KE2020取扱説明書VER.2.01.和文Rev.08.pdf - 第770页
13 - 30 ◆ 最小二乗法における部品のコプラナリティ (EIAJ に定める方法) 全てのボール頂点から最小二乗法により 求めた平面がパッケージ本体側から最も離れた ボール頂点に接する平面に対し、最も離 れたボールまでの距離をコプラナリティとしま す。 13-13-2-3. チェック判定基準 チェック判定基準 チェック判定基準 チェック判定基準 ■ ■ ■ ■ コリニアリティチェック コリニアリティチェック コリニアリティチェック …
13 - 29
13-13-2-2.コプラナリティチェック
コプラナリティチェックコプラナリティチェック
コプラナリティチェック
コプラナリティを求める方法として、二通りが有ります。
QFP/SOPはEIAJに定める方法、あるいは最小二乗法によりコプラナリティ(端子最下面の均一性)
を求めることが可能です。
■ 出荷時の設定は、EIAJ に定める方法となっております。設定の変更はマシンセットアップに
て可能です。
QFP は EIAJED-7401-4、SOP は EIAJED-7304-1 あるいは最小二乗法によります。
ボール部品は EIAJED-7304 によります。
EIAJ に定める方法は、仮想平面より全ての端子の最下点までの鉛直方向距離のばらつきのうち、
最も離れた端子の最下点までの距離をコプラナリティの値とします。
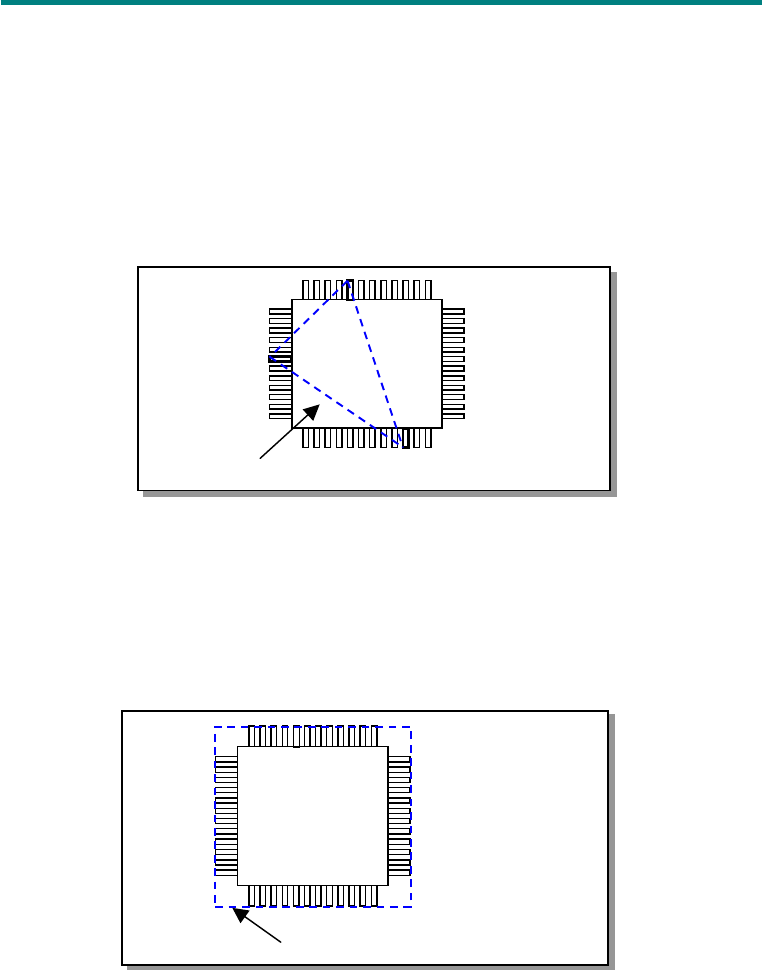
3 点法におけるリード部品のコプラナリティ(EIAJ に定める方法:デホルト)
任意の 3 本の端子の最下点を通る幾何学平面のうち、他の端子の最下点が全てパッ
ケージ本体側に存在し、その 3 点で構成された三角形の内部または辺上にパッケー
ジの重心が含まれる平面です。但し、自重の影響は受けません。上記条件を満足す
る組合せが、複数存在する場合、コプラナリティの値が大きくなる組み合わせを採
用します。
図
図図
図 13-13-2-2. 3 点法
点法点法
点法 EIAJ によるコプラナリティの算出
によるコプラナリティの算出によるコプラナリティの算出
によるコプラナリティの算出
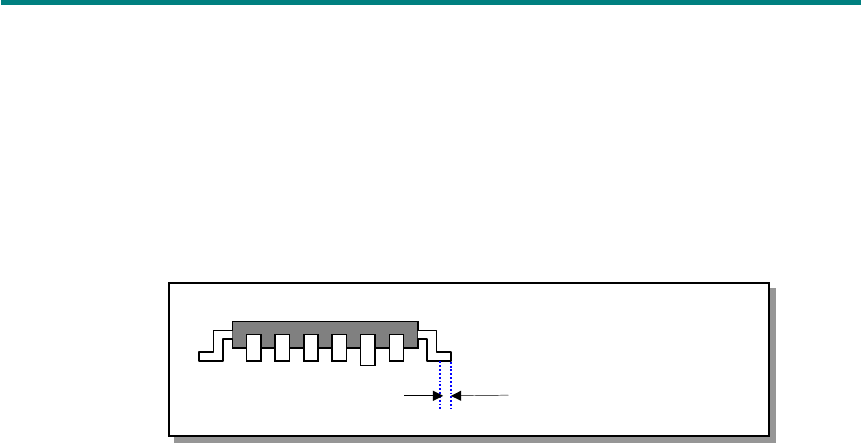
◆ 最小二乗法におけるリード部品のコプラナリティ
