DGS-程序手册_04BFC.pdf - 第1151页
程序手册 7.11 各种设定 EJS9AC-MB-07P-20 Page 7-189 项目 说明 ‘ 品质 ’ ‘ 贴装前排出 NG 元件 ’ 可防止在识别时发生错误的元件掉落 到基 板上。如果在贴装前将 NG 元件的排出设定为 有效,即会在贴装之前排出识别时发生错 误的元件。 ( 通常, 如果存在在识别时发生错误的元 件, 将在贴装这个元件后 再作为 NG 元件而排出,因此元件有可能 会掉落到基板上。 ) * 待识别结果后再排出元件、…
程序手册
7.11
各种设定
Page 7-188 EJS9AC-MB-07P-20
项目
说明
‘
托盘侧面可变
–
单一模式
’
在工作台模式下选择了
[
单一
]
时,设定是否将托盘使用侧面设定
为可变。
• [
不可
(
以生产数据指定
)]
下载时,在设备上指定。
• [
可
(
能够在设备上变更
)]
在本功能下,能够在下载到设备时,选择
‘
托盘使用侧面
’
所指
定托盘以外的托盘侧面。
‘
亮度等级贴装
’
‘
亮度等级贴装
’
设定是否进行等级贴装。
*
只有在
[
设备
]
选择了
[<
全部
>]
时,能够进行编辑。
等级贴装功能不能与下述功能并用。
•
大型基板
(
使用搬送
2
次的实装
)
•
设定为托盘元件
•
指定了实装优先顺序的实装
(
在等级贴装上自动附带了实装优
先顺序,因此不能并用。
)
•
等级贴装对象的工作台为不连续的设定
(
不能在等级贴装对象
的工作台之前设定对象外的工作台。
)
•
与等级贴装相反的分配条件
‘
不是亮度等级贴装元件的元件
的贴装方法
’
设定不属于等级贴装元件的元件贴装工作台。
• [
在和亮度等级贴装元件相同区块的工作台上贴装
]
• [
在亮度等级贴装对象外工作台贴装
]
‘
亮度等级贴装工作台
–
工作台
1’
需要将等级贴装元件配置到工作台
1
上时,设定本项目。
‘
亮度等级贴装工作台
–
工作台
2’
需要将等级贴装元件配置到工作台
2
上时,设定本项目。
‘
等级贴装对象工作台
–
工作台
3 (
仅
3
工作台的设备有效
)’
需要将等级贴装对象元件设置到工作台
3
时,设定本项目。
*
不具工作台
3
的设备,无法设定。
‘
等级贴装对象工作台
–
工作台
4 (
仅
4
工作台的设备有效
)’
需要将等级贴装对象元件设置到工作台
4
时,设定本项目。
*
不具工作台
4
的设备,无法设定。
‘1
区块内元件用完贴装点取消
’
当元件用完时,设定是否从相同区块内相同供料器所实装的实装
点中,取消全部尚未实装元件的实装。
‘1
区块内元件用完防止
–
停止
’
为了防止从相同区块内不同等级的编带上实装元件,而管理剩余
数量,并比较当前的每个剩余数量和图像所使用的元件点数,当
剩余数量不足之际,不开始生产而视为元件用完,以此来防止实
装中途区块的生产。
程序手册
7.11
各种设定
EJS9AC-MB-07P-20 Page 7-189
项目
说明
‘
品质
’
‘
贴装前排出
NG
元件
’
可防止在识别时发生错误的元件掉落到基板上。如果在贴装前将
NG
元件的排出设定为有效,即会在贴装之前排出识别时发生错
误的元件。
(
通常,如果存在在识别时发生错误的元件,将在贴装这个元件后
再作为
NG
