JUKI JX-300LED.pdf - 第148页
第 1 部 基本篇 第 2 章 生产 2-56 2-9-2 生产信息 显示平均1块基板的操作节拍、总贴片率、总吸取率、真空值的信息。 1) 生产信息显示条件 ① 当生产模式为基板生产时。 ② 下一次生产时的 总贴片率与总吸取率,将在 上次显示的数据基础上累计 计算。 需要全新显示时,请清除生产管理信息。 2) 生产信息显示画面 从菜单栏中单击“窗口”/“生产信息”,会显示如下画面。 图2-9-2-1 生产信息
第 1 部 基本篇 第 2 章 生产
2-55
● 各按钮的功能
“供给” 按下该按钮时,则按“供给装置顺序”显示。
显示“供给装置顺序”时,在按钮上显示淡蓝色的倒三角标记。
“吸取率” 按下该按钮时,则按“吸取率最差顺序”、“吸取率最佳顺序”显示。
显示“吸取率最差顺序”时,在按钮下部显示淡蓝色的倒三角标记。
显示“吸取率最佳顺序”时,在按钮上部显示淡蓝色的三角标记。
“(C/B)” 按下该按钮则按“识别率最差顺序”来显示。
显示“识别率最差顺序”时,在按钮上显示淡蓝色的倒三角标记。
“合计” 按下该按钮则将全部供应装置作为对象显示。
“前侧” 按下该按钮时显示对象为前侧送料器的供应装置。
“后侧” 不能选择。
“托架” 按下该按钮时显示对象为托架(托盘工作站)的供应装置。
“MTC” 不能选择。
“MTS” 按下该按钮时显示对象为 MTS 的供应装置。
● 数据的更新
◆ 生产中(生产运行中):生产中,不更新数据。在按下各按钮、或重新显示画面时,数据会
自动更新,显示如图 2-9-1-4 所示的吸取率最差顺序。
◆ 生产暂停中:数据被自动更新,显示如图 2-9-1-4 所示的吸取率最差顺序。
4) 生产管理信息的管理
① 清除
通过菜单栏的“窗口”/“生产管理信息”/“清除”,来清除生产管理信息。
② 生产管理信息的保存
退出生产后,可通过执行“文件”中的“保存”、“另存为”,分别保存生产管理信息的各种文
件。
也可在退出生产、显示保存该生产程序提示时,加以确认,保存生产管理信息。
③ 生产管理信息显示的切换
显示生产管理信息的综合、前侧、托架、MTS 时,在画面的下部显示有“综合”、“前侧”、“托
