00195775-0102_UM_D3_ZH.pdf - 第331页
用户手册 SIPLACE D3 6 贴片机扩展部件 源自软件版本 SR.605.xx 07/2008 英文版 6.14 C&P12 贴片头元件传感器 331 6.14.1 元件传感器的说明 元件传感器固定在 12 段位器收集 贴片头安装孔的底部 (见图 6.14 - 1 ,第 330 页) 。它用于扫描 元件的外形并检查吸嘴上是否有 元件。此外,它还可以确定元件的 高度。元件高度可以用来确定 元件是处于正常的位置,还是在 吸嘴的…
6 贴片机扩展部件 SIPLACE D3 用户手册
6.14 C&P12 贴片头元件传感器 源自软件版本 SR.605.xx 07/2008 英文版
330
6.14 C&P12 贴片头元件传感器
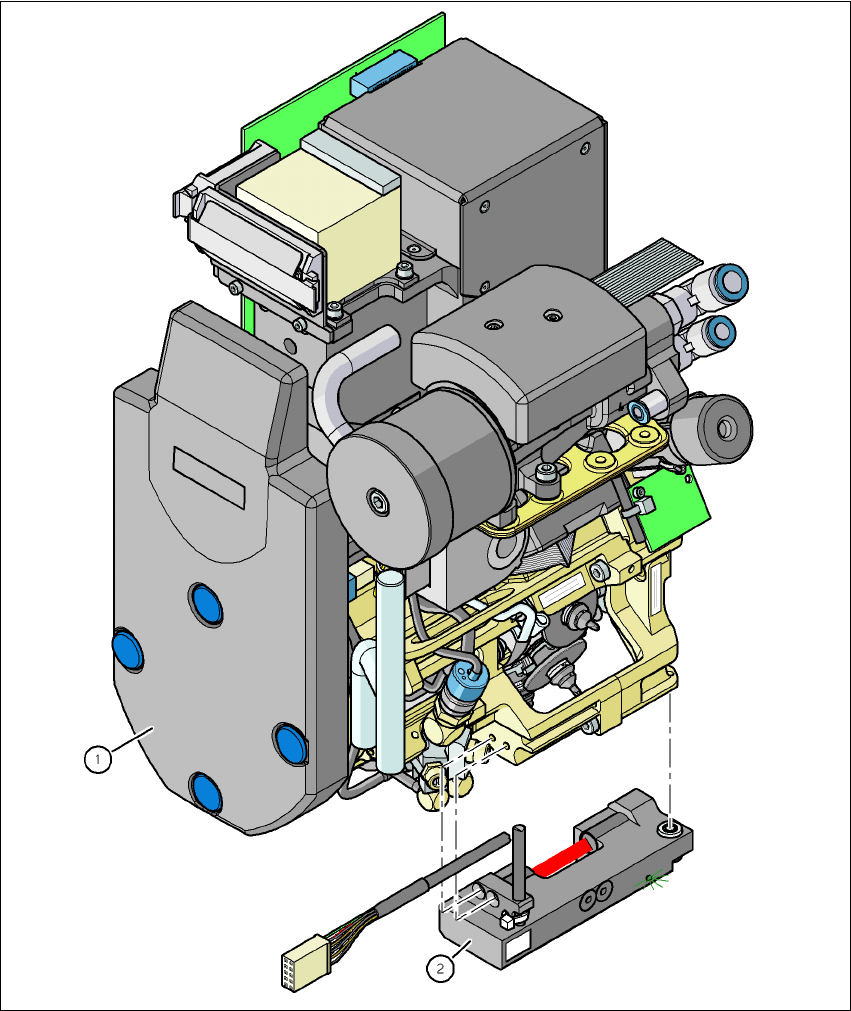
部件号 00118021-xx 12 段位器收集贴片头的元件传感器
6
图
6.14 - 1
带元件传感器的
12
段位器收集贴片头
(1) 12 段位器收集贴片头
(2) 元件传感器
用户手册 SIPLACE D3 6 贴片机扩展部件
源自软件版本 SR.605.xx 07/2008 英文版 6.14 C&P12 贴片头元件传感器
331
6.14.1 元件传感器的说明
元件传感器固定在 12 段位器收集贴片头安装孔的底部 (见图 6.14 - 1,第 330 页)。它用于扫描
元件的外形并检查吸嘴上是否有元件。此外,它还可以确定元件的高度。元件高度可以用来确定
元件是处于正常的位置,还是在吸嘴的边缘。高度为 0.1 至 4 mm 的元件均可以检查。对于大型
的元件,只能检查其是否在吸嘴上。
元件传感器通过 SIPLACE Pro 计算机上的封装形式编辑器进行配置。
