JUKI_KE-3010A_MAINTE_CH.pdf - 第14页
维修调整要领书 1-5 1-2 -1 . X 轴磁尺的装贴位置 1 ) 请将 X 轴磁尺装贴冶具 ( 40094362 )贴 紧 LM 导轨的前面和 X 轴框架的底面, 在此状态下一面碰 到 X 轴磁尺装贴冶具,一面装贴磁尺。 规格值: 磁尺的装贴位置(与 Head 移动方向平行的方向上的距离偏移) ±0. 1mm 图 1-2-1- 3 X_MSC 安装冶具装配示例 X 轴框架 X_LM 导轨 X 轴磁尺装贴冶具 磁尺 15 ± 0.1…
维修调整要领书
1-4
1-2.
磁尺的更换
1) 从支架上卸下磁尺头。
2) 请剥掉旧的磁尺。
3) 把磁尺的安装面和磁尺进行完全脱脂。
注意 1: 更换前要把磁尺放在装置附近 1 个小时以上,等装置和磁尺的温度相同时进行更换。
注意 2: 脱脂剂推荐用「优质机械用棉纱」。
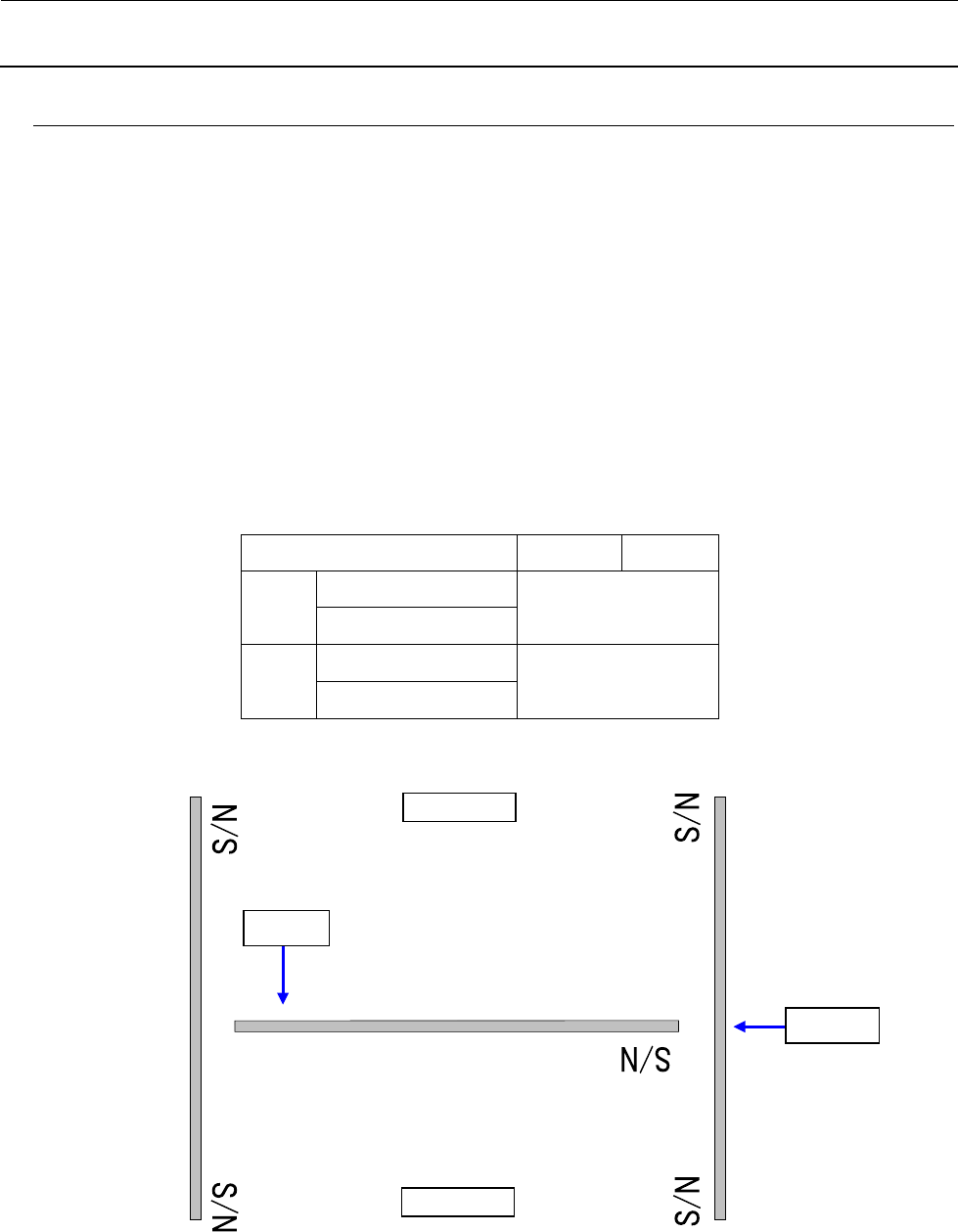
注意 3: 磁尺在横向,相对于规定值的偏差量:±0.1mm 以内。
注意 4: 请不要将带磁性驱动器、支撑销等磁石类的东西靠近磁尺。因为这将会成为发生故障的原因。
注意 5: 磁尺是有装贴朝向的。请按与图中 S/N 相同的朝向装贴。使用的磁尺请参照下表。
磁尺不同规格一览表
M
规格
L
规格
X 轴
KE-3010A
40113692
KE-3020VA/20VRA
Y 轴
KE-3010A
40091396
KE-3020VA/20VRA
(※S/N:磁尺的串行号码)
图
1-2-1
磁尺的贴装方向(主体上面图)
FRONT
REAR
磁尺 Y
注1
注1
磁尺 X
M、L 基板规格
※参照上表
维修调整要领书
1-5
1-2-1.
