JUKI JX-300LED.pdf - 第457页
第 1 部 基本篇 第 4 章 制作生产程序 4-184 4) 跟踪中的操作 执行中可以使用以下的键/开关控制动作。 操作 键盘 操作面板 HOD 跟踪开始 F1 开始开关 ENTER 跟踪停止 F2 停止开关 P AUSE 自动示教 F3 移动到前一点 F5 PREVIOUS 移动到下一点 F6 NEXT SOT 检查 F8 数据检查 F9 结束 在停止时按 ESC 在停止时按停止( ST OP ) 开关 在停止时按 CANCEL
第 1 部 基本篇 第 4 章 制作生产程序
4-183
3) 正在执行吸取位置跟踪/吸取高度跟踪
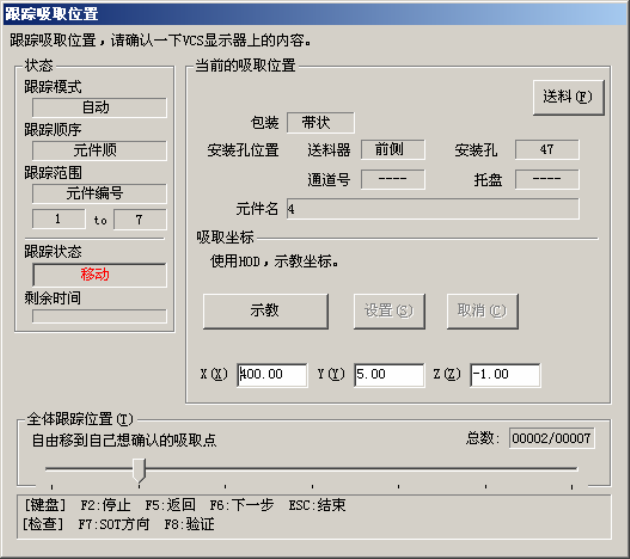
各吸取位置(高度)跟踪过程中,会显示如下的画面。
图4-5-4-4-14 吸取高度跟踪
① 状态
ⅰ 跟踪模式
显示设置的传送方法是“手动”还是“自动”。
ⅱ 跟踪顺序
显示跟踪顺序设定的是“供料器顺序”还是“元件顺序”。
ⅲ 跟踪范围
显示对从几号到几号的元件进行跟踪,或对哪个供料器台架进行跟踪。
ⅳ 跟踪状态
“移动中”表示轴正在移动中。“暂停”表示处于自动传送暂停中。
“停止”表示手动传送或有意识的停止。“轴待避中”表示正在将轴移动到安全位置。
ⅴ 剩余时间
显示自动传送的暂停剩余时间。
② 当前的吸取位置
显示当前的吸取信息。
每按一次“送料”按钮,即可顶推一次供料器。(传送元件)
③ 吸取坐标
是跟踪中的吸取坐标。坐标值可手动输入或通过示教来变更。
④ 设置/取消
通过手动输入或示教变更坐标值后生效。按下“设定”,可保存到吸取数据里。不需要保存变
更值时,请按下“取消”。
⑤ 全体跟踪位置
根据跟踪位置的进展,逐一进行。停止时,可自由移动滑块返回上一点或进入下一点。
第 1 部 基本篇 第 4 章 制作生产程序
4-184
4) 跟踪中的操作
执行中可以使用以下的键/开关控制动作。
操作 键盘 操作面板
HOD
跟踪开始
F1
开始开关
ENTER
跟踪停止
F2
停止开关
PAUSE
自动示教
F3
移动到前一点
F5 PREVIOUS
移动到下一点
F6 NEXT
SOT 检查
F8
数据检查
F9
结束
在停止时按
ESC
在停止时按停止(STOP)
开关
在停止时按 CANCEL
第 1 部 基本篇 第 4 章 制作生产程序
4-185
5) 监视器显示
① 吸取坐标跟踪
在执行时,每一吸取点都向监视器输出如下信息。
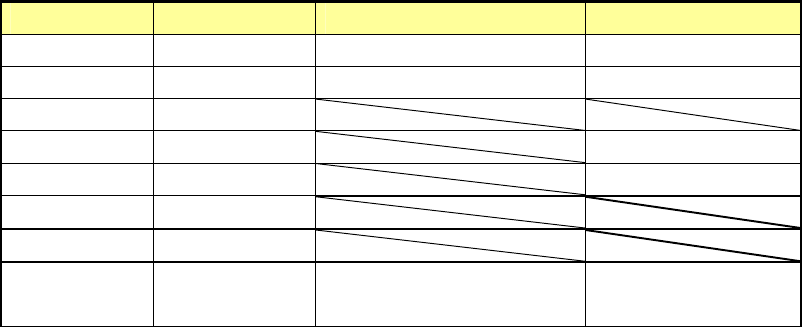
元件尺寸不同,监视器里显示的元件中心及四角的显示,如下所示,也不同。
在前侧的供料器上的大型元件,由于其四角显示往往是在无法移动的坐标上,因此不能显示。
(前侧的供料器)
元件尺寸 元件的四角 元件的中心
外形尺寸小于 4.5mm
的元件
在监视器的窗口框里显示。设定了
角度的吸取点通过窗口框自身旋转
来显示。
交叉线的中心
上述元件以外的元件
(大型元件)
显示[CENTER],移动到中心。
(后供料器)
元件尺寸 元件的四角 元件的中心
外形尺寸小于 4.5mm
的元件
在监视器上的窗口框里显示。
设定了角度的吸取点通过窗口框自
身旋转来显示。
交叉线的中心
上述元件以外的元件
(大型元件)
分别按照[TOP-L]、[TOP-R]、
[BTM-R]、[BTM-L]的顺序移动到四
角坐标上。
设定了角度的吸取点移动到四角旋
转过的坐标上。
在四角的移动后,最后显示
[CENTER],移动到中心。
------- PICK XY TRACE -------
[CENTER]
Device:包装方式
Fdr No:送料器编号
Compo:元件名
Angle:供给角度
Pos X:坐标 Y:坐标
[CENTER]
表示元件中心
[TOP-L][TOP-R][BTM-L]
[BTM-R]表示元件的四角。
分别表示上左、上右、下左、下右。
显示以返回原点位置为起点的坐标。
表示元件的中心及元件的四角。