1OM-1513-001_w - 第148页
1OM-1513 第四章3.生产机种的切换 4-13 (15) 将丝网框设置在丝网架上,将丝网框固定机械阀倒向下侧固 定丝网框。 丝网框固定机械阀开关 F1D13 Note 出厂时,将丝网框的厚度设为 30 ~ 40mm 以下,设定丝网框固 定气缸的引脚开关位置。 丝网框的厚度超过 40mm 时,请按以下步骤调整引脚开关位置。 用精密一字形螺丝刀拧紧引脚开关的固定螺丝,调整引脚开关 的位置,使引脚开关的 LED 如下 : 丝网框 …
1OM-1513
4-12
第四章3.生产机种的切换
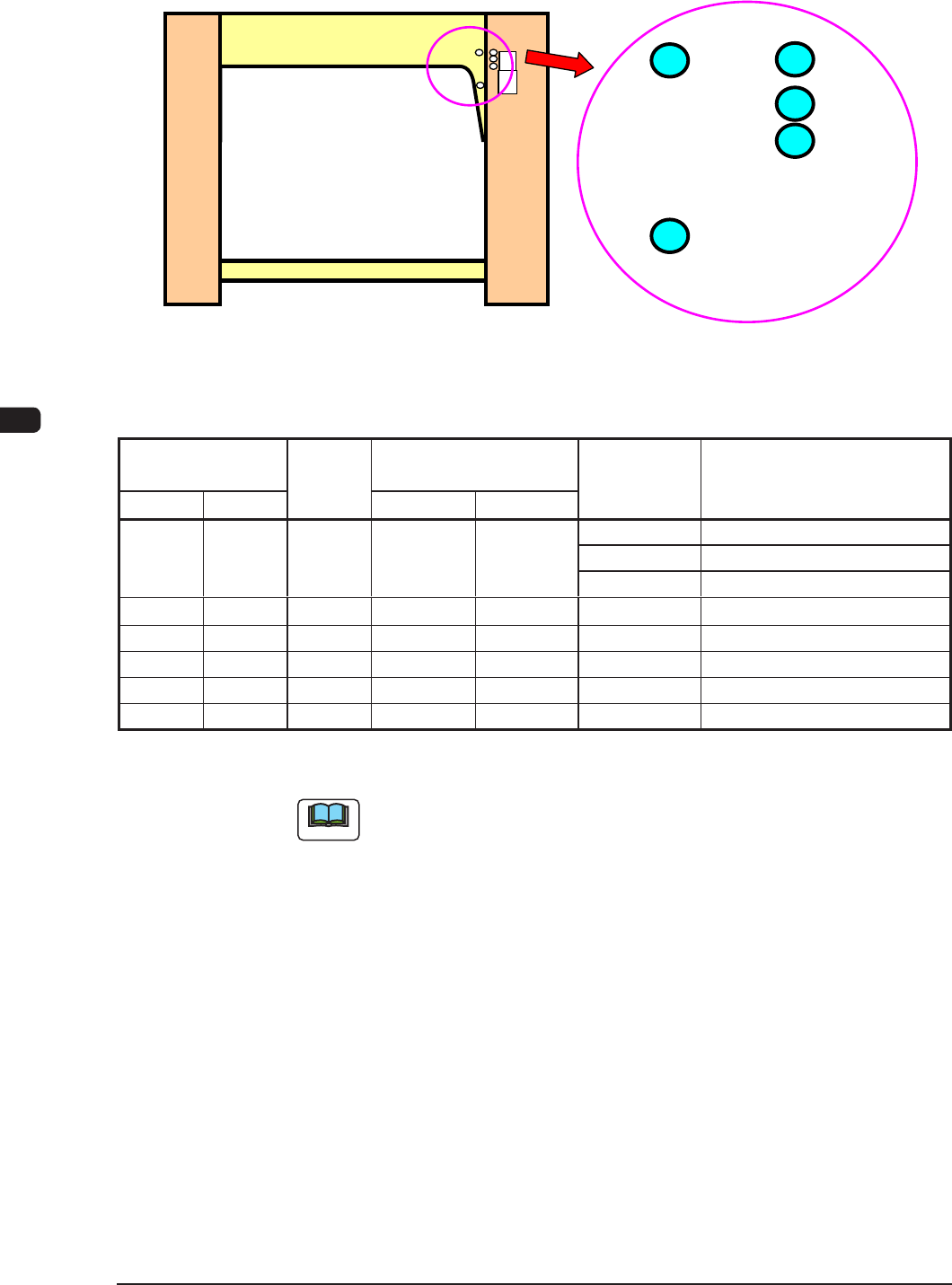
(12) 从背面对应丝网框的 Y 方向尺寸和制版基准、搬送基准及线
路板的 X 方向尺寸,如 T1D1 所示,替换制动销变更安装位置。
A
B
C
D
E
F1D12
制动销的位置和可印刷的线路板宽方向尺寸范围 (mm)
丝网尺寸 销的
位置
线路板的最大
可印刷尺寸
制版基准
后侧的锡膏断
动作限制
X 方向 Y 方向 X 方向 Y 方向
