4. SM411F_Introduction(Kor_Ver5).pdf - 第122页
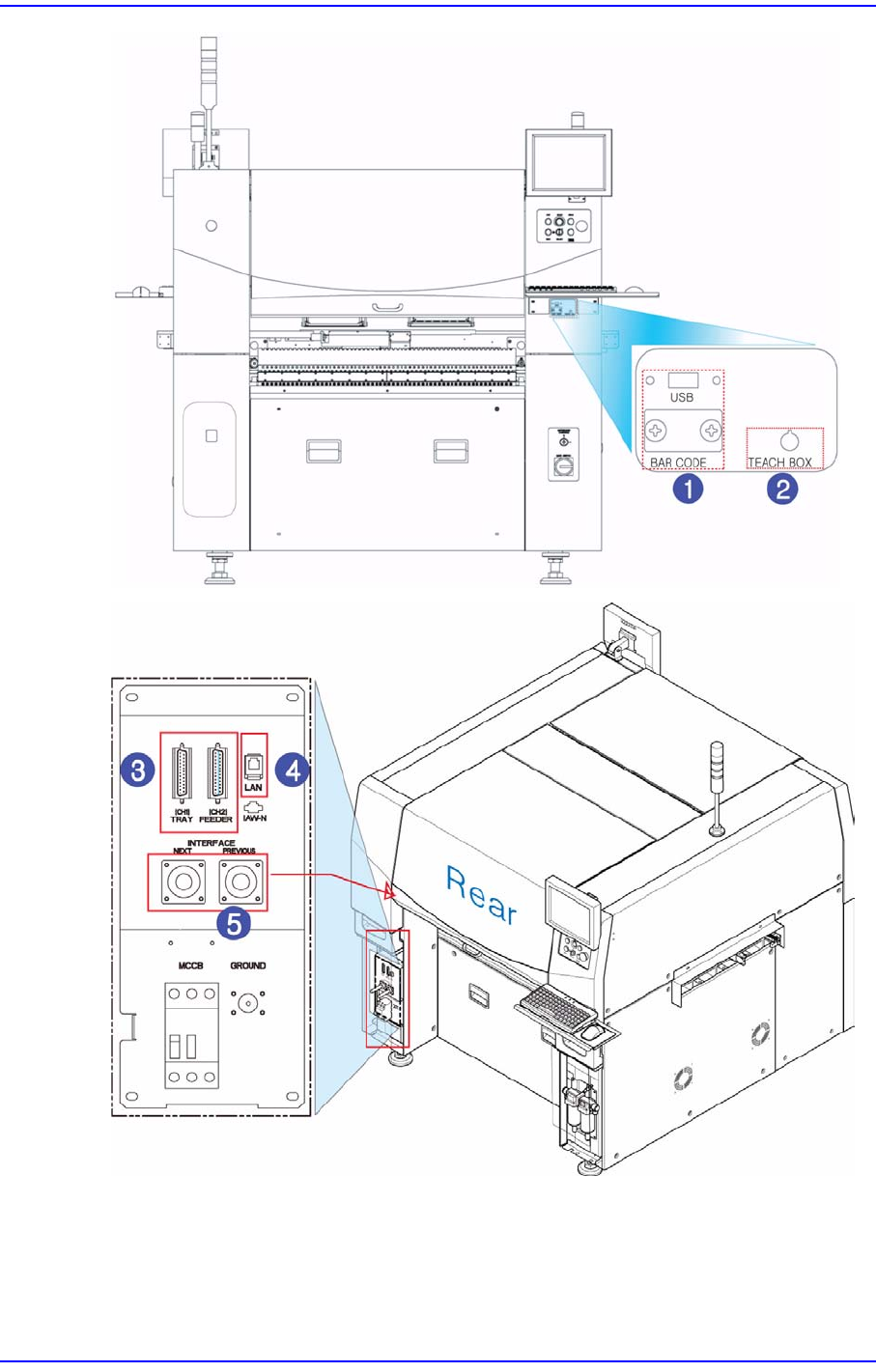
7-13 장비의 설치시운전 절차 1: Keyboar d 포트 , Mouse 포트 , Bar code 케이블 커넥터 2: USB 포트와 T eaching Box 포트 3: T ray Feeder 통신 포트 4: LAN 통신 포트 5: SMEMA 통신 케이블 커넥터
