hdf.pdf - 第79页
HDF 服务手册 4.7 搬送作业部 D45SCC-W 3-200-A0 4.7-4 = 备忘录 =
HDF
服务手册
4.7 搬送作业部
4.7-3 D45SCC-W3-200-A0
4.7.3 Y 工作台导轨平行度调整
工作台导轨平行度调整工作台导轨平行度调整
工作台导轨平行度调整
Unit No. 1048304000
Y
工作台导轨平行度调整
=准备
准备准备
准备=
1. 百分表
2. 磁性表架
►Y工作台导轨平行度调整
工作台导轨平行度调整工作台导轨平行度调整
工作台导轨平行度调整
1. 打开电源,返回原点。
2. 拆下导轨上盖。
3. 使Y工作台自动宽度调整返回原点。
4. 将磁性表架安装到头组件上,使百分表与A位
置相接触。
5. 将百分表设定为0(基准)。
6. 移动百分表,使其位于B ~ E 位置处。
7. 确认固定导轨的平行度。
=规格值
规格值规格值
规格值=
平行度: 在0.1 mm以内
=提示
提示提示
提示=
不能调整固定导轨的平行度。
8. 使百分表与F位置相接触。
9. 将百分表设定为0(基准)。
10. 移动百分表,使其位于G ~ J 位置处。
11. 确认可动导轨的平行度。
=规格值
规格值规格值