最小二乗法における方法は、全ての端子の最下点から最小二乗法により求めた平面がパ
ッケージ本体側から最も離れた端子の最下点に接する平面に対し、最も離れた端子まで
の距離をコプラナリティとします。
図
図図
図 13-13-2-3 最小二乗法によるコプラナリティの算出
最小二乗法によるコプラナリティの算出最小二乗法によるコプラナリティの算出
最小二乗法によるコプラナリティの算出
最下点により求められた平面
最下点により求められた平面最下点により求められた平面
最下点により求められた平面
最小二乗法により求められた平面
最小二乗法により求められた平面最小二乗法により求められた平面
最小二乗法により求められた平面
13 - 30
◆ 最小二乗法における部品のコプラナリティ(EIAJ に定める方法)
全てのボール頂点から最小二乗法により求めた平面がパッケージ本体側から最も離れた
ボール頂点に接する平面に対し、最も離れたボールまでの距離をコプラナリティとしま
す。
13-13-2-3.チェック判定基準
チェック判定基準チェック判定基準
チェック判定基準
■
■■
■ コリニアリティチェック
コリニアリティチェックコリニアリティチェック
コリニアリティチェック(リ
リリ
リード部品のみ
ード部品のみード部品のみ
ード部品のみ)
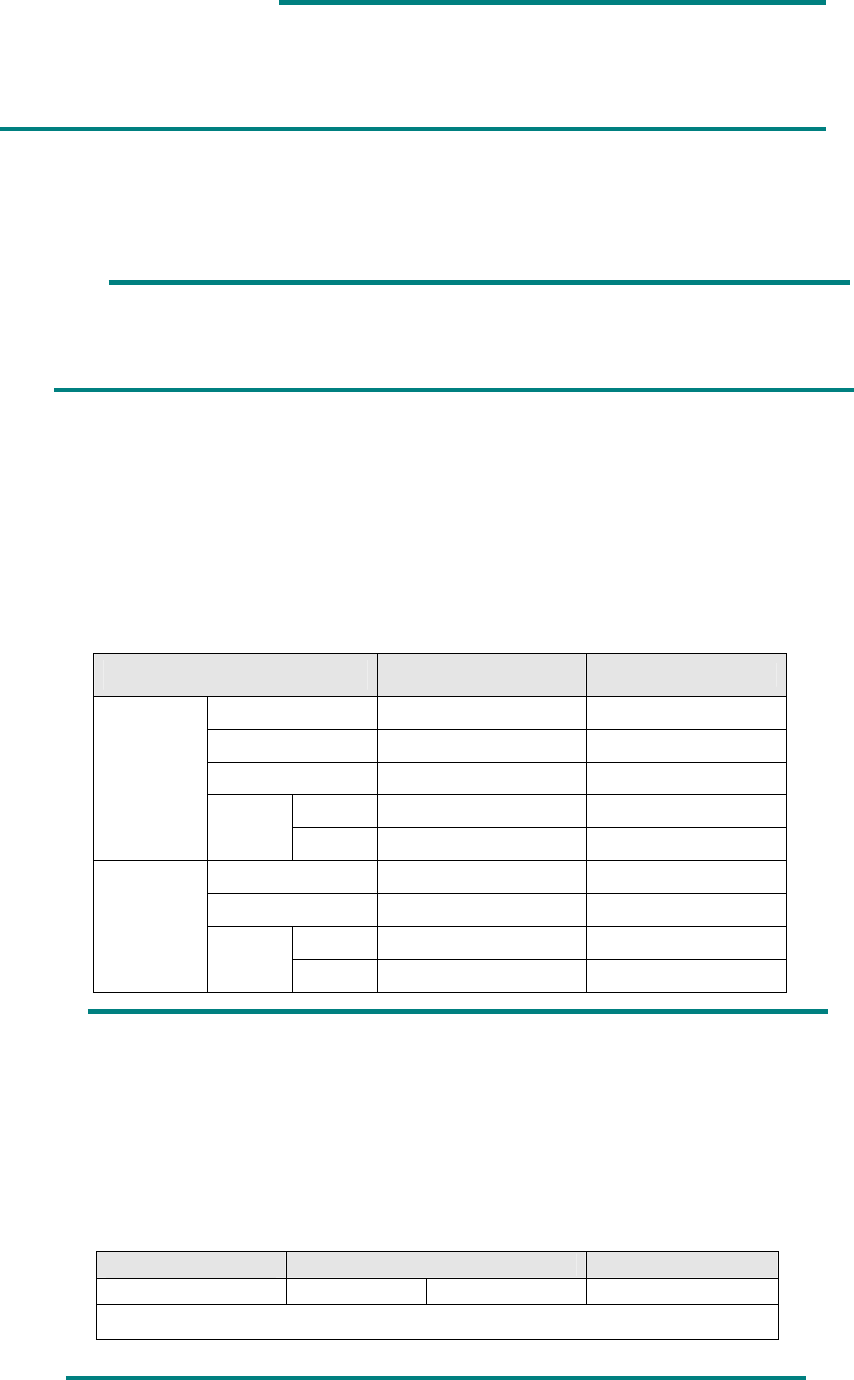
ビジョンデータ編集におけるコプラナリティチェック「判定値」を用い、各辺毎のリード上下方
向の曲りをチェックします。
◇ 検査する位置はビジョンデータ編集の「スキャン位置オフセット」に設定ができます。
図
図図
図 13-13-2-4 スキャン位置オフセット説明
スキャン位置オフセット説明スキャン位置オフセット説明
スキャン位置オフセット説明
■
■■
■ コプラナリティチェック
コプラナリティチェックコプラナリティチェック
コプラナリティチェック
ビジョンデータ編集におけるコプラナリティチェック「判定値」を用い、リード上下方向の曲り
をチェックします。
スキャン位置オフセット
スキャン位置オフセットスキャン位置オフセット
スキャン位置オフセット
13 - 31
13-13-3.仕様概要
仕様概要仕様概要
仕様概要
(1)対象部品
(1)対象部品(1)対象部品
(1)対象部品
QFP、
、、
、SOP、
、、
、BGA,コネクタ
コネクタコネクタ
コネクタ
※