7-12
Samsung Component Placer SM411/411N Introduction
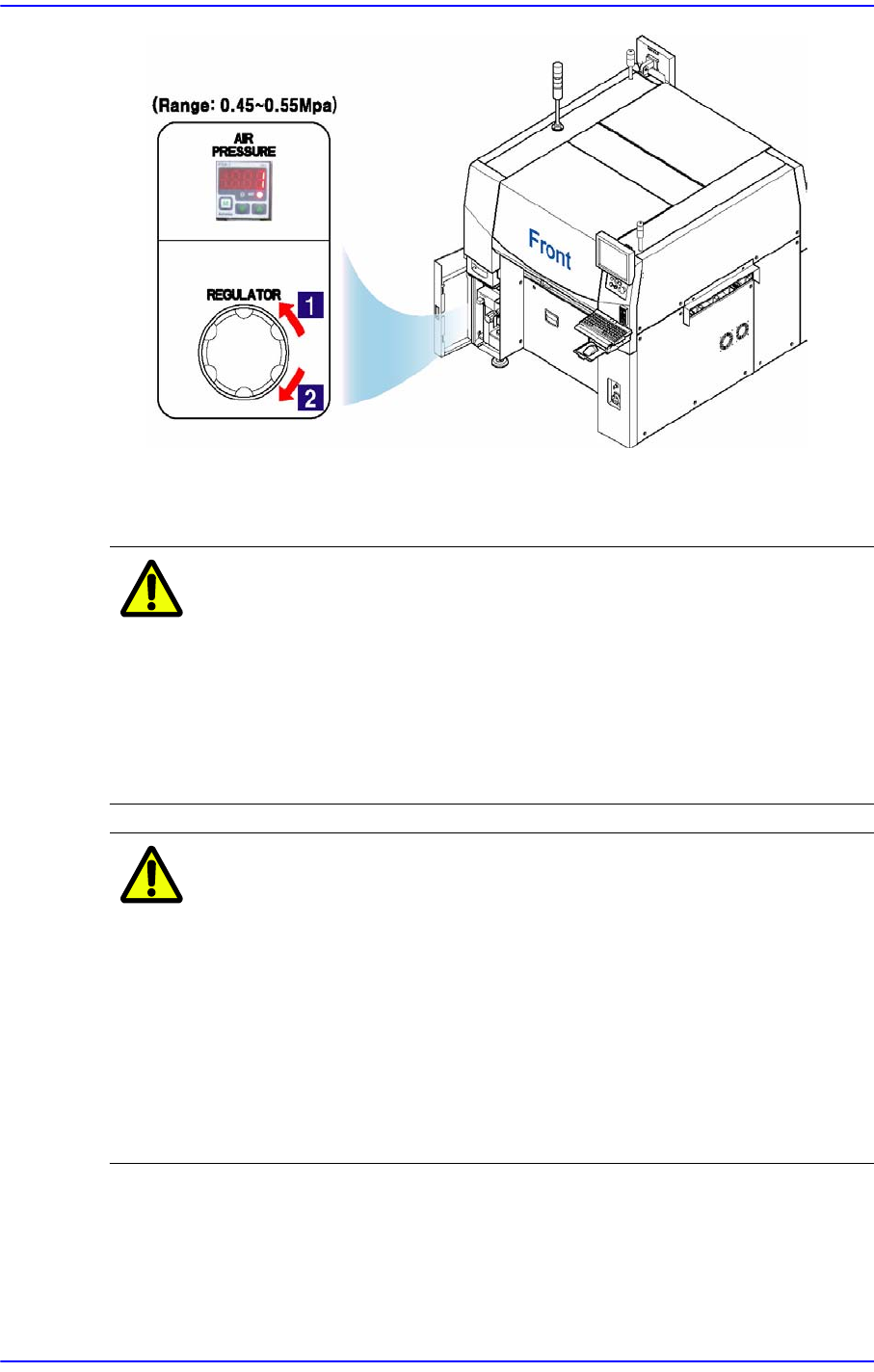
1:
압력감소
(
시계반대방향
)
2:
압력증가
(
시계방향
)
주 의 만약 공압이 0.45~0.55 Mpa 의 범위를 벗어나면, 부품의 흡장착
및 피더의 동작에 문제가 발생할 수 있으므로 작업 전에 반드시
확인하십시오.
