JUKYX-193-4110_G5S2.pdf - 第356页
193-41 10 JUKYX 5-2 • 不良対策の第 1 のポイントは、どの現象がどのくらい発生している か、ということを正確につかむことです。 • 第 2 のポイントは、不良が発生した環境や条件などの傾向をつかむ ことです。 具体的な項目としては、以下のようになります。 (1) 特定の部品で発生していないか ? (2) 特定の生産ロットで発生していないか ? (3) 特定…
193-4110
JUKYX
5-1
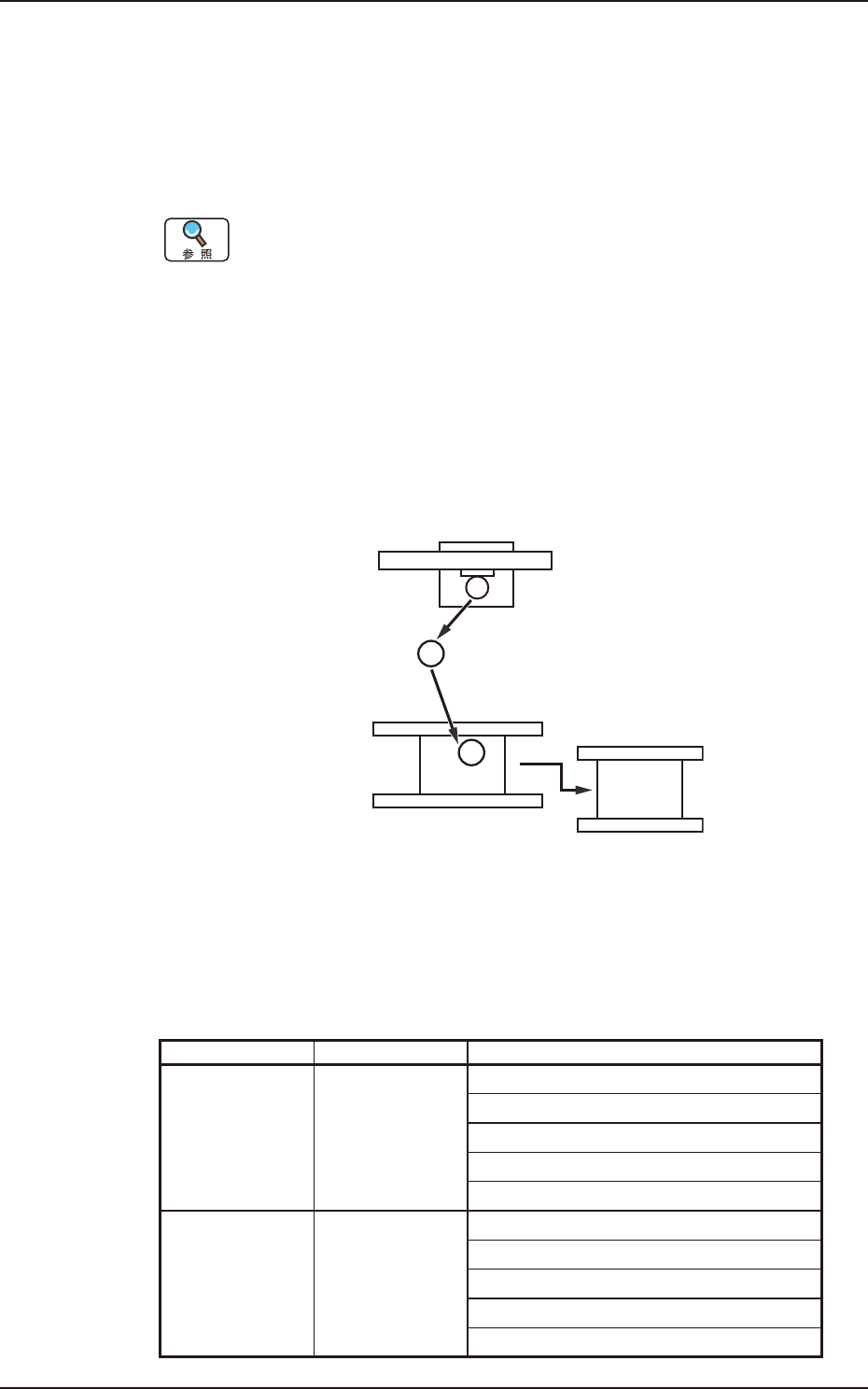
本装置は、以下のように工程 A、B、C、D、E に分類することができます。
動作概要については、“1 巻 1 章 4. 表面実装のしくみ”を参照してくだ
さい。
工程 A : 装着ヘッドがフィーダベース部に移動し、部品を吸着します。
工程 B : 部品を吸着したヘッドが部品認識カメラに移動し、部品認識
処理が行われます。
工程 C : 基板位置決め部に移動するまでの間に、装着角度が補正され
ます。
工程 D :部品が基板上に装着されます。
工程 E :部品装着済みの基板が排出されます。
1
2
3
フィーダベース部
部品認識カメラ
基板位置決め部
工程A
工程B
工程C
工程D
工程E
F4E1
この工程を基準に考えた場合、不良は、次の 2 つに大別することができます。
装着前の不良:主に、工程 A、B、C で発生します。
装着後の不良 : 主に、工程 D、E で発生します。
さらに、この不良は下表のように分類することができます。
