00193578-02 - 第306页
7 Rozší ř ení s tanice Návod k obsluz e SIPLACE HF 7.5 Sníma č č árov ého kódu desek Verz e software SR. 504.xx Vydání 07/2003 CZ 306 7.5 S níma č č árov ého kódu desek 7.5.1 P ř ehled Sníma č č árového kódu desek s louž…
Návod k obsluze SIPLACE HF 7 Rozšíření stanice
Verze software SR.504.xx Vydání 07/2003 CZ 7.4 Dvojitý transport
305
7.4.9 Technická data - dvojitý transport
7
7
7
7.4.10 Údržba
Údržba jednotlivých přepravních pásů a přídavného zvedacího stolu je stejná jako údržba stan-
dardního transportu. Údržba pro každý přepravní pás musí být provedena tak, jak je to popsáno
v návodu k obsluze.
Pevná transportní hrana Vpravo nebo vlevo
Formáty desek
Standard (délka x šířka)
Na přání "Delší desky"
Dvojitý transport v módu "Jednoduchý transport"
Standard
Na přání "Delší desky"
50 mm x 50 mm až 450 mm x 250 mm
50 mm x 80 mm až 610 mm x 250 mm
50 mm x 50 mm až 450 mm x 450 mm
50 mm x 80 mm až 610 mm x 450 mm
(na poptání)
Tloušt’ka desky
Standard (délka x šířka)
Možnost
0,3 mm až 4,5 mm ± 0,2 mm
2 mm až 7 mm ± 0,2 mm (na poptání)
Max. klenba desky Nahoru: 6 mm - tloušt’ka desky
Dolu: 0,3 mm + tloušt’ka desky
Váha desky max. 3 kg
Volný prostor na spodní straně desky
Standard
Možnost
25 mm ± 0,2 mm
Max. 40 mm ± 0,2 mm
Transportní výška desky 830 mm ± 15 mm (standard)
900 mm ± 15 mm (na přání)
930 mm ± 15 mm (na přání)
950 mm ± 15 mm (SMEMA-na přání)
Typ rozhraní SMEMA
Volný vodící okraj desky 3 mm
Čas výměny desky < 2,5 s
Přesnost polohování desky ± 0,5 mm
Druh transportu Synchronní nebo asynchronní
Osazovací obsah transportu Stejný nebo rozdílný
Šířka desky na transport Stejný nebo rozdílný
Rozeznání špatných značek Synchronní: není možné, asynchronní: možné
Automatické nastavení šířky Synchronní: není možné, asynchronní: možné
7 Rozšíření stanice Návod k obsluze SIPLACE HF
7.5 Snímač čárového kódu desek Verze software SR.504.xx Vydání 07/2003 CZ
306
7.5 Snímač čárového kódu desek
7.5.1 Přehled
Snímač čárového kódu desek slouží k automatickému zjištění a dekódování čárového kódu de-
sek. Výsledek čtení předává pomocí sériového rozhraní do řízení transportu a dále přes CAN-Bus
do řízení stroje k dalšímu zpracování.
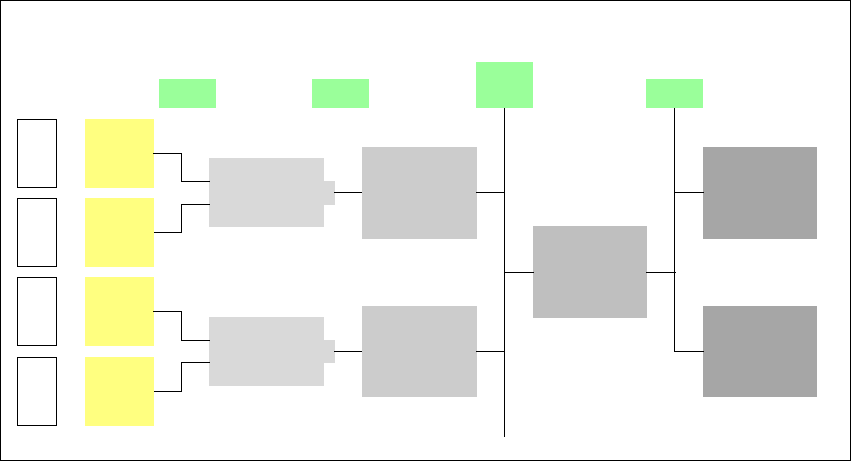
Obr. 7.5 - 1
Č
árový kód desky - principiální schéma zpracování
7
Snímače čárového kódu desek se instalují na vstupní straně transportu desek osazovacího auto-
matu. Na jednom automatu lze instalovat až čtyři přístroje. Snímače čárového kódu se montují
tak, aby bylo možné skenovat nálepky s čárovým kódem na horní i spodní straně desek na obou
transportních stopách dvojitého transportu.