장비의 공압 소모량에 적합한 용량의 Compressor를 반드시 사
용해야 합니다. 그렇지 않으면, 장비 내 공압의 저하로 장착 품
질에 영향을 미칩니다.
주 의 Compressor의 노후로 인한 배관 내 오일의 유입은 각 장비에 치
명적인 오류를 발생시킵니다. s
배관작업 후 배관 내에 Chip, Bur 등의 이 물질이 존재하므로 항
상 깨끗한 보루를 배관 끝에 묶어주고 Flushing을 하여 보루가
깨끗이 유지되어 오염의 염려가 없을 때 장비에 연결하도록 하
십시오.
배관 내 오일유입 및 결로현상을 방지하기 위해 Oil Filter, Air
Dryer를 설치하였는가를 확인하십시오.
7-13
장비의
설치시운전
절차
1: Keyboard
포트
, Mouse
포트
, Barcode
케이블
커넥터
2: USB
포트와
Teaching Box
포트
3: Tray Feeder
통신
포트
4: LAN
통신
포트
5: SMEMA
통신
케이블
커넥터
7-14
Samsung Component Placer SM411/411N Introduction
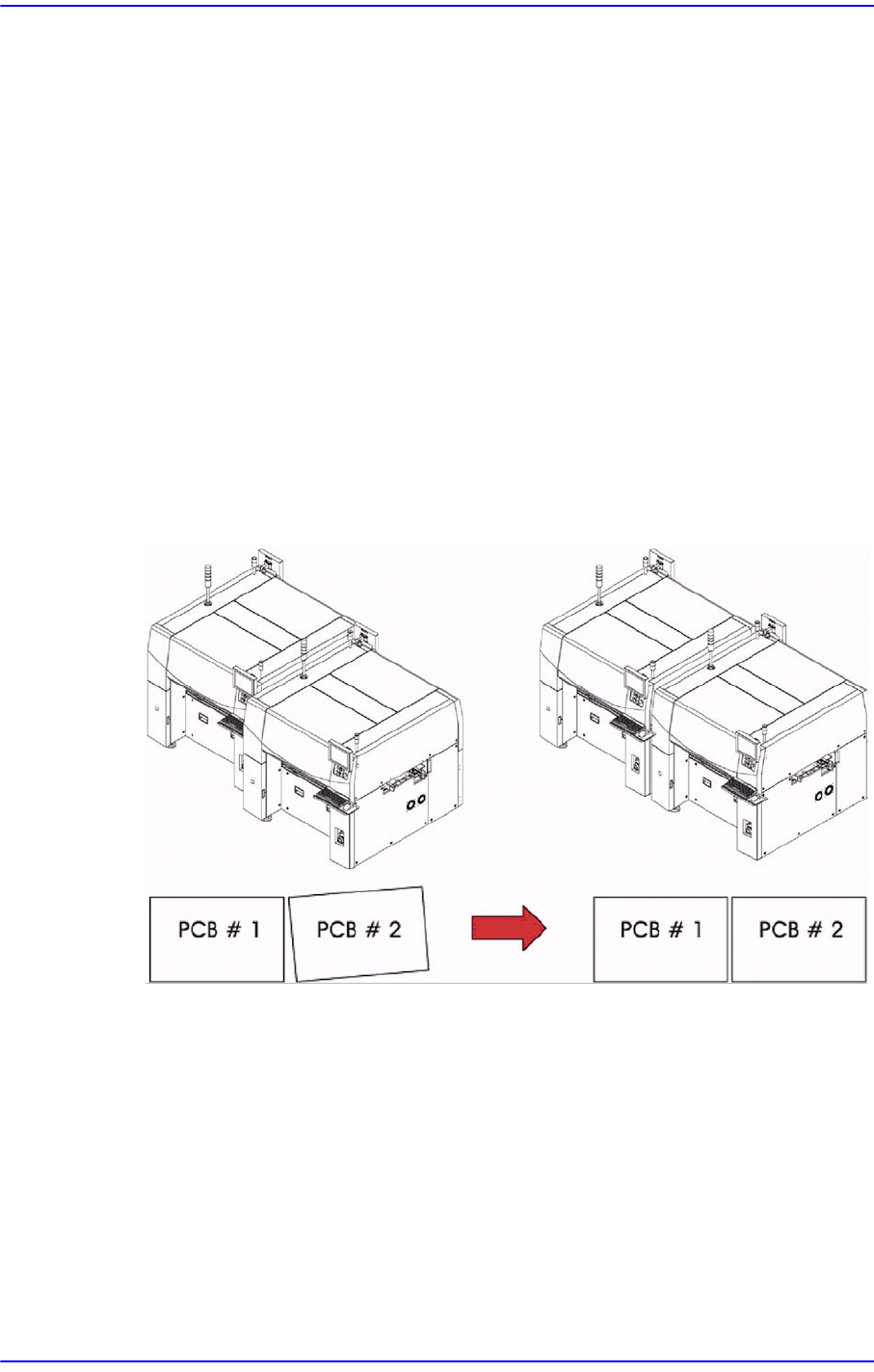
7.1.4.6. In-line설치 순서
다음은 장비간의 수평을 조절하는 과정입니다.
1. 이미 설정된 장비를 기준으로 인접위치에 옮긴 뒤, Foot를 내려 높이를 비슷한
수준으로 맞추고, 그 위치에서 대략 수준계 기준으로 0.05mm/m 수준으로 Level(
