MSR服务手册.pdf - 第65页
MSR 服务手册 4.7 元件 供给部:元件 料架 D14SCC-W 5-000-A0 4.7-2 4.7.2 料架台、治 具前端平行 度的调整 料架台、治 具前端平行 度的调整 料架台、治 具前端平行 度的调整 料架台、治 具前端平行 度的调整 相关 Unit No. 1046850200 AB 料架台、 治具前 端平面度 的 调 整 4.7.3 料架台平行度的 调 整 4.7.1 吸着位置的 调 整 = 准备 准备 准备 准备 = …
MSR
服务手册
4.7 元件供给部:元件料架
4.7-1 D14SCC-W5-000-A0
4.7 元件供给部:元件料架
元件供给部:元件料架元件供给部:元件料架
元件供给部:元件料架
Sentence No. D14SCC-W5-000-A0
4.7.1 吸着位置的调整
吸着位置的调整吸着位置的调整
吸着位置的调整
相关 Unit No.
1046850200AB
吸着位置的调整
4.7.2
料架板、治具前端平
面度的调整
4.9.1 Z
轴电机和滚珠丝
杠的更换
=准备
准备准备
准备=
1. Z轴吸着位置确认治具
2. 规衬套
►吸着位置的调整
吸着位置的调整吸着位置的调整
吸着位置的调整
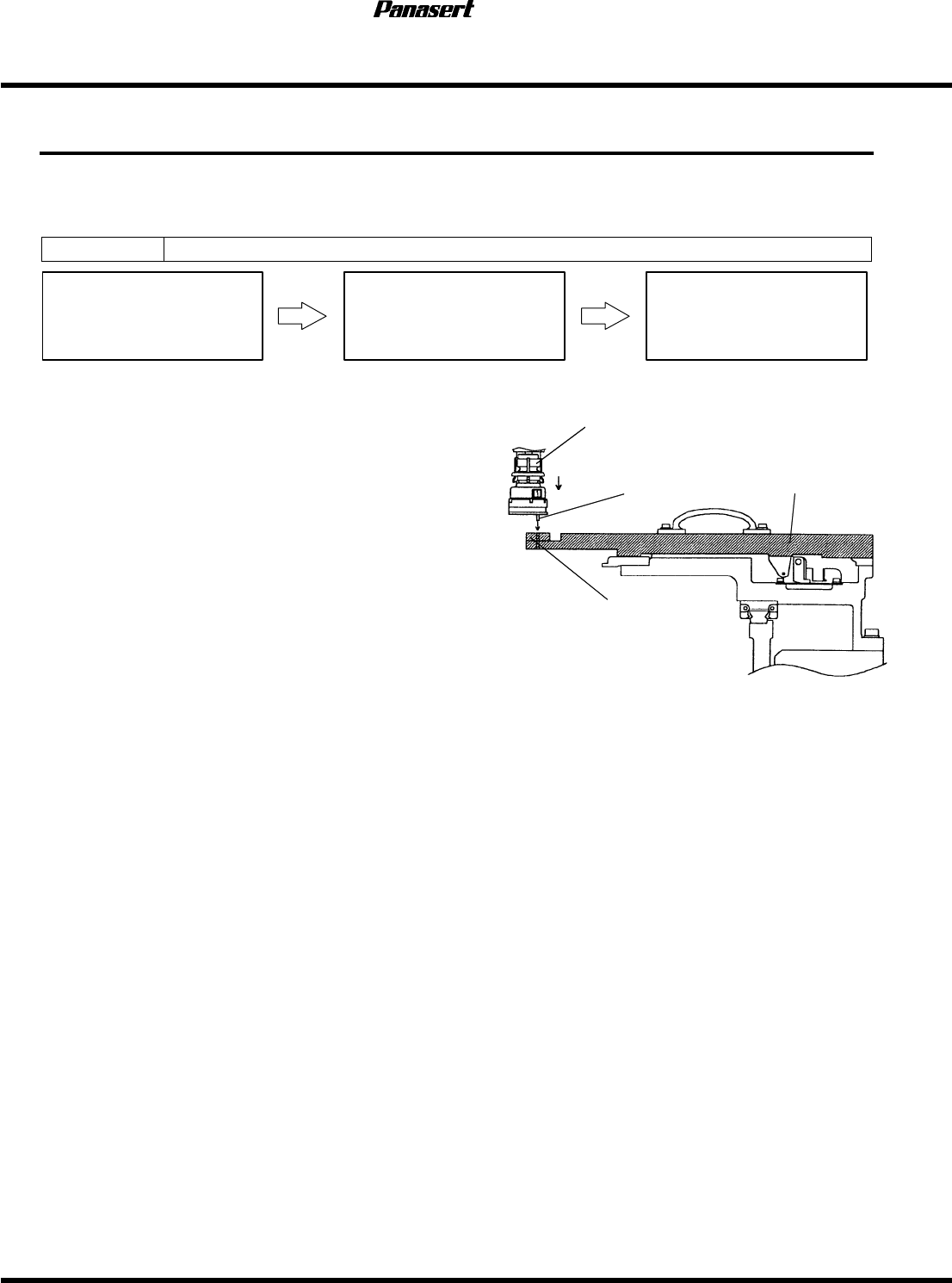
1. 打开电源,进行返回原点。
2. 将“HEAD SERVO”(头伺服)置于OFF。
3. 将Z轴吸着位置确认治具设置于料架台的Z1处。
4. 将滑动轴杆装在No.1吸嘴装置的1号吸嘴处。
5. 关闭变压器的电源。
6. 转动手轮使滑动轴杆在吸着站上下动作,
确认滑动轴杆可自由进入规衬套的孔中。
7. 不能自如进入时,旋松料架台的螺栓,调整吸着位置。
8. 旋紧料架台的螺栓。
9. 打开变压器的电源。
规衬
套
吸嘴
头
滑
动轴
杆
Z
轴
吸着位置
确认
治具
MSR
服务手册
4.7 元件供给部:元件料架
D14SCC-W5-000-A0 4.7-2
4.7.2 料架台、治具前端平行度的调整
料架台、治具前端平行度的调整料架台、治具前端平行度的调整
料架台、治具前端平行度的调整
相关 Unit No.
1046850200AB
料架台、治具前端平面度
的调整
4.7.3
料架台平行度的调整
4.7.1
吸着位置的调整
=准备
准备准备