※※
※
VCS
にて認識した場合に限ります。ボール部品(BGA)は、認識種別が全ボールの指定(全ボール基板、全ボー
ルセラミック)の場合に限ります。また、汎用ビジョンで作成された部品は適用外とします。
(2)分解能、精度
(2)分解能、精度(2)分解能、精度
(2)分解能、精度
① 分解能 :1μm
② 精度 :±20μm(JUKI 標準ゲージ測定時)
コンタクトプローブの接触痕等により端子に傷のある部品またリード部品にお
いて端子面の形状が矩形でない場合、測定面の形状がの形状が平面でない場合は、正
確に判定する事ができない場合があります。
(3)測定モード、部品寸法
(3)測定モード、部品寸法(3)測定モード、部品寸法
(3)測定モード、部品寸法
測定モードは標準モードと高精細モードがあります。標準モードは 80mm/s,高精細モードは 20mm
/sにてセンサ上を走査します。
以下にモード別の測定可能な部品緒言を示します。
表
表表
表 13-13-1 測定モード別の部品寸法
測定モード別の部品寸法測定モード別の部品寸法
測定モード別の部品寸法
項目
標準モード 高精細モード
ピッチ
0.4mm 以上 0.3mm 以上
リード幅
0.18mm 以上 0.12mm 以上
リード長
0.5mm 以上 0.5mm 以上
一括
26mm×100mm 以下 26mm×50mm 以下
リード部品
部品
サイズ
分割
50mm×100mm 以下 50mm×50mm 以下
ピッチ 0.81mm 以上 0.5mm 以上
リード径
0.51mm 以上 0.3mm 以上
一括
26mm×100mm 以下 26mm×50mm 以下
ボール部品
部品
サイズ
分割
50mm×100mm 以下 50mm×50mm 以下
◆ 標準モードと高精細モードの切り替え時に、ポリゴンミラーの回転速度切り替えに
“3”秒を要します。従って、標準モードと高精細モードを用いる部品が混在する生
産は、切り替えを行うため生産タクトに影響を及ぼします。
◆ ガルウィングリードはフット部のリード長さが 30mm 以上を示します。
◆
◆◆
◆
部品高さ:
機種 KE-2020 KE-2040
部品高さ(MAX) 12mm 20mm 25mm
但し、長辺:50mm 以下、短辺:45mm 以下の時に適用されます。
* [上記部品寸法を超えた時は、“部品高さ:最大 8mm”となります。]
L
L