JUKI JX-300LED.pdf - 第290页
第 1 部 基本篇 第 4 章 制作生产程序 4-17 6) 基板高度 输入从传送基准面(基准高度。此处为Z轴的“0”位置。)到基板表面的高度。 因此通常输入“0.00”(初始值)。 “使用夹具时”要输入“+t”的值,示例如下。 ※ 贴片时的吸嘴高度(下降时)以基板高 度为基准确定。 因此, 如果设置错误, 将会使贴片散乱(使 元件在中途脱落,或过分挤压贴片面)。 ●一般情况 ●使用夹具时 传送基准面 = 基板表面的高度 传送基准面 基…
第 1 部 基本篇 第 4 章 制作生产程序
4-16
* 长尺寸基板对应的限制事项
z 长尺寸基板的试打、空打不能使用贴片摄像机进行跟踪。
z 长尺寸基板,从生产支援的贴片点确认,可以跟踪至可移动的坐标。
在基板的夹紧状态下,不能移动的坐标无法跟踪。
z 长尺寸基板,选择优化选项「按优化结果替换」进行优化后,不能进行考虑到 2 次夹紧(包含选
项的 3 次夹紧)的优化。请选择「按生产程序的输入顺序分配顺序」进行优化。
z 如果贴片点跨越到第 2 次夹紧(包含选项的 3 次夹紧)的电路时,请将焊盘(PAD)标记位置设
置在第 1 次的贴片区域里。
z 挡块、挡块 2 尽管可在 X 方向(传送的移动方向)移动,但基板外形尺寸 X 方向尺寸超过规定尺
寸时,请将挡块位置移动到最下游端。(选项 3 次夹紧时,也请将挡块 2 位置移动到最下游端。)
5) 坏板标记位置
单板基板没有必要设置(不能设置)。
第 1 部 基本篇 第 4 章 制作生产程序
4-17
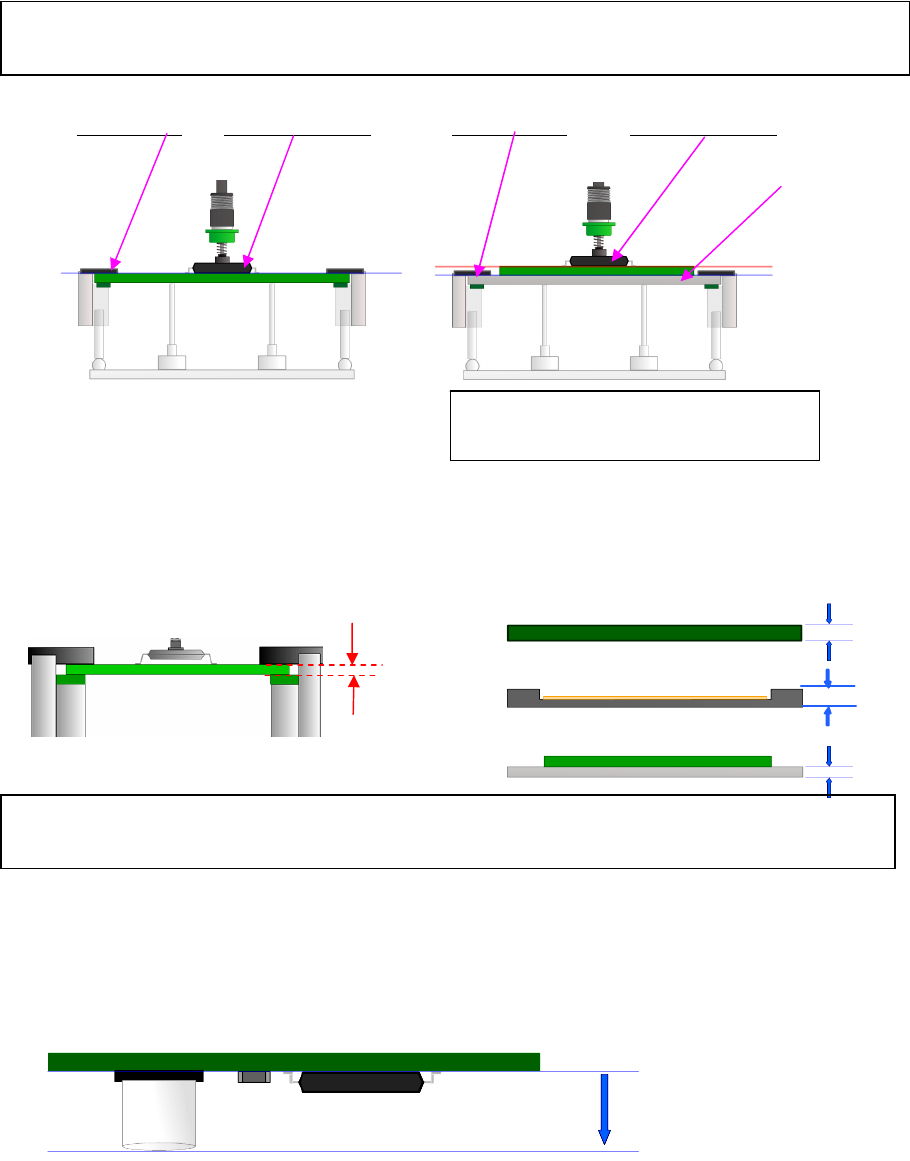
6) 基板高度
输入从传送基准面(基准高度。此处为Z轴的“0”位置。)到基板表面的高度。
因此通常输入“0.00”(初始值)。