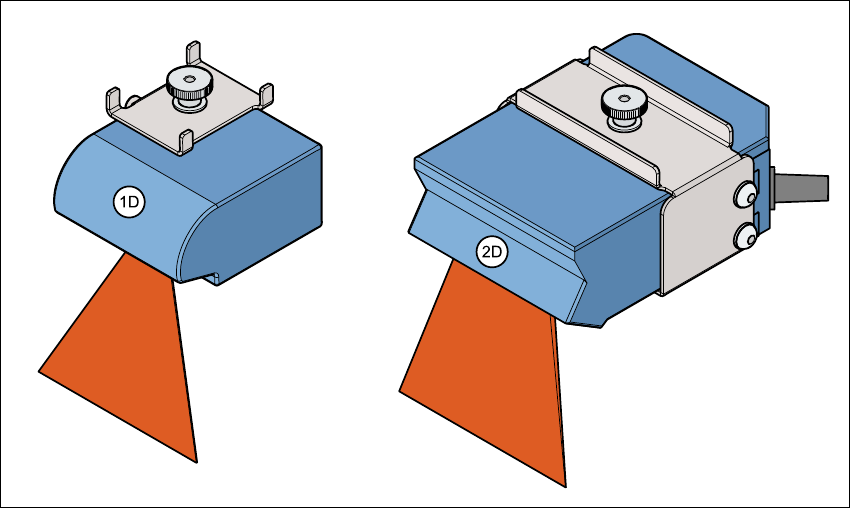
Snímače čárového kódu se nabízí ve dvou variantách:
–1D-snímač čárového kódu
Tento snímač zpracovává čárový kód. 7
–2D-snímač čárového kódu
Tento snímač zpracovává maticové kódy. Maticové kódy se používají převážně tam, kde je
velmi málo místa pro nálepky s čárovým kódem. Mimoto skenuje tento snímač i obvyklé
čárové kódy. 7
Číslo přístroje
1
ČK-
čtečka
nahoře
Rozdělovací
deska
Řízení
transportu
vpravo
ČK-
čtečka
dole
2
3
ČK-
čtečka
nahoře
Rozdělovací
deska
Řízení
transportu
vlevo
ČK-
čtečka
dole
4
Řízení
stroje
Počítač
stanice
Siplace Pro-
počítač
LAN
CAN-
Bus
V-24V-24
Návod k obsluze SIPLACE HF 7 Rozšíření stanice
Verze software SR.504.xx Vydání 07/2003 CZ 7.5 Snímač čárového kódu desek
307
7
Obr. 7.5 - 2 1D- a 2D-sníma
č
e
č
árových kód
ů
Snímače čárového kódu desky jsou připevněny pomocí držáků na horní nebo spodní profilové ko-
leji. Lze je na této koleji libovolně polohovat a nasměrovat na etikety s čárovým kódem. Podle po-
lohy čárových kódů je možné pomocí páru ručních držáků namontovat snímače čárových kódů
tak, že lze kódy snímat podélně nebo příčně vzhledem ke směru transportu desek.
7.5.2 Popis funkce
Snímač čárového kódu desek SIPLACE podporuje pružnou výrobu produktů SMD a zvyšuje ji-
stotu osazování. Rozeznává všechny obvyklé průmyslově využívané druhy kódů.
Laserový scanner čte během transportu čárový kód na horní nebo spodní straně každé desky
vstupující na vstupním pásu transportu do stroje. Na základě informace o desce z čárového kódu
vybírá SIPLACE Pro-počítač z předem daného seznamu automaticky správný osazovací pro-
gram, který posílá na stanici. Pokud byl definován filtr čárového kódu, jsou pak srovnávány
výlučně relevantní označené informace uvnitř čárového kódu. Tento proces probíhá bez časové
ztráty během osazování desky, která se již nachází v automatu. Pokud vjíždějí během osazování
po sobě desky se stejným kódem, je program přenášen pouze u první desky. Pro všechny
výrobky, které mají být vyrobeny s použitím čárového kódu desky, musí být splněny následující
předpoklady:
– identická výstroj součástek na jednotlivých strojích linky
– stejná šířka všech desek.