00195775-0102_UM_D3_ZH.pdf - 第263页
用户手册 SIPLACE D3 5 操作人员的任务 源自软件版本 SR.605.xx 07/2008 英文版 5.3 注意工作状态指示灯 263 保持不变 闪烁 (7,7) 闪烁 (1,10) 清除输出传送导轨 2 上的 PCB 闪烁 (1,10) 闪烁 (7,7) 闪烁 (1,10) 宽度调整 保持不变 闪烁 (1,10) 保持不变 传送 PCB 闪烁 (1,10) 闪烁 (7,7) 闪烁 (1,10) 清除两条输出传送导轨 开闪 烁…
5 操作人员的任务 SIPLACE D3 用户手册
5.3 注意工作状态指示灯 源自软件版本 SR.605.xx 07/2008 英文版
262
–
左侧白色故障指示灯
L3
闪烁
贴片机左侧一个或多个轨道是空的。贴片机继续贴装剩余的元件。
–
右侧白色故障指示灯
L2
持续点亮
-
绿色工作状态指示灯
L2
熄灭
贴片机右侧发生错误 - 贴片机停止工作。
–
左侧白色故障指示灯
L3
持续点亮
-
绿色工作状态指示灯
L2
熄灭
贴片机左侧发生错误 - 贴片机停止工作。
–
两个白色故障指示灯
L1
和
L3
持续点亮
-
绿色工作状态指示灯
L2
熄灭
错误发生并影响了整个贴片机 - 贴片机停止工作。
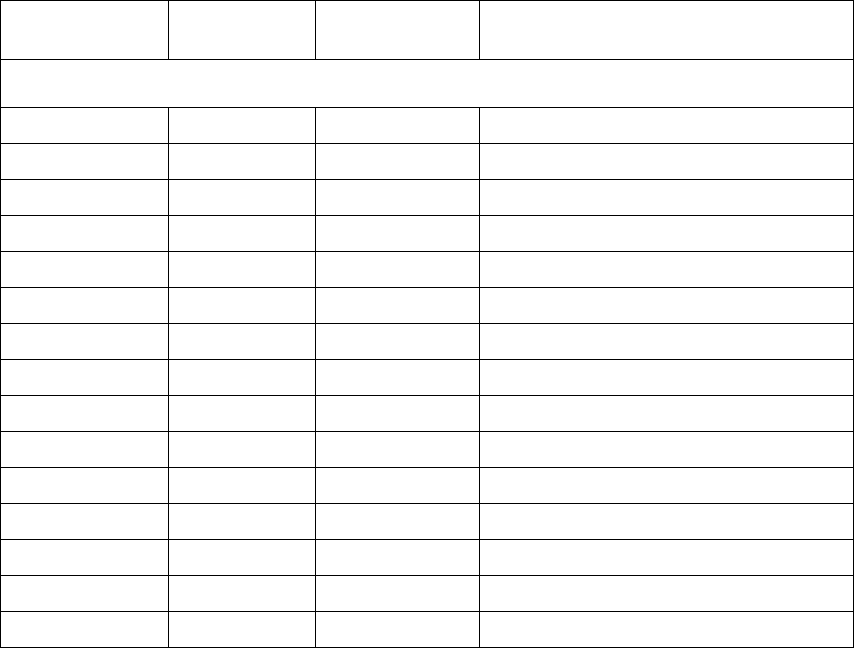
5.3.3 设定的工作状态显示
下表显示了标准配置中设定的工作状态显示 (提供的版本),并列出了主要故障显示器中每个灯
的含义。
表中, " 闪烁 " 旁边的条目是指某个特定情况下相关灯闪烁的频率。例如条目 (1, 5) 的解释如下:
– 括号中的第一个数字表示时间,是指故障指示灯打开的间隔为 100 微秒,即上例中为 1 x 100
微秒。
– 括号中的第二个数字表示时间,是指故障指示灯关闭的间隔为 100 微秒,即上例中为 5 x 100
微秒。
5
L1 (白色)
(右侧灯)
L2 (绿色) L3 (白色)
(左侧灯)
含义
状态显示
闪烁 (1,10) 闪烁 (7,7) 闪烁 (1,10) 回参考点
保持不变 闪烁 (1,5) 保持不变 等到轴就位
保持不变 闪烁 (7,7) 保持不变 等待设置数据
保持不变 闪烁 (7,7) 保持不变 等待作业程序组数据
保持不变 闪烁 (7,7) 保持不变 加载表程序
保持不变 闪烁 (7,7) 保持不变 位置检测
保持不变 闪烁 (1,10) 保持不变 坏的基准点检测
保持不变 闪烁 (7,7) 保持不变 吸嘴配置测试
保持不变 闪烁 (7,7) 保持不变 供料器位置检测
保持不变 闪烁 (7,7) 保持不变 一条轨道是空的
保持不变 闪烁 (7,7) 保持不变 不再有可用轨道
保持不变 闪烁 (7,7) 保持不变 转到续料位置
保持不变 闪烁 (7,7) 保持不变 传送正在初始化
保持不变 闪烁 (7,7) 保持不变 将 PCB 置于输入传送导轨上
