1OM-1513-001_w - 第81页
1OM-1513 1-24 第一章4.网版印刷结构 0908-001 4.4 线路板搬出 工作台 线路板夹板 线路板通过检出传感器 线路板到达检出传感器 线路板支撑台 线路板 F1A29 (1) 线路板定位部解除 “ 线路板夹板 ” 下的线路板固定,线路板支撑台下 降,线路板移动到线路板定位部的传送带上。 (2) R 传送带和线路板定位部的传送带驱动,通过 “ 线路板通过检出传感 器 ” 确认线路板移载到 R 传送带时,线路板定…
1OM-1513
第一章4.网版印刷结构
1-230908-001
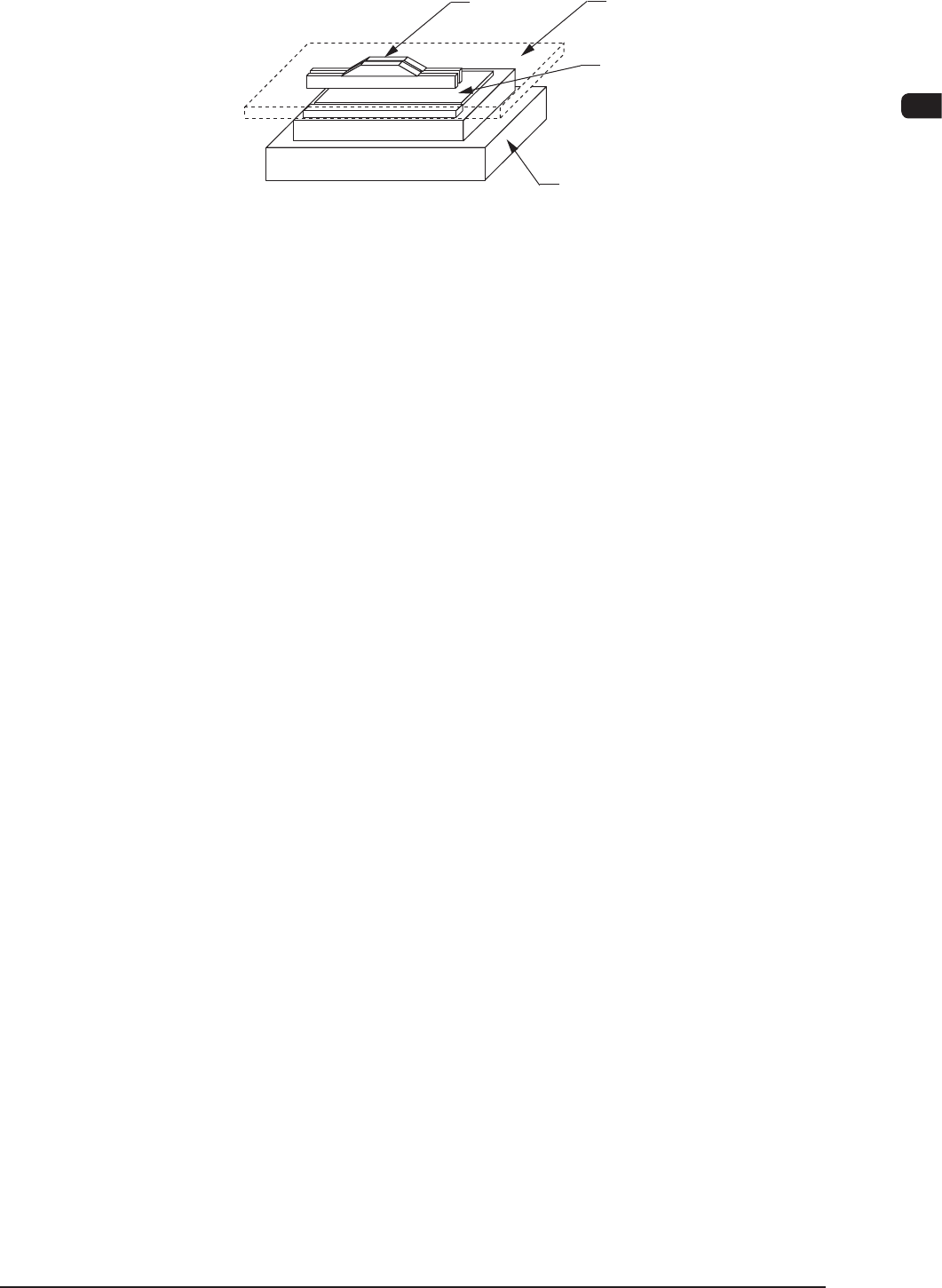
4.3 印刷
丝网
刮板
工作台
线路板
F1A28
(1)单侧印刷时
刮板位于印刷段后侧时,
“
刮板 B( 后 )
”
下降,向前侧移动进行
印刷。
刮板位于印刷段前侧时,
“
刮板 A( 前 )
”
下降,向后侧移动进行
印刷。
往返印刷时
“
刮板 A( 前 )
”
下降,向后侧移动进行印刷后,在后侧刮板 A 上升。
之后,
“
刮板 B( 后 )
”
下降,向前侧移动进行印刷。
(2) 刮板停止后,工作台下降到线路板程序中设定的
“
离版距离
”
后,刮板
上升。
(3) 工作台
Z 轴下降到
“
补正移动高度
”
,工作台 X 轴、θ 轴向原点移动。
(4) 工作台
Z 轴下降到线路板搬送高度。
1OM-1513
1-24
第一章4.网版印刷结构
0908-001
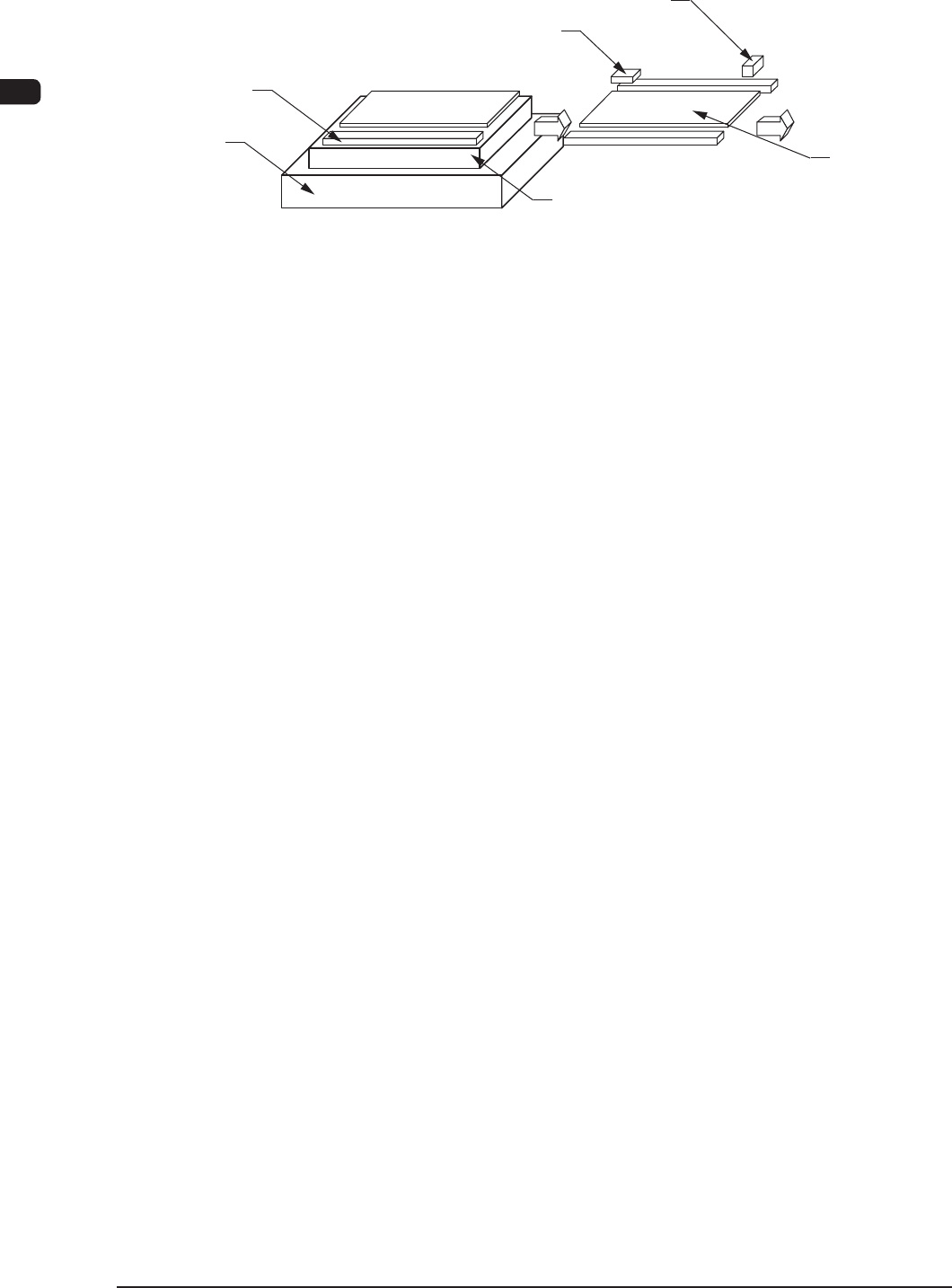
4.4 线路板搬出
工作台
线路板夹板
线路板通过检出传感器
线路板到达检出传感器