装着前の不良 部品吸着異常 部品が吸着できない。
部品の立ちが 発生する。
認識異常が発生する。
部品が落 下する。
その他
装着後の不良 部品装着異常 部品の位置ズレ、 角度ズレが発生する。
部 品 が 裏 返して 装 着される 。
部品の欠品が発生する。
部品の割れ / 欠けが 発生する。
その他

193-4110
JUKYX
5-2
•
不良対策の第 1 のポイントは、どの現象がどのくらい発生している
か、ということを正確につかむことです。
•
第 2 のポイントは、不良が発生した環境や条件などの傾向をつかむ
ことです。
具体的な項目としては、以下のようになります。
(1) 特定の部品で発生していないか ?
(2) 特定の生産ロットで発生していないか ?
(3) 特定の装置で発生していないか ?
(4) 発生時期が限定していないか ?
•
第 3 のポイントは、どの工程で発生しているか、ということです。
通常、装着後の不良は最終の検査工程で発見される場合がほとんど
ですが、その場合には各工程の途中でチェックを行い、工程を特定
することが必要です。
不良対策については、これらの 3 つのポイントを押えて、現象を正
確に把握することが何より大切であり、これにより“要因の絞り込
みと対策立案”が可能になります。
この現象把握をいいかげんに行いますと、効果のない対策の実施な
どにより、不良対策に時間がかかります。
特に、発生率の低い不良に対しては、正確にデータを取り、その結
果に対して要因を検討し、対策する必要があります。
193-4110
JUKYX
5-3
