PI-sFAB-008SSmartFAB规格说明书.pdfPDFA.pdf - 第55页
- 54 - 8. 相关软件 8.1 Job 编辑器 8.1.1 Job 编辑器功能 Job 编辑器是为 SmartFAB 创建 J ob ※ 1 的软件。在安装 Job 编辑器的电脑上创建 Job 后,通过网络或 USB 将 Recipe ※ 2 传送到 SmartFAB 上。 ※ 1 关于组装 1 个工件 的所有数据集 合体 ※ 2 在 Job 编辑器创建 ,可以在 SmartF AB 执行的数据总称 8.1.2 Job 编辑器设置…
-53-
7. 功能
7.1 元件有无检测
元件有无检测功能可以有效防止因缺件而引起的质量问题。(sH01/sH02:非标配;sG04:标
配)。sG04的元件有无检测功能的标配模式是光纤传感器感应式,非标配模式是压力检测式。
适用工作头
sH01
sH02
(压力检测方式:
Option)
sG04
(压力检测方式:
Option)
sG04
(光纤传感器感应
式)
适用元件
用吸嘴吸取的元件
只针对不漏气的元件
高度大于等于0.5mm
的元件
适用Tool
仅限吸嘴
(元件躯干夹 / 引脚元件夹不适用)
只限直径大于等于
φ1.3mm的吸嘴
无法对应带橡胶垫的
吸嘴
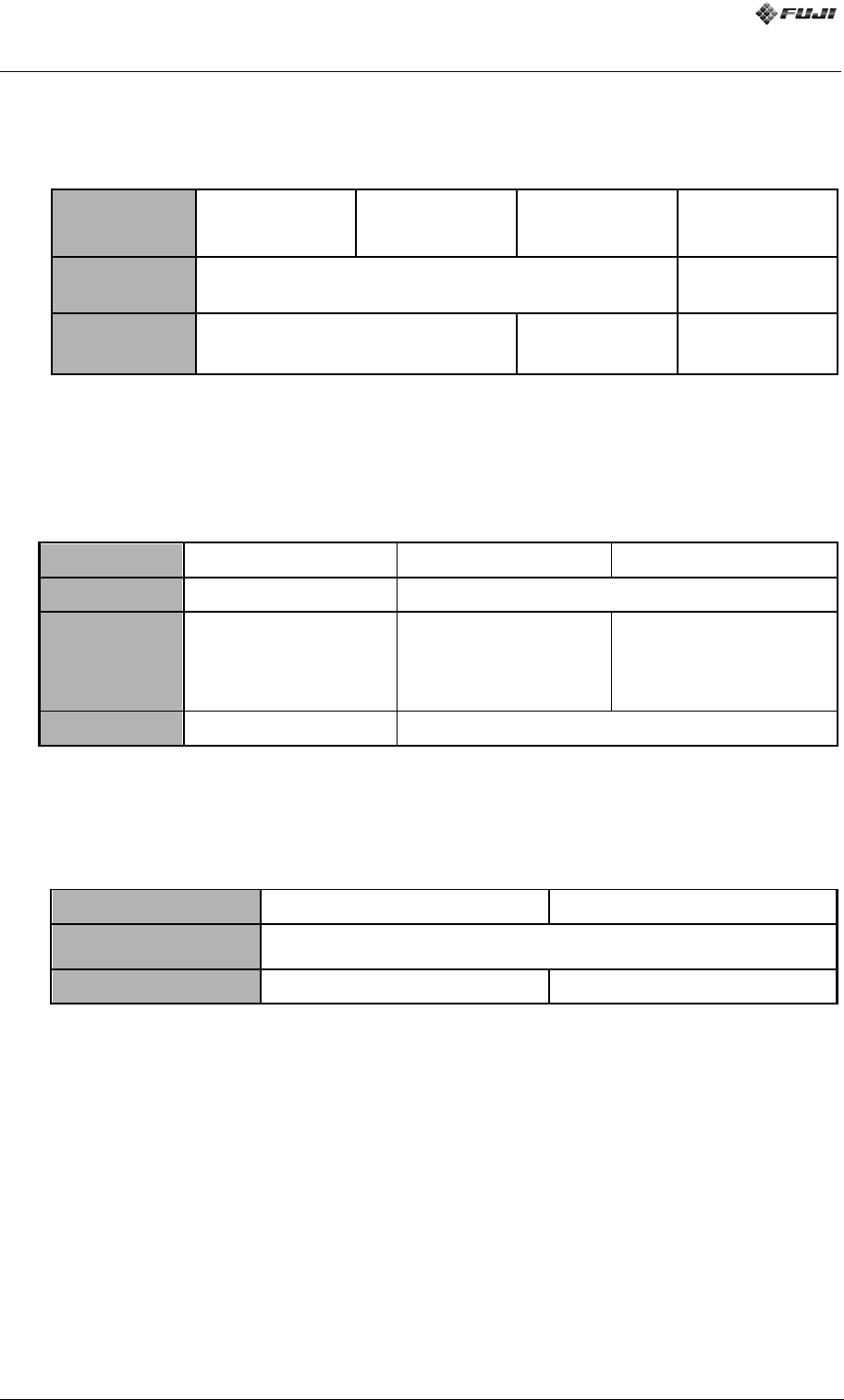
7.2 元件插入检测
该功能主要用于在插入元件时或插入元件后检测元件是否插好。该功能可以有效防止因缺件而引起
的质量问题。
检测方法
检测Z轴高度
切割&弯脚检测
插后影像检测
※
1
适用工作头
sH01 / sH02
sH01 / sH02 / sG04
适用元件
引脚长度大于等于5mm的元
件
※
2
仅限可以使用切割&弯脚
功能的元件