规格值=
平行度: 在0.1 mm以内
12. 如在规格值以外,拧松右侧螺杆轴的皮带轮
固定螺丝。
=提示
提示提示
提示=
如是最大导轨,因为不能拧松固定螺丝
(2个),所以请缩小导轨宽度,然后
再进行作业。
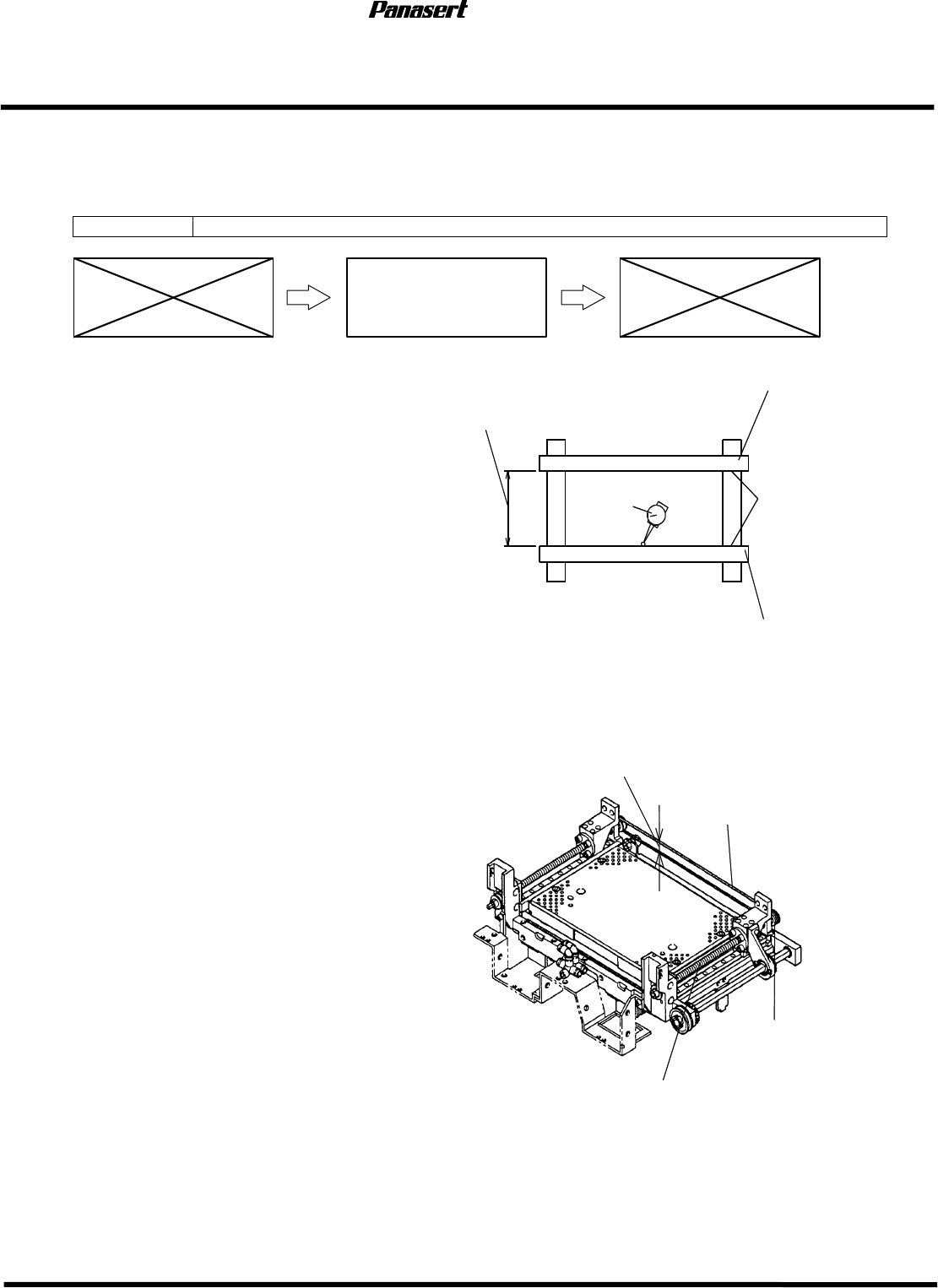
13. 用手指夹住同步皮带,手动旋转螺杆轴,调
整平行度。
14. 拧紧右侧螺杆轴皮带轮的固定螺丝。
右侧螺杆轴
螺杆轴皮带轮
同步皮带
用手指夹住皮带位置
导轨宽度
:
M
尺寸
:
最大
250 mm
XL
尺寸
:
最大
. 410 mm
J
I
H
G
F
可动侧导轨
百分表
0
(
基准
)
E D C B
A
固定侧导轨

HDF
服务手册
4.7 搬送作业部
D45SCC-W3-200-A0 4.7-4
= 备忘录 =
HDF
服务手册
4.8 下部定位
4.8-1 D45SCC-W4-000-A0
4.8 下部定位
下部定位下部定位
下部定位
Sentence No. D45SCC-W4-000-A0
4.8.1 支撑台平面度调整
支撑台平面度调整支撑台平面度调整
支撑台平面度调整
Unit No.
支撑台平面度调整
4.8.2
支撑台高度调整
=准备
准备准备