部品やロットが限定している場合には、まず部品を調べます。
部品が要因と考えられる場合は、次のような事例があります。
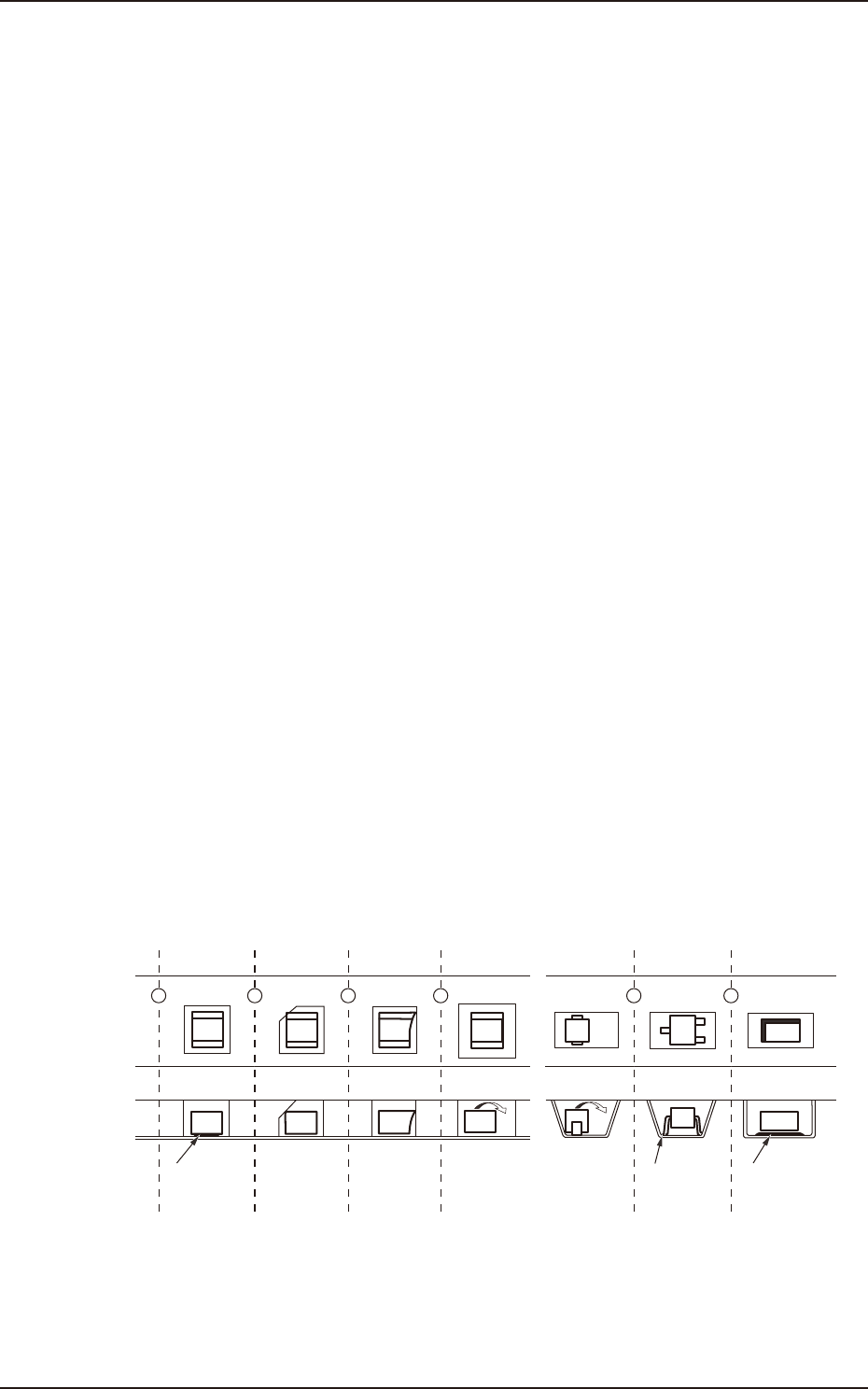
(1-1) 部品がボトムテープに付着している。
(1-2) テープ穴の形状不良。
(1-3) 部品の形状不良。
(1-4) テープ穴が大きいため部品が横転する。
(1-5) テープ穴の底面の平坦度不良。
(1-6) 部品底面にオイル / 離型剤が付着している。
(1-1) から (1-4) については紙テープの部品で、(1-4) から (1-6) は
エンボステープの部品で発生しやすい傾向があります。
また、0603、1005 サイズなどの微小部品では、テーピングの影響を
直接受けますので、特に注意が必要です。
テーピング状態の良否の判断の目安は、「トップカバーテープを剥離
した状態で、テープを逆さまにしたときに部品が自由落下する」と
いうことです。
テーピングの仕様に関しては、JIS-C0806 で規定がありますが、前記
の (1-1) から (1-6) についての細かな規格はありませんので、部品
購入時、部品メーカに確認しておく必要があります。
ボトムテープ
に付着してい
る
(1-1)
部品のテーピングにおけるトラブル事例
(1-2) (1-3) (1-4) (1-4) (1-5) (1-6)
角穴にバリが
あり引っ掛か
る
部品にバリが
あり引っ掛か
る
テープ穴が大きい
ために部品が横転
する
底面のRに
リードが食
い込む
部品底部に
オイルなど
が付着している
F4E2