闪烁 (1,10) 闪烁 (7,7) 保持不变 清除输出传送导轨上的 PCB
用户手册 SIPLACE D3 5 操作人员的任务
源自软件版本 SR.605.xx 07/2008 英文版 5.3 注意工作状态指示灯
263
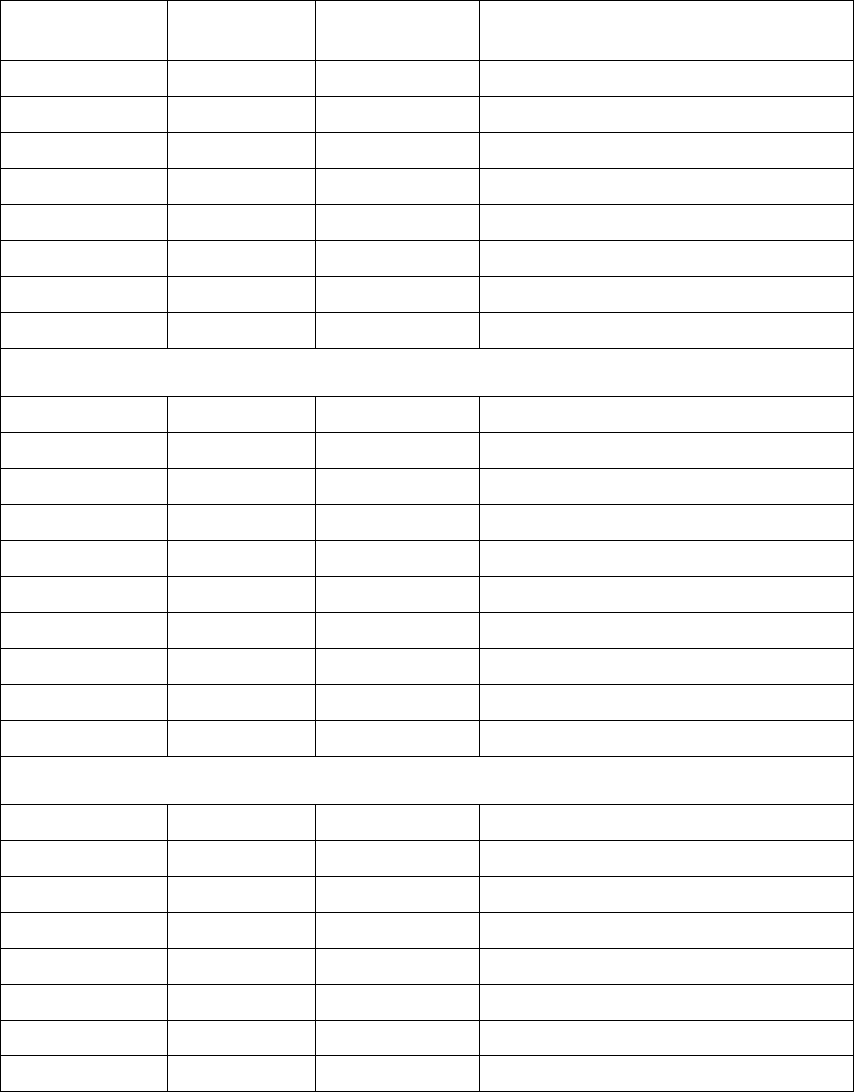
保持不变 闪烁 (7,7) 闪烁 (1,10) 清除输出传送导轨 2 上的 PCB
闪烁 (1,10) 闪烁 (7,7) 闪烁 (1,10) 宽度调整
保持不变 闪烁 (1,10) 保持不变 传送 PCB
闪烁 (1,10) 闪烁 (7,7) 闪烁 (1,10) 清除两条输出传送导轨
开闪烁 (1,10) 开 传送导轨错误
开 关 开 到维护位置
开贴片
闪烁 (1,20) 等待处理数据
错误显示
开 关 保持不变 贴片机错误,右侧
开 关 保持不变 轨道空,右侧
开 关 保持不变 吸嘴配置,右侧
开 关 保持不变 传送错误,右侧
开 关 开 基准点错误,左侧和右侧
开 关 开 基准点错误,左侧和右侧
保持不变 关 开 轨道空,左侧
保持不变 关 开 吸嘴配置,左侧
保持不变 关 开 传送错误,左侧
保持不变 关 开 贴片机错误,左侧
拾取错误显示
保持不变 保持不变 闪烁 (1,20)
第一条轨道空,左侧
保持不变 保持不变 闪烁 (5,20)
其它轨道空,左侧
保持不变 保持不变 闪烁 (5,5)
倒数第二条轨道正在使用
保持不变 保持不变 闪烁 (1,2)
最后一条轨道正在使用,右侧
闪烁 (1,20) 保持不变 保持不变
第一条轨道空,右侧
闪烁 (5,20) 保持不变 保持不变
其它轨道空,右侧
闪烁 (5,5) 保持不变 保持不变
倒数第二条轨道正在使用,右侧
闪烁 (1,2) 保持不变 保持不变
最后一条轨道正在使用,右侧
L1 (白色)
(右侧灯)
L2 (绿色) L3 (白色)
(左侧灯)
含义
5 操作人员的任务 SIPLACE D3 用户手册
5.4 换班 源自软件版本 SR.605.xx 07/2008 英文版
264
5.4 换班
请注意: 5
下列手册或数据介质可以为您提供更多信息:
– 贴片机软件 605.xx 入门指南
– SIPLACE D3 预防性维护手册
–产品 CD 上的部件目录
5.4.1 换班时的操作
→ 尽早接合料带。以免在新的一班开始时,供料器组件重新续料。这样能够尽可能减少延长停
车时间。
→ 换班时,通知下一班操作员所有重要信息,如,更改贴片机程序。请详细阅读第 273
页第
5.7
节中规定的应采取的步骤清单。
→ 进行设置检查。
确保供料器组件装有正确的元件,在料车上处于正确的位置,而且传送导轨增量设置正确。
→ 交班时,生产线应处于和接班时相同的状态,也就是:
– 弃料容器是清空的。
– 废料容器是清空的。请遵循第 265
页第 5.4.2 节的安全说明。
– 供料器区域已用吸尘器仔细清扫。