线路板支撑台
线路板
F1A29
(1) 线路板定位部解除
“
线路板夹板
”
下的线路板固定,线路板支撑台下
降,线路板移动到线路板定位部的传送带上。
(2) R 传送带和线路板定位部的传送带驱动,通过
“
线路板通过检出传感
器
”
确认线路板移载到 R 传送带时,线路板定位部的传送带就停止。
(3) 通过
“
线路板到达检出传感器
”
检出线路板后,R 传送带就停止。
(4) 从后工序装置接受
“
作业要求信号
”
后,R 传送带驱动,线路板被传送
到后工序装置上。
(5) 后工序装置的
“
作业要求信号 OFF
”
时,R 传送带就停止。
1OM-1513
第一章5.各种功能
1-250908-001
5. 各种功能
5.1 锡膏搅拌动作功能
利用锡膏的翻滚 ( 夹在刮板和丝网之间的锡膏蜗旋式搅拌的现象 ),在印刷
前混练锡膏,可进行稳定印刷。
Note
充分搅拌的锡膏不需要进行该作业。
Reference
详细内容请参照
“
第二卷 第三章 5.4 锡膏搅拌
”
章节。
5.2 坐标教示功能
对线路板识别标记位置及丝网识别标记位置坐标进行教示的功能。
可以分别教示 2 处识别标记的位置坐标。
Reference
详细内容请参照
“
第二卷 第三章 7.2 坐标教示
”
章节。
5.3 治具位置坐标教示功能
吸取并固定线路板时,对支撑治具位置的坐标进行教示的功能。
Reference
详细内容请参照
“
第二卷 第三章 7.3 支撑治具位置教示
”
章节。
5.4 装置诊断、管理功能
可以显示并管理各种传感器 / 马达控制的输入状态、软件版本情报的功能。
Reference
详细内容请参照
“
第三卷 第一章 7.3 装置诊断
”
章节。