750 750 A 510 460 后 不可
中心 线路板 Y 方向 430 以上不可
前 线路板 Y 方向 445 以上不可
736 736 B 490 381 后 / 中心 / 前 无
720 720 C 470 381 后 / 中心 / 前 无
750 650 E 510 381 后 / 中心 / 前 无
650 750 D 330 381 后 / 中心 / 前 无
650 550 E 330 250 后 / 中心 / 前 无
单位 : mm
T1D1
Note
在非 T1D1 条件下印刷时,请咨询株式会社日立高新技术的营业
部门或销售代理店。
(13) 关闭透明盖,按下机盖锁定开关。
在生产运行 →
“
清洁
”
界面按下 [ 丝网庤 ( 手 ) 清扫位置
移动 ] 按钮。
(14) 按下操作台的 [START] 按钮。
丝网框移动到前侧。
0908-001
1OM-1513
第四章3.生产机种的切换
4-13
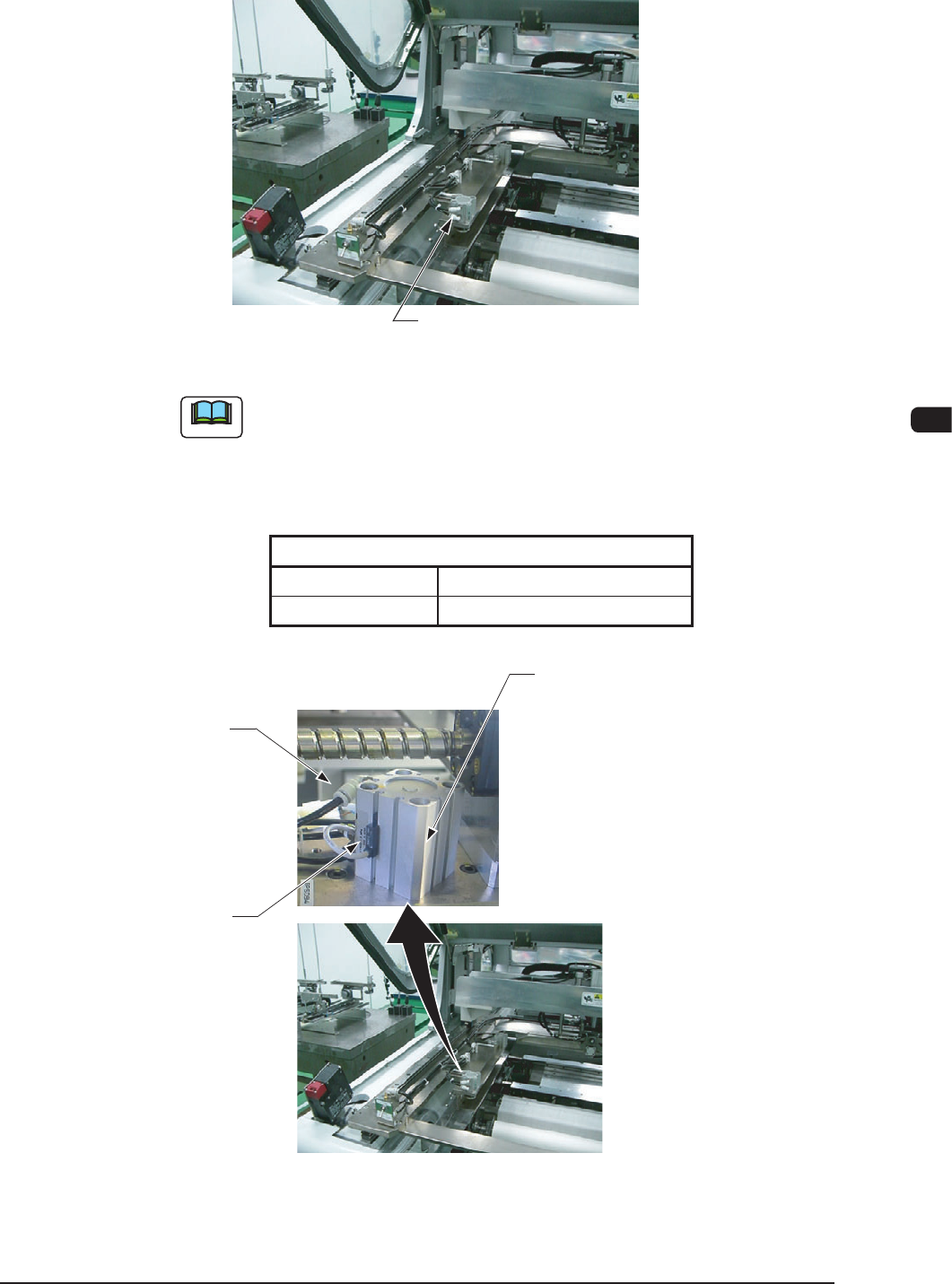