“使用夹具时”要输入“+t”的值,示例如下。
※ 贴片时的吸嘴高度(下降时)以基板高度为基准确定。因此,如果设置错误,将会使贴片散乱(使
元件在中途脱落,或过分挤压贴片面)。
●一般情况 ●使用夹具时
传送基准面 = 基板表面的高度 传送基准面 基板表面的高度
7) 基板厚度
输入基板厚度。
该值是决定元件贴装Z坐标时使用。
※ 如果设置错误,有可能导致元件贴装时位置偏移,或元件过渡挤压,从而损坏元件。
8) 背面高度
输入基板背面贴片元件中最高元件的高度(两面贴片时,背面元件不干扰支撑销的值)。
该值将决定生产时支撑台的待机高度。
JX-300LED不使用。
+t
若不输入 t,在元件贴片时会挤进贴片
面以内(多进入深度 t),容易损坏元件。
夹具(承载板)
基板厚度
背面高度
<从装置左侧看到的传送图>
背面高度最高的元件
第 1 部 基本篇 第 4 章 制作生产程序
4-18
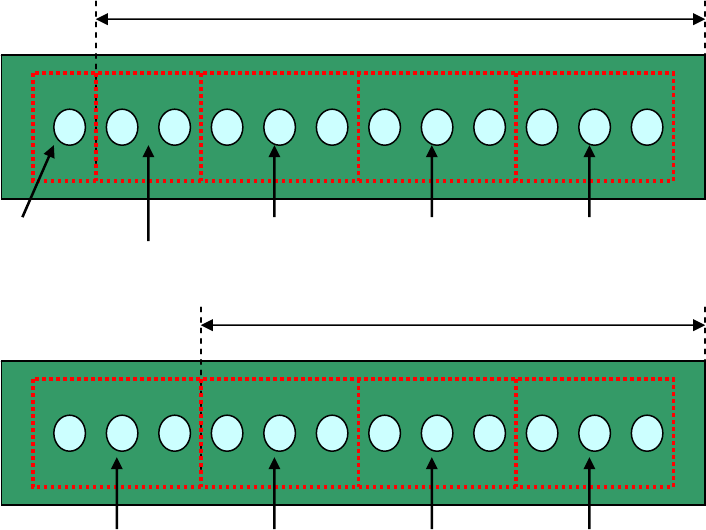
9) 每次夹紧贴片范围
基板外形尺寸 X 超过 610mm 的大型基板,要输入第 1 次夹紧时的贴片范围。贴片数量较少时,
通过变更每次夹紧的贴片范围,可提高节拍。
【1 次可吸取 3 个元件时】
通过调整每次夹紧贴片范围,吸取次数会从 5 减少为 4 次,从而提高节拍。
* 使用选购项的基板外形尺寸 X 超过 1200mm 的大型基板时
由于第1次夹紧时的贴片范围从610(mm)变更后,会产生不可贴片的基板范围,因此请勿变更。
第 1 次夹紧的贴片范围:610mm(初始值)
#5 吸取
・
贴片 #3 吸取
・
贴片 #2 吸取
・
贴片 #1 吸取
・
贴片
#4 吸取
・
贴片
第 1 次夹紧的贴片范围:550mm
#4 吸取
・
贴片 #3 吸取
・
贴片 #2 吸取
・
贴片 #1 吸取
・
贴片