X
轴磁尺的装贴位置
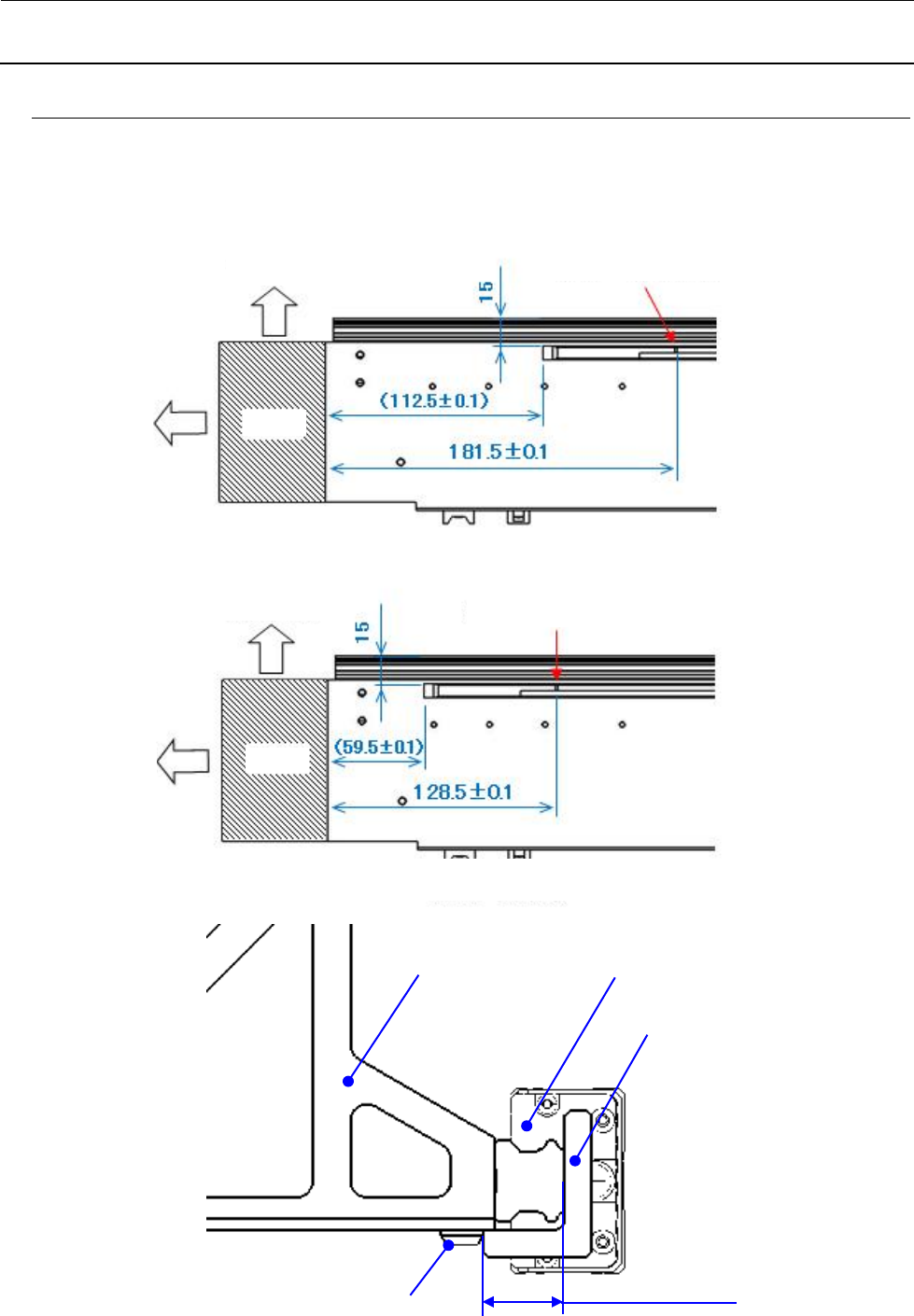
1) 请将 X 轴磁尺装贴冶具(40094362)贴 紧 LM 导轨的前面和 X 轴框架的底面,在此状态下一面碰
到 X 轴磁尺装贴冶具,一面装贴磁尺。
规格值:
磁尺的装贴位置(与 Head 移动方向平行的方向上的距离偏移)±0.1mm
图
1-2-1-3 X_MSC
安装冶具装配示例
X 轴框架
X_LM 导轨
X 轴磁尺装贴冶具
磁尺
15±0.1
Z 相记号中心
Z 相记号中心
FRONT
FRONT
L 侧
L 侧
切削面
切削面
图 1-2-1-2 KE-3010A(M、L 基板规格)
图 1-2-1-1 KE-3020VA,20VRA(M、L 基板规格)
维修调整要领书
1-6
1-2-2.