元件尺寸:18mmx18mm以
下
(元件插入角度为
0,90,180,270°的场合)
适用Tool
引脚元件夹不适用
无限制
※1 还可以在插入后检测元件的极性。
※2 同时使用压入贴装功能时,引脚长度必须大于等于2mm。
7.3 压入贴装功能
对应压入贴装元件的功能
※
1
.
适用工作头
sH01
sH02
适用Tool
吸嘴/元件躯干夹
(引脚元件夹不适用)
对应范围
32.0~98N
20.0~98N
※1 使用压入贴装功能时,会同时进行元件插入确认。
2bVkGhBi
2bVkGhBi
Downloaded at 2015/10/08 23:10:27 by 3NEC4804 DL#tdFBqHY0
-54-
8. 相关软件
8.1 Job 编辑器
8.1.1 Job 编辑器功能
Job编辑器是为SmartFAB创建Job
※
1
的软件。在安装Job编辑器的电脑上创建Job后,通过网络或
USB将Recipe
※
2
传送到SmartFAB上。
※1 关于组装1个工件的所有数据集合体
※2 在Job编辑器创建,可以在SmartFAB执行的数据总称
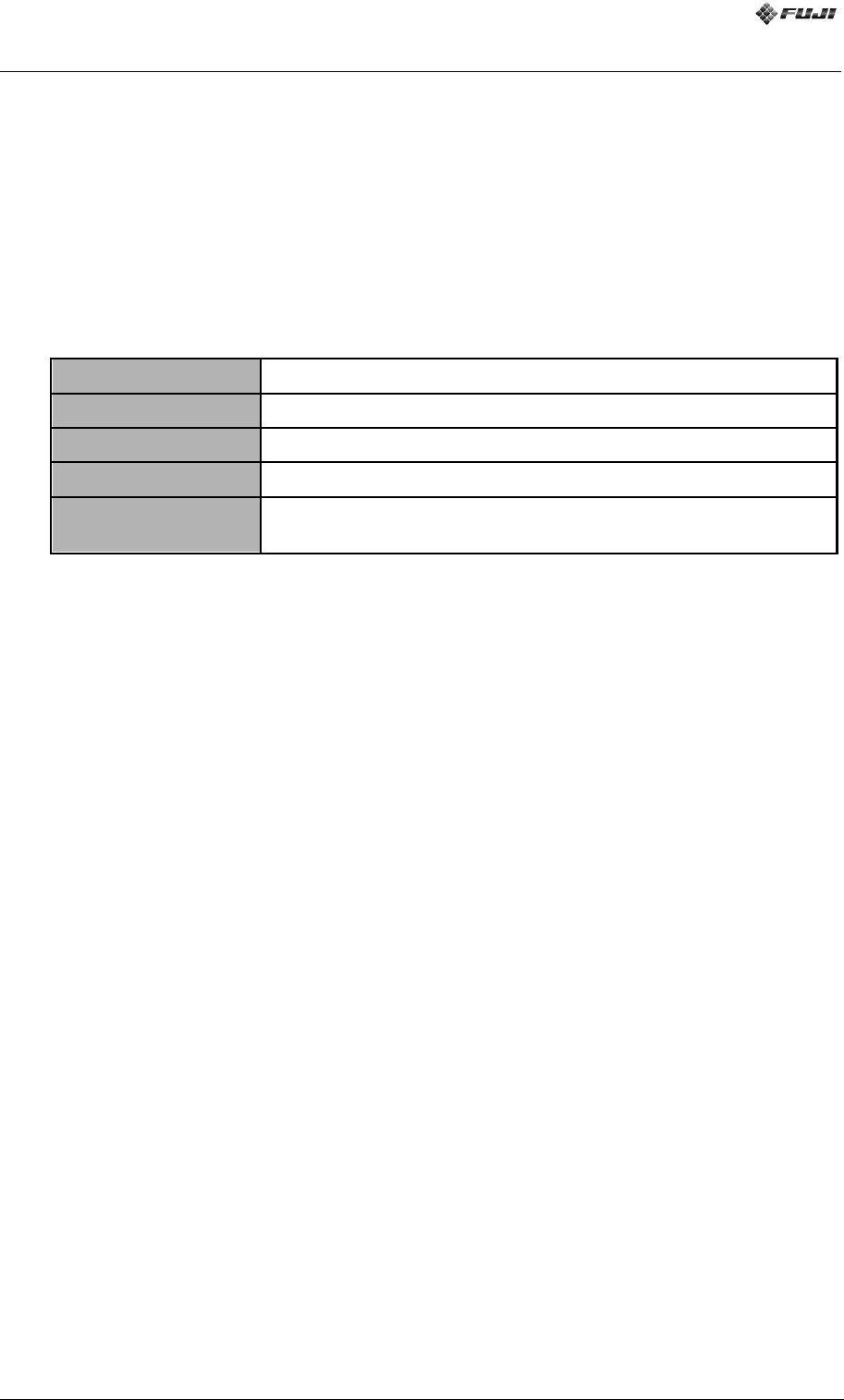
8.1.2 Job 编辑器设置方法
在Job编辑器设置以下内容后进行编程。
设置生产线
输入生产线的机器台数
设置机器
分别输入1台机器上使用的单元
设置元件信息
分别输入组装适用元件的规格数据 组装需要的附带数据
设置工件数据
分别输入工件尺寸 组装所需的附带数据
设置组装坐标
分别输入分布数据
或导入CAD数据
※
1
※1 适用CAD数据为_Allegro version13.6、Mentor version8.6_5、CR5000PWS Sbac version 12.102、CR5000