元件而排出,因此元件有可能会掉落到基板上。
)
*
待识别结果后再排出元件、再进行贴装动作,因此周期时间会
大出等待识别结果的这一段时间。
‘
微小元件回归检测
’
设定是否对微小元件执行拿回检测。元件贴装后以识别照相机识
别吸嘴尖端,并检测是否发生微小元件的拿回检测。
‘
高密度实装
’
‘
最优化决定贴装优先顺序
’
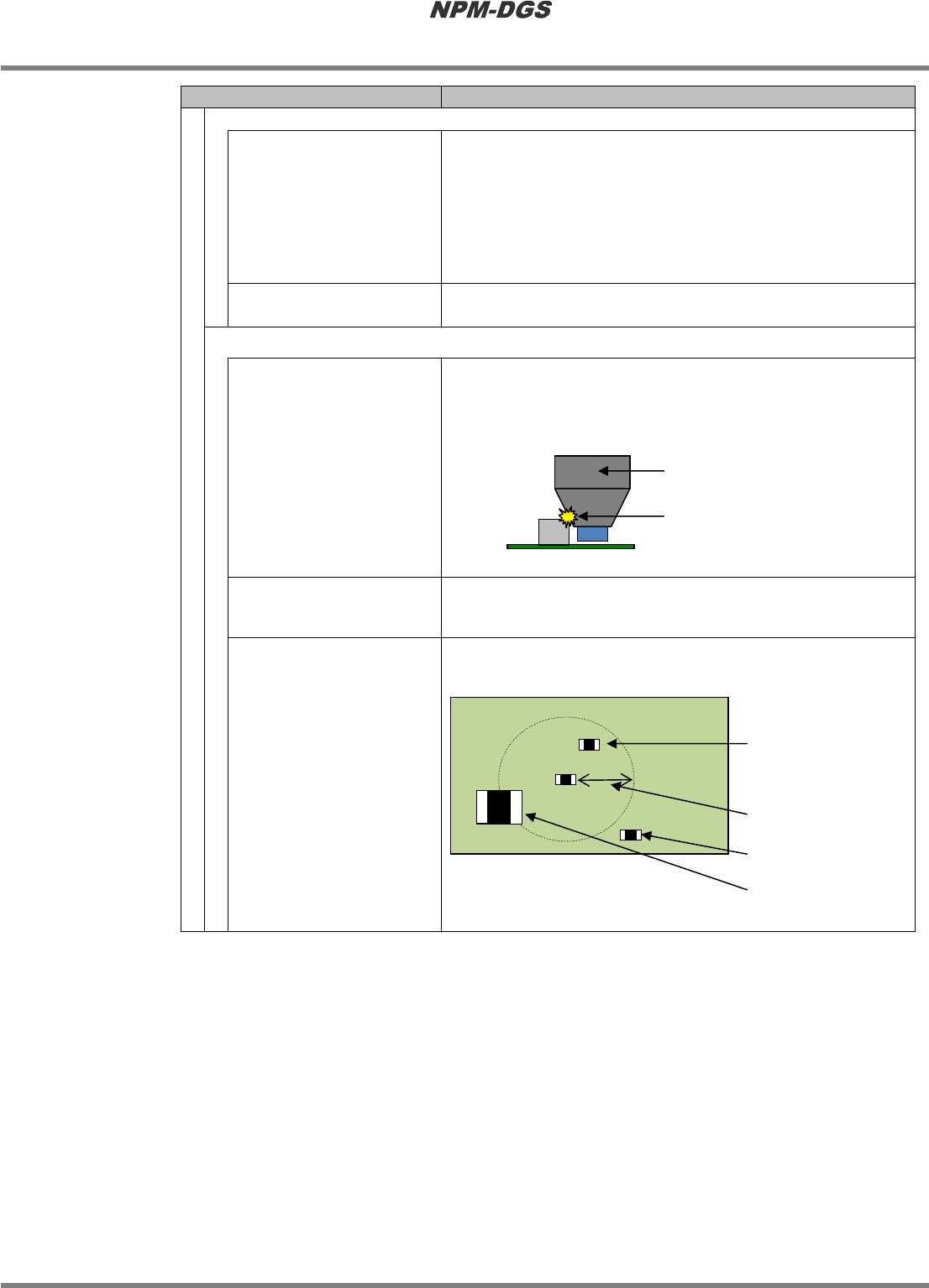
在贴装元件时,为了防止既已贴装完毕的元件与吸嘴尖端产生干
涉,而决定元件配置与贴装顺序。
*
使用本功能时,将优先防止干涉,因此生产率有可能会恶化。
‘
最大元件大小
(L
或者
W)’
通过最优化自动决定贴装优先顺序时,指定对象元件的最大尺寸。
‘
实装点之间的距离
’
通过最优化自动决定贴装优先顺序时,事先决定贴装点间距离以
内贴装点的优先顺序。
与贴装完毕元件的干涉
吸嘴尖端
R
C
根据最优化距定优先
顺序
贴装点间距离
根据最优化决定优
先顺序
没有决定优先顺序
程序手册
7.11
各种设定
Page 7-190 EJS9AC-MB-07P-20
项目
说明
‘
品质
’
‘
超出长度
’
‘
从基板右端
’
显示超出基板右端的量。
‘5.8.4
实装点的编辑
’
®
‘
■基板超出长度
’
‘
从基板右端
-
上游侧基台
’
设定在上游侧基台超出基板右端的量。
‘5.8.4
实装点的编辑
’
®
‘
■基板超出长度
’
‘
从基板右端
-
下游侧基台
’
设定在下游侧基台超出基板右端的量。
‘5.8.4
实装点的编辑
’
®
‘
■基板超出长度
’
‘
从基板左端
’
显示超出基板左端的量。
‘5.8.4
实装点的编辑
’
®
‘
■基板超出长度
’
‘
从基板左端
-
上游侧基台
’
设定在上游侧基台超出基板左端的量。
‘5.8.4
实装点的编辑
’
®
‘
■基板超出长度
’
‘
从基板左端
-
下游侧基台
’
设定在下游侧基台超出基板左端的量。
‘5.8.4
实装点的编辑
’
®
‘
■基板超出长度
’
‘
支撑销
’
‘
自动更换
’
设定执行自动更换或是不更换支撑销。
*
只显示在可以安装支撑销自动更换单元的设备上。
‘
高生产模式
’(
只有在
NPM-D3(NM-EJM6D) / NPM-W2(NM-EJM7D) / NPM-DX(NM-EJM8D)
上有效
)
‘
高生产模式
对象工作台
1’
在工作台
1
侧以高生产模式进行生产。
• [ON]
• [OFF]
‘
高生产模式
对象工作台
2’
在工作台
2
侧以高生产模式进行生产。
• [ON]
• [OFF]
‘
高生产模式
对象工作台
3’
在工作台
3
侧以高生产模式进行生产。
• [ON]
• [OFF]
‘
高生产模式
对象工作台
4’
在工作台
4
侧以高生产模式进行生产。
• [ON]
• [OFF]
*
关于等级贴装的详细内容,请参照
‘13.1
等级贴装功能
’
。
*
关于支撑销的详细,请参照
‘13.2
支撑销配置数据的编制功能
’
。
n
按钮
按钮
说明
[
默认选中的
]
将所选择的选项变更为默认设定。
[
默认所有显示的
]
将所显示的所有选项变更为默认设定。
[
默认所有
]
将所有的选项变更为默认设定。
[
确定
]
保存设定后关闭画面。
[
取消
]
取消所输入的设定后关闭画面。