准备=
1. Z轴吸着位置确认治具
2. 百分表
3. 磁性表架
4. 塞片
►料架台平行度的调整
料架台平行度的调整料架台平行度的调整
料架台平行度的调整
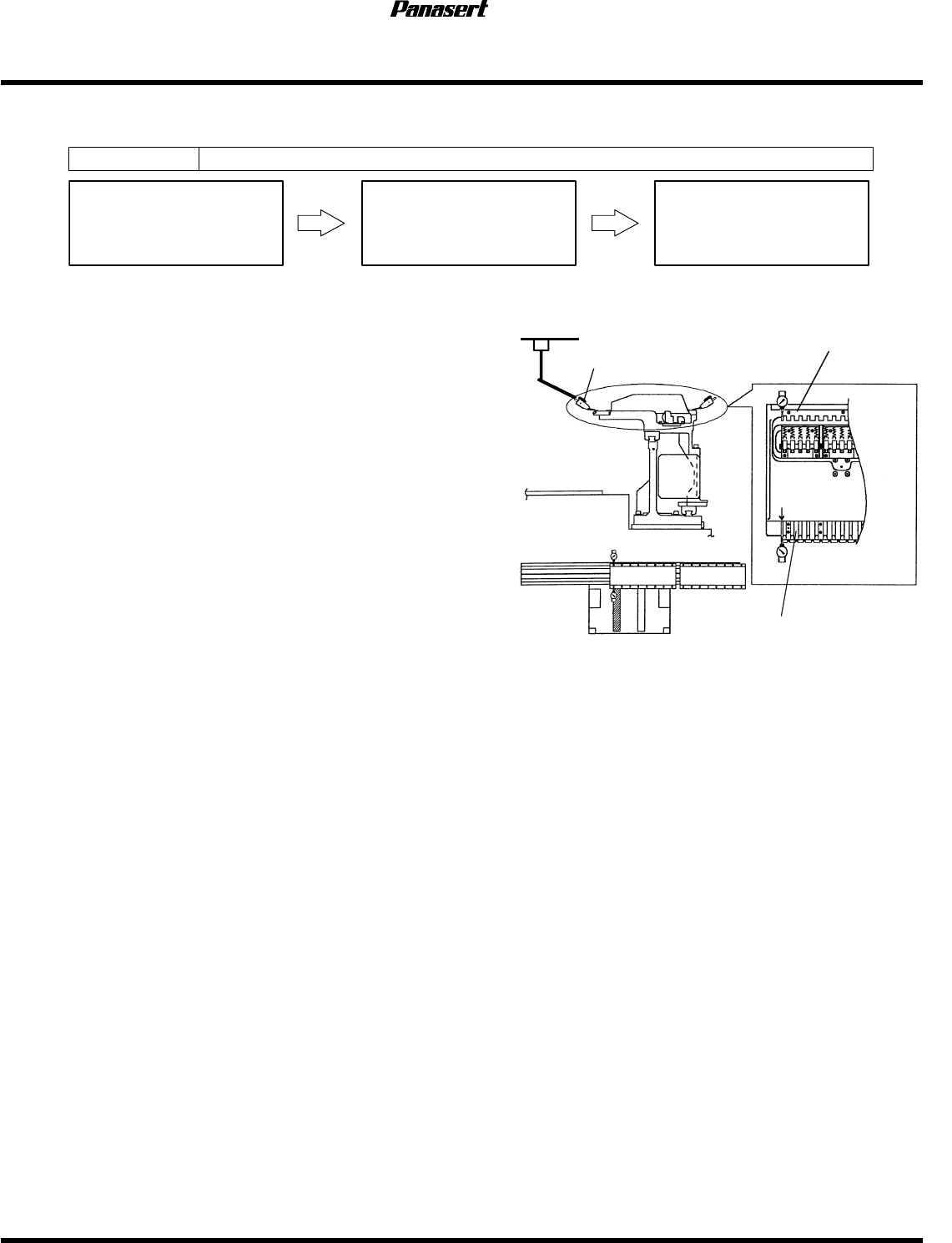
1. 关闭变压器的电源。
2. 将磁性表架设置于上部框架。
3. 将百分表针置于料架台(前侧)上的测定位置(Z1),
并置零(基准)。
4. 检查料架台的平行度。
=规格值
规格值规格值
规格值=
平行度:0.1mm以内
=提示
提示提示
提示=
移动元件供给部以使吸着位置与确认位置接近。
=确认
确认确认
确认=
请每隔10个Z编号确认平行度。
5. 在规格值之外时,旋松料架台的螺栓,放入塞片,调整平行度。
6. 旋紧料架台的螺栓。
7. 再次检查平行度。
8. 将百分表置于料架台(后侧)上的测定位置(Z1),并置零(基准)。
9. 检查料架台的平行度。
=规格值
规格值规格值
规格值=
平行度:0.1mm以内
=提示
提示提示
提示=
移动元件供给部以使吸着位置与确认位置接近。
=确认
确认确认
确认=
请每隔10个Z编号确认平行度。