수평)을 맞추어 줍니다. (손끝으로 약간의 단차를 느낄 정도)
2. 장비를 지렛대를 이용하여 먼저 설치된 기준장비와 컨베이어의 끝 부분 사이가
약 3~5mm 정도의 Gap을 유지하는 위치로 이동시킵니다.
3. 장비의 레벨
을 다시 맞추십시오. (이전 레벨링 순서 참조)
4. 두 장비의 컨베이어에 PCB를 각각 올려 기본적으로 PCB 진행방향에 대하여
‘Down Flow’를 기본으로 하여 장비간의 단차는 약 0.05~0.50mm로 PCB가 하
향으로 흐르도록 설정하십시오.
5. PCB가 장비간 이동시의 직진도를 맞추기 위해 각 PCB를 컨베이어 고정플레임
에 밀착 시킨 후, PCB 사이의 앞, 뒤 어느 쪽으로도 GAP이 발생하지 않는 상태
로 설
치되어야 합니다.
6. PCB를 느린 속도로 밀어서 장비간을 통과시키어 걸림이 발생하지 않을 때까지
조정하여야 합니다.
7. 두 장비간의 레벨링을 할 때, 후 공정 장비의 레벨링은 완료되었으나, 전 공정 장
비의 Conveyor와 수평이 일치하지 않을 경우에는 다음과 같이 실행합니다.
좌우(PCB Flow) 방향은 기준면에 동일하게 맞추어 주고, 전, 후로의 수평은
0.1(mm/m)내에서 맞추어 주
십시오. PCB를 느린 속도로 수동으로 밀어서 장비
간을 통과시키어 걸림이 발생하지 않아야 합니다.
8. 이 후 과정은
“
7.1.3.2 Stand Alone(
단품
)
설치
순서”
를 참조하십시오.