准备=
1. 百分表
2. 磁性表架
3. 块规(32 mm)
4. (-) 螺丝刀
►支撑台平面度调整
支撑台平面度调整支撑台平面度调整
支撑台平面度调整
1. 打开电源,返回原点。
2. 卸下所有的支撑销。
3. 使Y工作台自动宽度调整返回原点。
4. 将副操作盘上的 “SUPPORT UP”
(支架上升)置于 [ON]。
=确认
确认确认
确认=
确认支撑台处于上升状态。
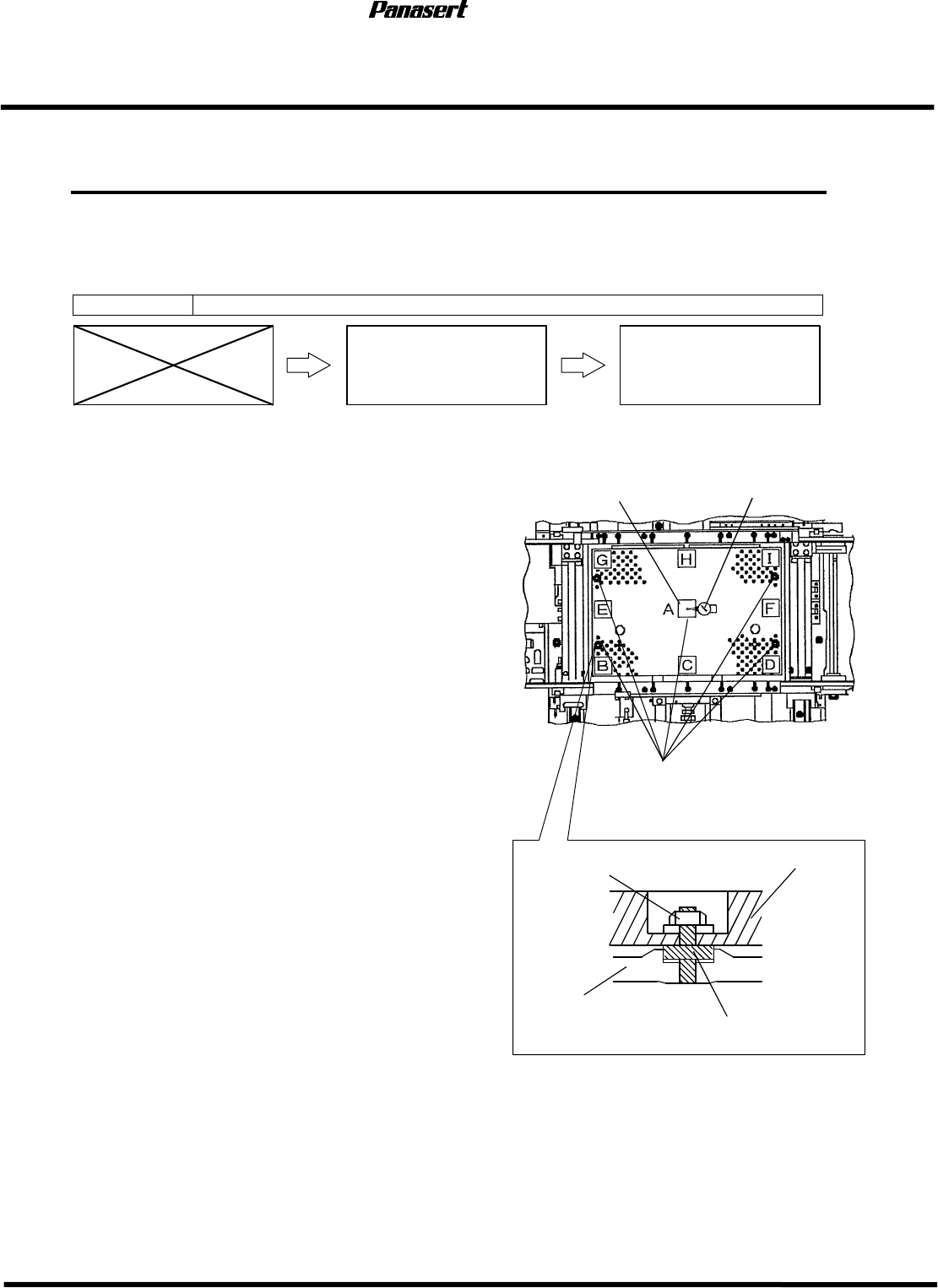
5. 将块规安装到支撑台上的A位置处。
6. 将磁性表架安装到头组件上,使百分表与块规
上面接触。
7. 将百分表设定为0(基准)。
8. 边移动块规到B ~ I 的位置,边确认百分表的平
面度。
=规格值
规格值规格值
规格值=
平面度: 在0.1 mm以内
9. 确认调整螺栓(5个)的平面度。
=规格值
规格值规格值
规格值=
平面度: 在±0.1 mm以内
10. 如在规格值以外,拧松螺母(A),用
(-) 螺丝刀调整平面度。
11. 拧紧螺母(A)。
12. 再次确认平面度 。
13. 如在规格值以外,请从最初开始再做一遍。
百分表
块规
(32 mm)
调
整螺栓
支撑台
螺母
(A)
机架
调
整螺栓