10. 在规格值之外时,旋松料架台的螺栓,放入塞片,调整平行度。
11. 旋紧料架台的螺栓。
12. 再次检查平行度。
13. 打开变压器的电源。
百分表
料架台(后面)
料架台(前面)
ZL
ZR
Z1
MSR
服务手册
4.7 元件供给部:元件料架
4.7-3 D14SCC-W5-000-A0
►料架台平行度的调整
料架台平行度的调整料架台平行度的调整
料架台平行度的调整
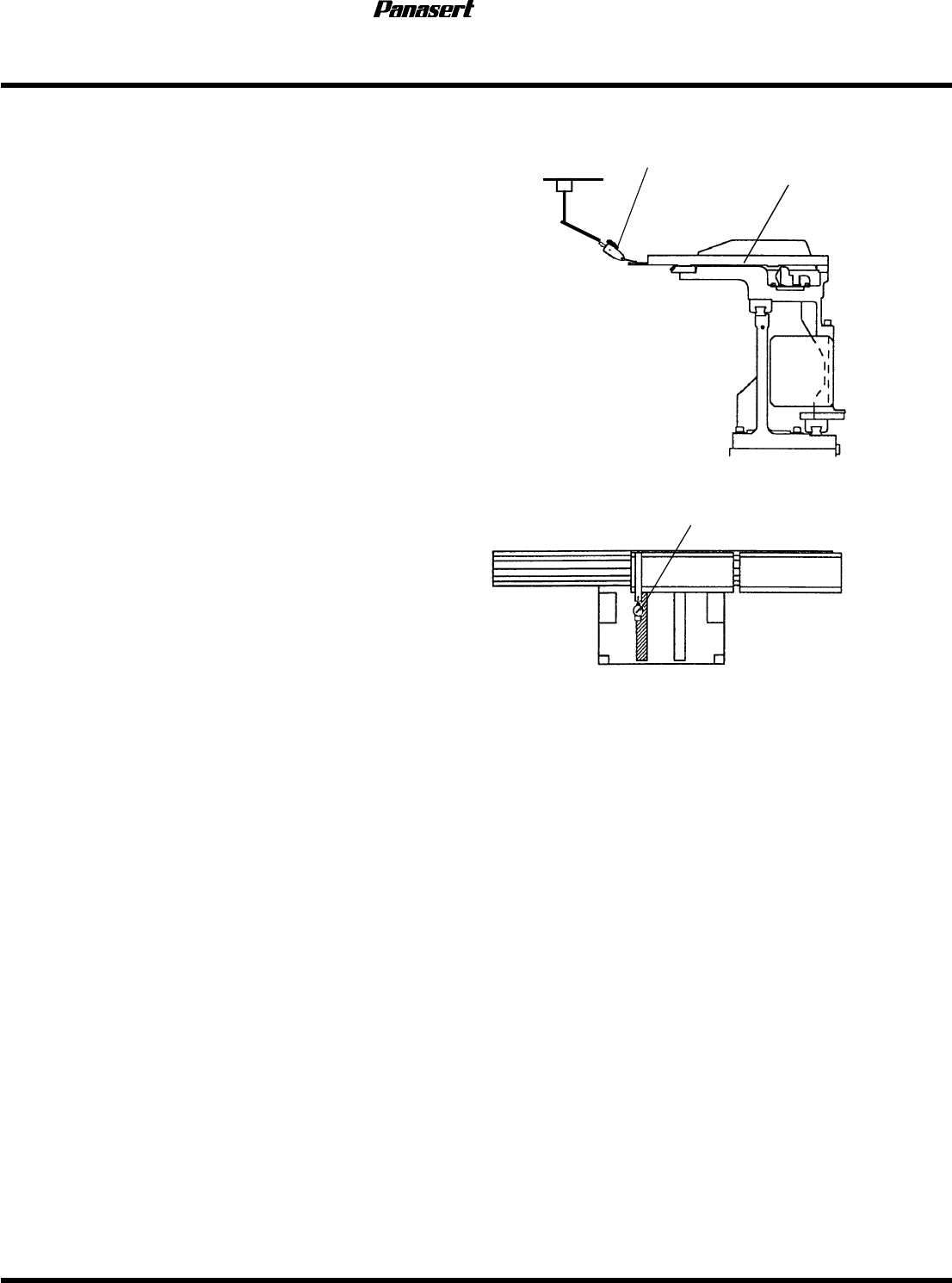
1. 关闭变压器的电源。
2. 将磁性表架设置于上部框。
3. 将Z轴吸着位置确认治具安装于料架台的Z1处。
4. 将百分表针置于Z轴吸着位置确认治具,并置零
(基准)。
5. 检查料架台的平行度。
=规格值
规格值规格值
规格值=
平行度:0.1mm以内
=提示
提示提示
提示=
移动元件供给部以使吸着位置与确认位置接近。
=确认
确认确认
确认=
请每隔10个Z编号确认平行度。
6. 在规格值之外时,旋松料架台的螺栓,放入塞片,
调整平行度。
7. 旋紧料架台的螺栓。
8. 再次检查平行度。
9. 打开变压器的电源。
百分表
ZL ZR
百分表
Z
轴吸着位置确认治具