架”、“MTS”、“清除”的选择按钮。
通过点击这些按钮,可以显示、清除各种生产管理信息。
第 1 部 基本篇 第 2 章 生产
2-56
2-9-2 生产信息
显示平均1块基板的操作节拍、总贴片率、总吸取率、真空值的信息。
1) 生产信息显示条件
① 当生产模式为基板生产时。
② 下一次生产时的总贴片率与总吸取率,将在上次显示的数据基础上累计计算。
需要全新显示时,请清除生产管理信息。
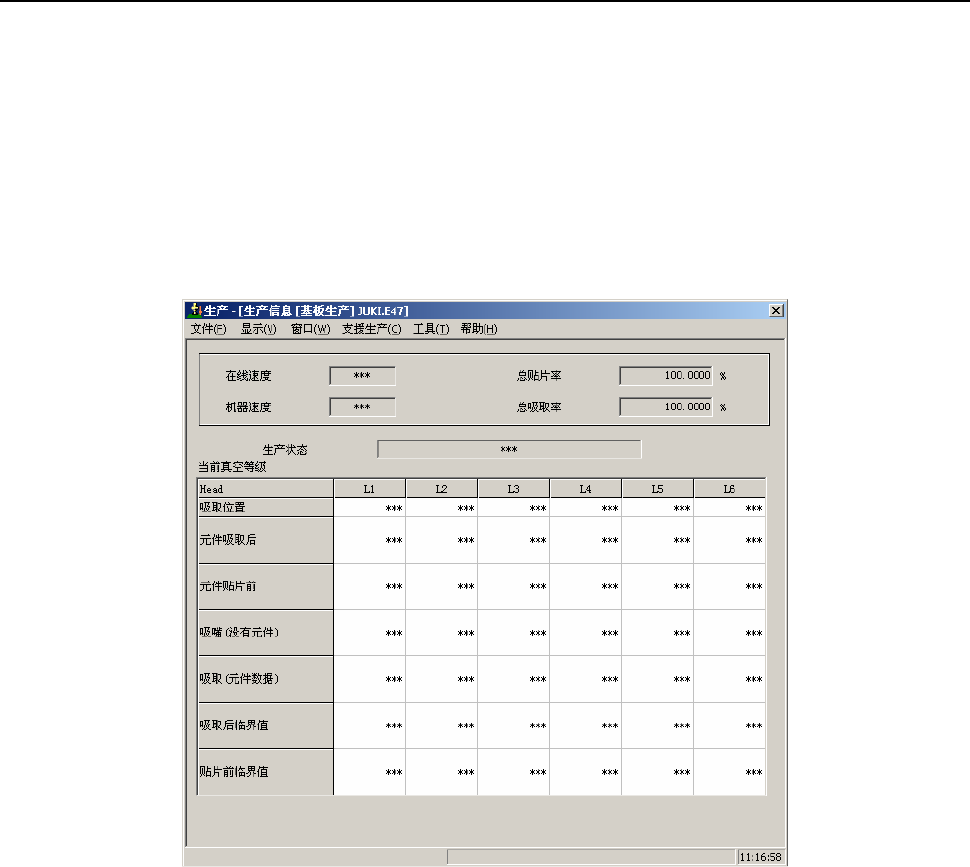
2) 生产信息显示画面
从菜单栏中单击“窗口”/“生产信息”,会显示如下画面。
图2-9-2-1 生产信息
第 1 部 基本篇 第 2 章 生产
2-57
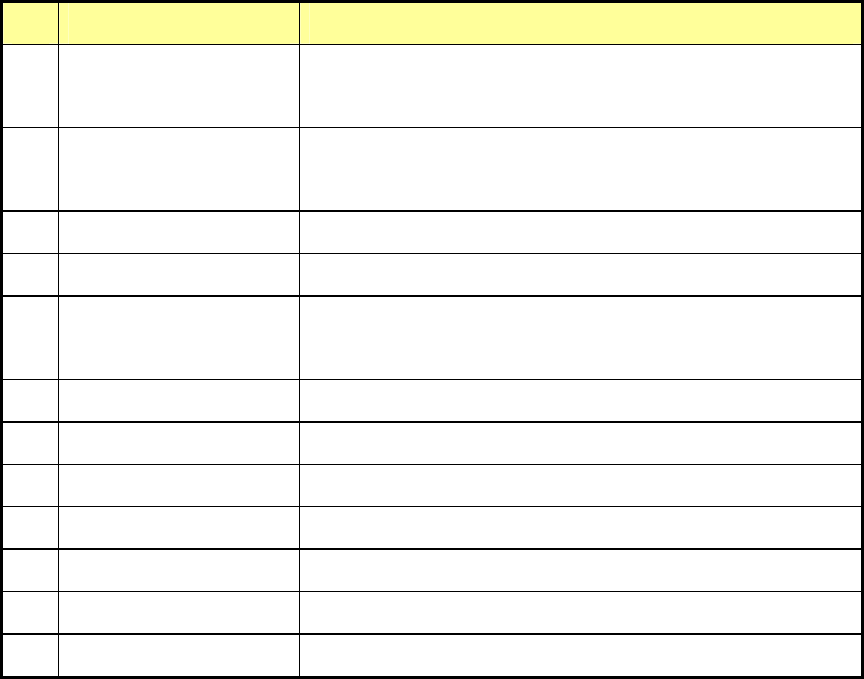
3) 生产信息显示项目
No. 项目 内容
1 在线速度
表示已生产的每 1 张基板,从基板释放到下一张基板释放的
平均时间。
2 机器速度
表示已生产的每 1 张基板,从完成夹紧基板到释放基板的平
均时间。
3 总贴片率 机器整体的贴片率。
4 总吸取率 机器整体的吸取率。
5 生产状态
当前的生产状态。
详细情况请参见生产状态画面中的生产状态项目。
6 吸取位置 显示正在吸取元件或正在向吸取位置移动。
7 元件吸取后 显示贴片头吸取元件后当前的真空级别。
8 元件贴片前 显示贴片头贴装元件前的当前的真空级别。
9 吸嘴(没有元件) 显示贴片头安装吸嘴(无元件)时的当前的真空级别。
10 吸取(元件数据) 显示贴片头吸取元件(元件数据)时的当前的真空级别。
11 吸取后临界值 为判定吸取元件时贴片头有无元件的真空压力临界值。
12 贴片前临界值 为判定贴装元件时贴片头有无元件的真空压力临界值。
通过单击菜单栏的“窗口”/“生产管理信息”/“清除”来清除生产信息的总贴片率和总吸取率。
此外,读入文件时,总贴片率、总吸取率将被清除。
◇ 在生产运行中、或在通过模式时都会显示在线速度与机器速度。但在通过模式时显示的是上一次
生产的在线速度和机器速度。
◇ 真空级别的值仅在生产运行中显示。