Y
轴磁尺装贴位置
< M、L 基板规格 >
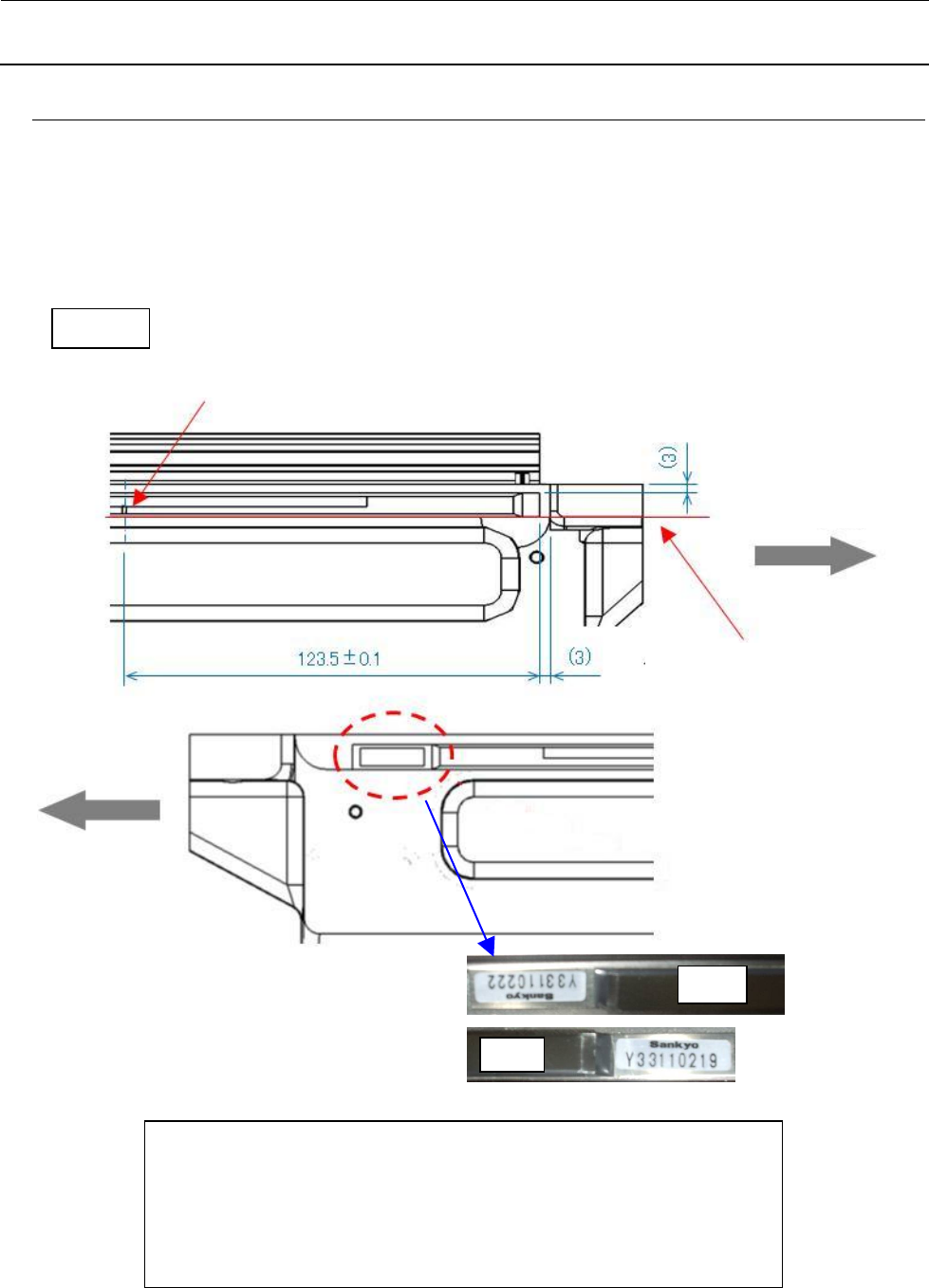
请紧靠座架切削底面装贴磁尺。
Y 轴磁尺的起贴位置,是从座架切削端面至磁尺端面的尺寸为 3mm 的位置。
规格值:
磁尺的贴装位置(在贴装头移动方向的平行方向距离偏差)±0.1mm
图
1-2-2-1 Y
磁尺的起贴位置(
M
、
L
基板规格)
①:要对齐座架 YL、R 切削面底面与 Y 磁尺底面进行装贴。
②:YR、YL 的 Y 磁尺装贴位置是通用的。
※装贴 YR、YL 的 Y 磁尺时,要注意制造号码的朝向。
YR 侧
YL
YR
Z 相记号中心
FRONT
REAR
座架切削端面