Board Designer rev.6、OrCAD、SFXJ1 VB ASCII ver3.0、Spectra Host version V14-0-96A、PowerPCB
version3.5、PanaCAD_。如果CAD的类型不是CENTROID,则SmartFAB周边软件(CAD data converter)
的许可证不可或缺。
※ Job编辑器和FUJI Flexa的数据不兼容。
8.1.3 安装条件
电脑配置如下。
・ 对应OS: Microsoft Windows7
※Job编制器和Flexa不能安装在同一台电脑上。
・ PC本体: 对应OS可以运行,带DVD光驱、USB端口的PC
用户必须通过外网上的NTP服务器或内网上的NTP服务器(Network Time Protocol)对生产
信息数据、基座计算机以及SmartFAB的时间实施同步化。
8.2 生产信息查看器(Option)
8.2.1 查看生产数据功能
定期将相关生产的信息保存到数据库中,并且可以以Report格式输出。
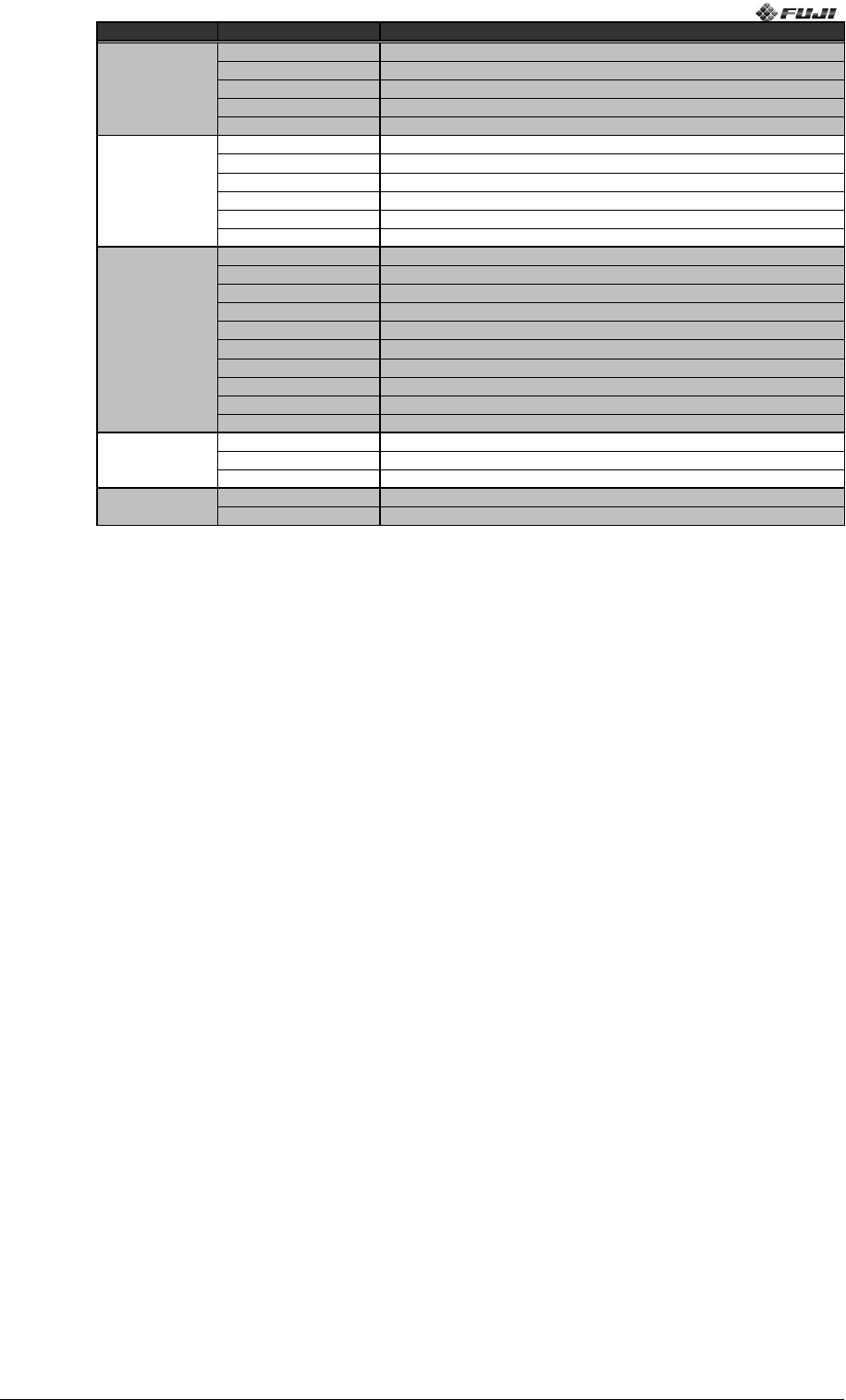
8.2.2 生产信息内容
SmartFAB输出的生产信息如下表所示:
2bVkGhBi
2bVkGhBi
Downloaded at 2015/10/08 23:10:27 by 3NEC4804 DL#tdFBqHY0
-55-
Report 数据 备注
生产结束日期
完成数量 工件累计生产数量
计划数量 计划生产的工件总数
周期时间 生产一个工件所花费的时间
子电路板数量 以多个子电路板组成时的子电路板数量
工具位置
错误编码
工作头编号
Holder编号
工具编号
工具使用次数
元件位置信息
吸取次数 进行吸取动作次数