每个吸嘴,包括专用吸嘴,可以用元件传感器扫描。
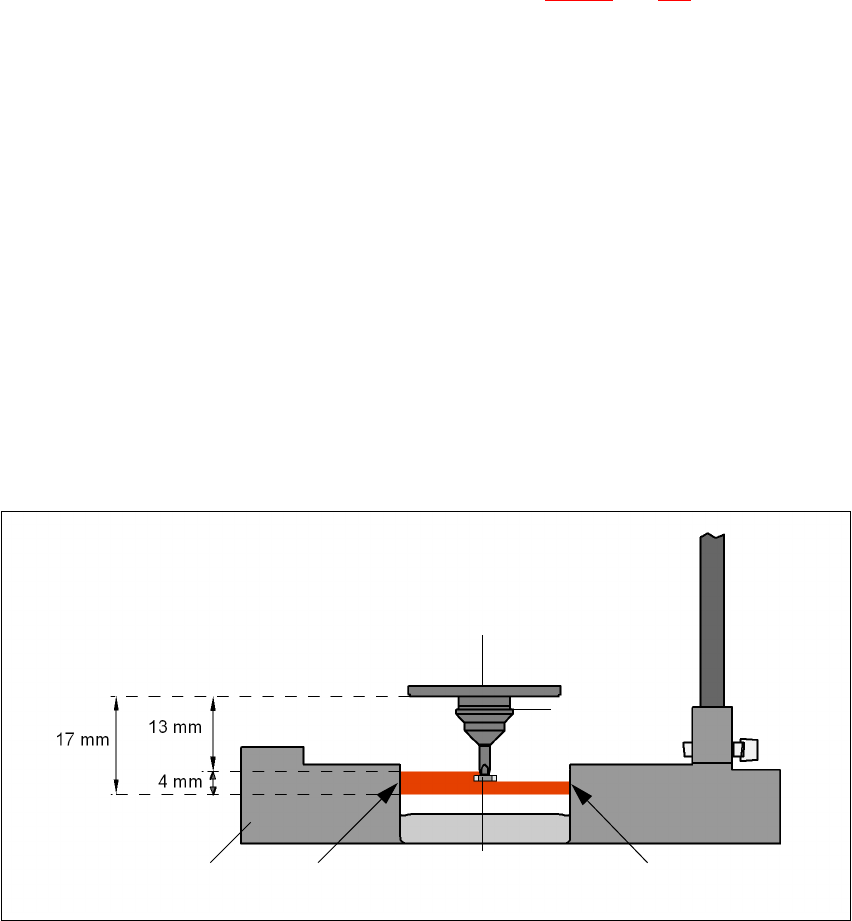
6.14.2 工作原理
必须满足下列条件,得到的测量值才有效:
– 照明光束必须在校准过程中接触到空吸嘴尖。
– 当吸嘴上有元件时,吸嘴尖必须在照明光束的范围内。
– 最小吸嘴长度 13 mm
– 吸嘴长度 + 元件高度 + 公差 < 17 mm
如果满足这些条件,就可以确定元件是否存在,或测量元件高度。高度间的最小区别是 100 mm。
6
图
6.14 - 2
元件传感器,工作原理
增值盘
元件
吸嘴
IR LED 光电晶体管十字通过
6 贴片机扩展部件 SIPLACE D3 用户手册
6.14 C&P12 贴片头元件传感器 源自软件版本 SR.605.xx 07/2008 英文版
332
6.14.3 使用元件传感器
请注意 6
如果使用 906 吸嘴贴装 0201 元件,使用元件传感器非常重要,因为此时不可能进行真空测量。6
使用元件传感器可以提高 dpm 率,即使贴装其它小元件,如 0402 或 0603 元件时,也是如此。
在封装形式列表中选择元件传感器时,记住,元件只能在配备了元件传感器的贴片机上贴装。
如果要用元件传感器测试元件,该传感器必须在生产线上配置。届时,可以使用下列选项:
新设置 设置优化功能可以自动将元件分配给元件传感器,条件是已安装了
传感器。
旧设置 可以将新 GF 号分配给元件,然后用元件传感器检查。
中央数据管理 如果生产线上的贴片机并非每台都配备了元件传感器,则新封装形
式号将分配给每个元件,然后用元件传感器检查。
请注意 6
– 要修改元件传感器,只能由 SIPLACE 维护工程师进行。
– 安装了元件传感器后,通过 SITEST 程序重新校准 12 段位器收集贴片头。