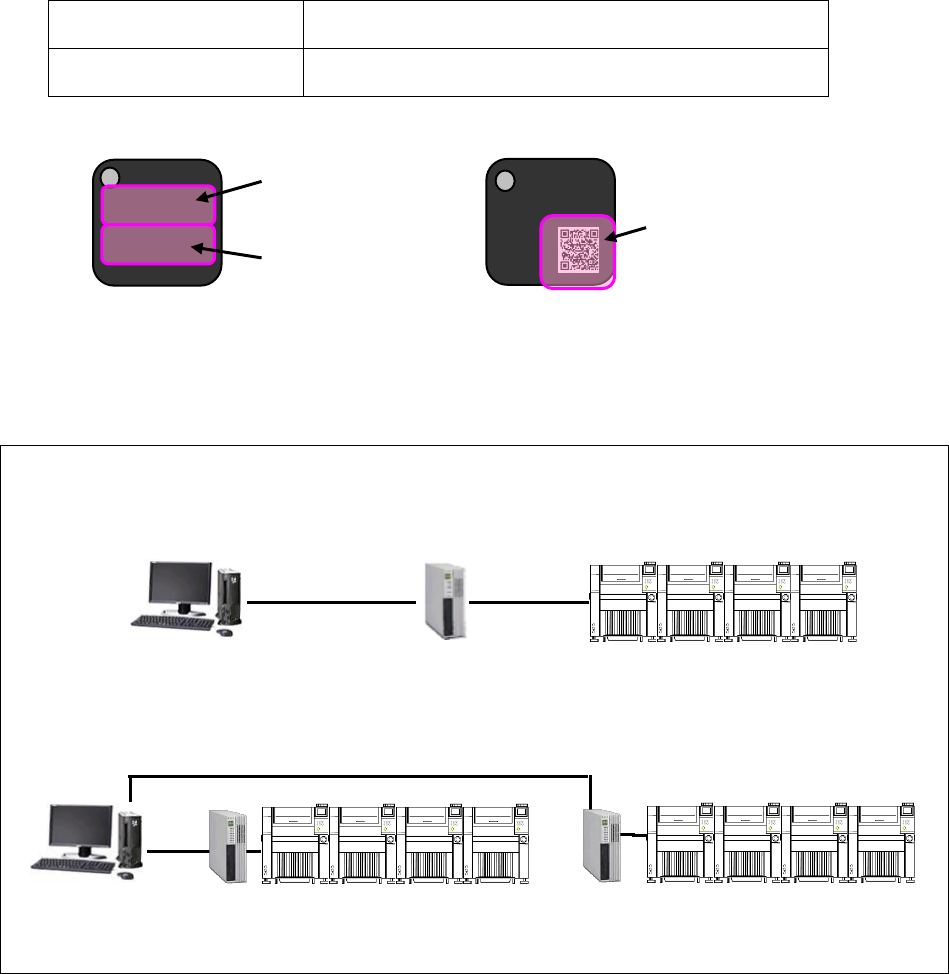
PartsName
LotName
表示元件编号
的字符
表示制造批号
的字符
含有元件编号、
制造批号信息的
2D
代码
FA
パソコン
(
LNB
)
FA
电脑
(
LNB
)
吸着前检查服务器电脑
(
NPM-DGS
客户端)
系统构成例
※字符识别对象贴装头
合计最多
6
个以下
1
.用
1
条生产线使用检查服务器电脑时的例子
2
.用
2
条生产线使用检查服务器电脑时的例子
FA
电脑
(
LNB
)
FA
电脑
(
LNB
)
底部面
顶部面
※字符识别对象贴装头
2
条生产线合计最多
6
个以下
NPM-D3A 2024.0612
- 93 -
■ 功能一览
项 目
规 格
元件核对检查
(防止误设置)
从元件表面上设定区域内的字符或 2D 代码中
识别出表示元件品号的字符串,与预先设定好的元件品号字符串相比较,
来检测出品号的不同。
跟踪检查
(对信息跟踪提供支援)
从元件表面上设定区域内的字符或 2D 代码中
识别出表示制造批号的字符串
※
1
。
检查元件的设定
可以从「第一个元件」、「所有元件」、「指定间隔」中进行选择。
能够检测出编带元件接缝的供料器,也可对接缝处的元件进行检查。
检查 NG 判定时的处理
检查结果为 NG 时,有以下 2 种处理方法。
1) 元件良好时,按下 OK 键,开始元件吸着。
2) 实物不符时,进行更换,
或者变更为正确的元件后,再次实施检查。
※1 可用 PanaCIM-EE 进行制造批号的跟踪管理。详细内容请询问。