错误吸取次数 吸取失败次数
错误抛料次数 因影像处理错误而产生抛料次数
错误编码 发生影像处理错误时的错误编码
抛料次数 累计抛料次数
供料器ID 供应App的固有ID(条形码/RFID值)
位置 料槽
备用位置 备用料槽(置放2片料盘时)
元件名 元件种类
状态变化日期 机器状态变化时间
旧状态 变化前的机器状态
新状态 变化后的机器状态
发生错误日期
错误编码
工件加工信息
元件信息
工具相关信息
加工中
发生错误
机器状态
8.2.3 安装条件
电脑配置如下。
・ 对应OS: Microsoft Windows7
已安装Microsoft.NET Framework3.5 SP1以上
・ PC本体: 对应OS可以运行,带DVD光驱、带USB端口的PC
硬盘剩余空间:20MB以上
8.3 Local verify(Option)
8.3.1 Local verify 功能
Local verify是确认Job中所指定的元件是否安装到正确的料槽上,防错料功能。
Local verify功能是放入机器本体里的Option软件。不需要另外准备PC.
※如需在sMTU上使用Local verify功能,则RFID不可或缺。
8.3.2 所需装置
请事先准备好可以插入USB端口的条形码扫描仪。本公司推荐使用激光条形码扫描仪(即使保持一
定距离也可以顺利扫描)
8.3.3 条形码
条形码的字符串必须由ASCII字符单独构成,不得加入控制码。如果条形码的字符串中含有控制
码,则无法确保读取结果
8.4 Fuji trax(Option)
FUJItrax的详细内容请确认FUJItrax规格说明书。
2bVkGhBi
2bVkGhBi
Downloaded at 2015/10/08 23:10:27 by 3NEC4804 DL#tdFBqHY0