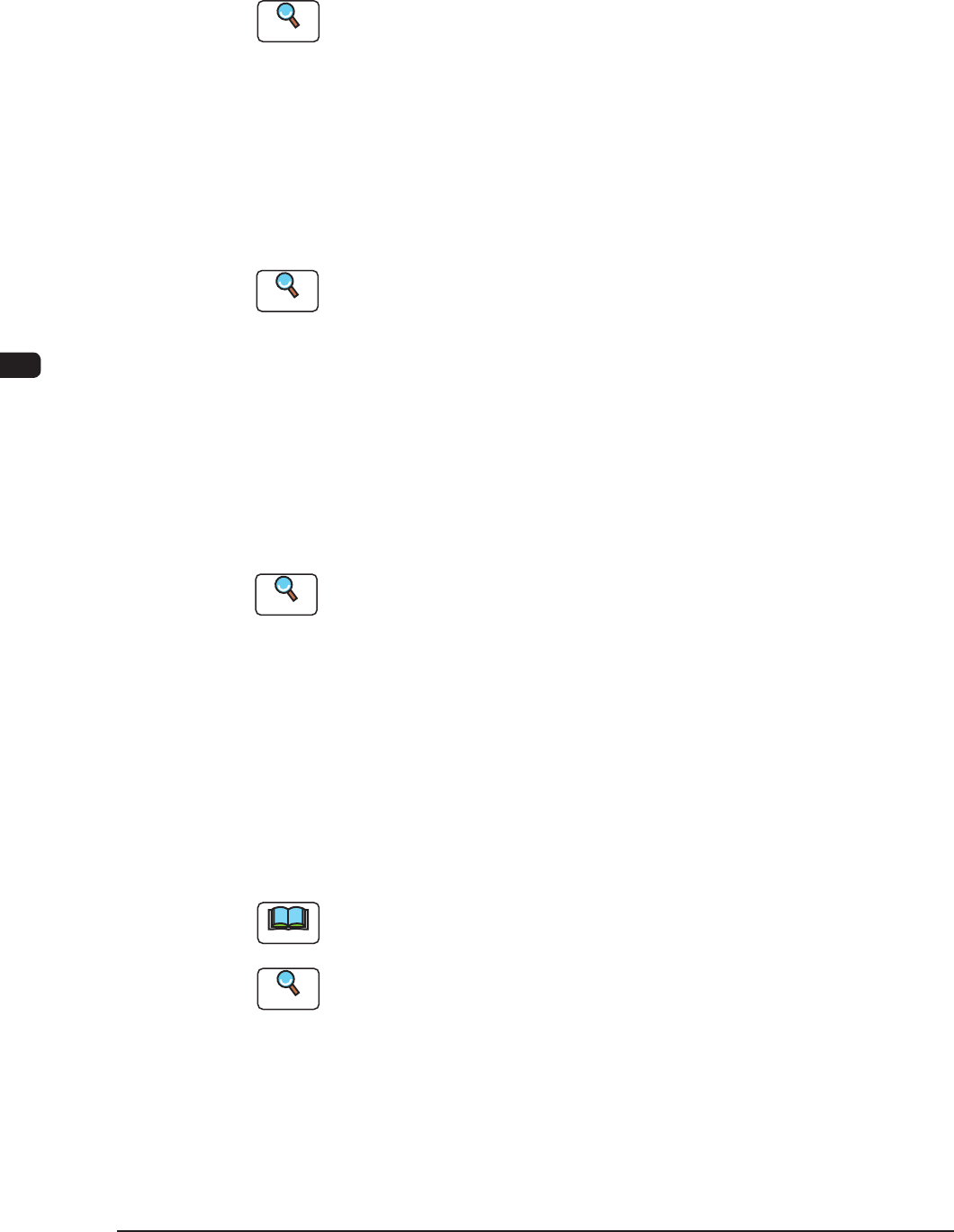
(15) 将丝网框设置在丝网架上,将丝网框固定机械阀倒向下侧固
定丝网框。
丝网框固定机械阀开关
F1D13
Note
出厂时,将丝网框的厚度设为 30 ~ 40mm 以下,设定丝网框固
定气缸的引脚开关位置。
丝网框的厚度超过 40mm 时,请按以下步骤调整引脚开关位置。
用精密一字形螺丝刀拧紧引脚开关的固定螺丝,调整引脚开关
的位置,使引脚开关的 LED 如下 :
丝网框
固定状态 未固定状态
灭灯 亮灯
T1D2
丝网框固定气缸
引脚开关
固定螺丝
引脚开关
F1D14
0908-001
1OM-1513
4-14
第四章3.生产机种的切换
3.8 丝网识别测试
请使用
“
装置维护
”
→
“
测试确认
”
→
“
丝网识别测试
”
界面,进行丝
网识别测试。
Reference
详细内容请参照
“
第二卷 第三章 8.2 丝网识别测试
”
章节。
3.9 丝网识别
丝网装卸后、电源接通后、系统清除后或丝网坐标变更后,请进行丝
网识别。
使用
“
设定
”
→
“
个别调整
”
→
“
步骤运行
”
界面的 [ 丝网识别 ] 按钮
或
“
控制菜单
”
界面的 [ 丝网识别 ] 按钮,进行丝网识别。
Reference
详细内容请参照
“
第二卷 第三章 5.1 步骤实行
”
或
“
第二章 2.4
控制菜单
”
章节。
3.10位置偏差补正设定
在印刷前的排版中,有丝网开口部和线路板图形的位置偏差时,目视
或用线路板识别照相机进行调整。
该补正量反馈到线路板程序的印刷偏差补正数据。
请使用装置维护
”
→
“
教示
”
→
“
位置偏差补正设定
”
界面,进行线路
板和丝网位置偏差的确认和调整。
Reference
详细内容请参照
“
第二卷 第三章 7.1 位置偏差补正设定
”
章节。
3.11锡膏供给
在丝网上放锡膏。
3.12锡膏搅拌动作
请使用
“
设定
”
→
“
个别调整
”
→
“
锡膏搅拌动作
”
选项卡,用刮板搅
拌丝网上的锡膏。
Note
充分搅拌的锡膏不需要进行该作业。
Reference
详细内容请参照
“
第二卷 第三章 5.4 锡膏搅拌
”
章节。
0908-001