DGS-程序手册_04BFC.pdf - 第781页
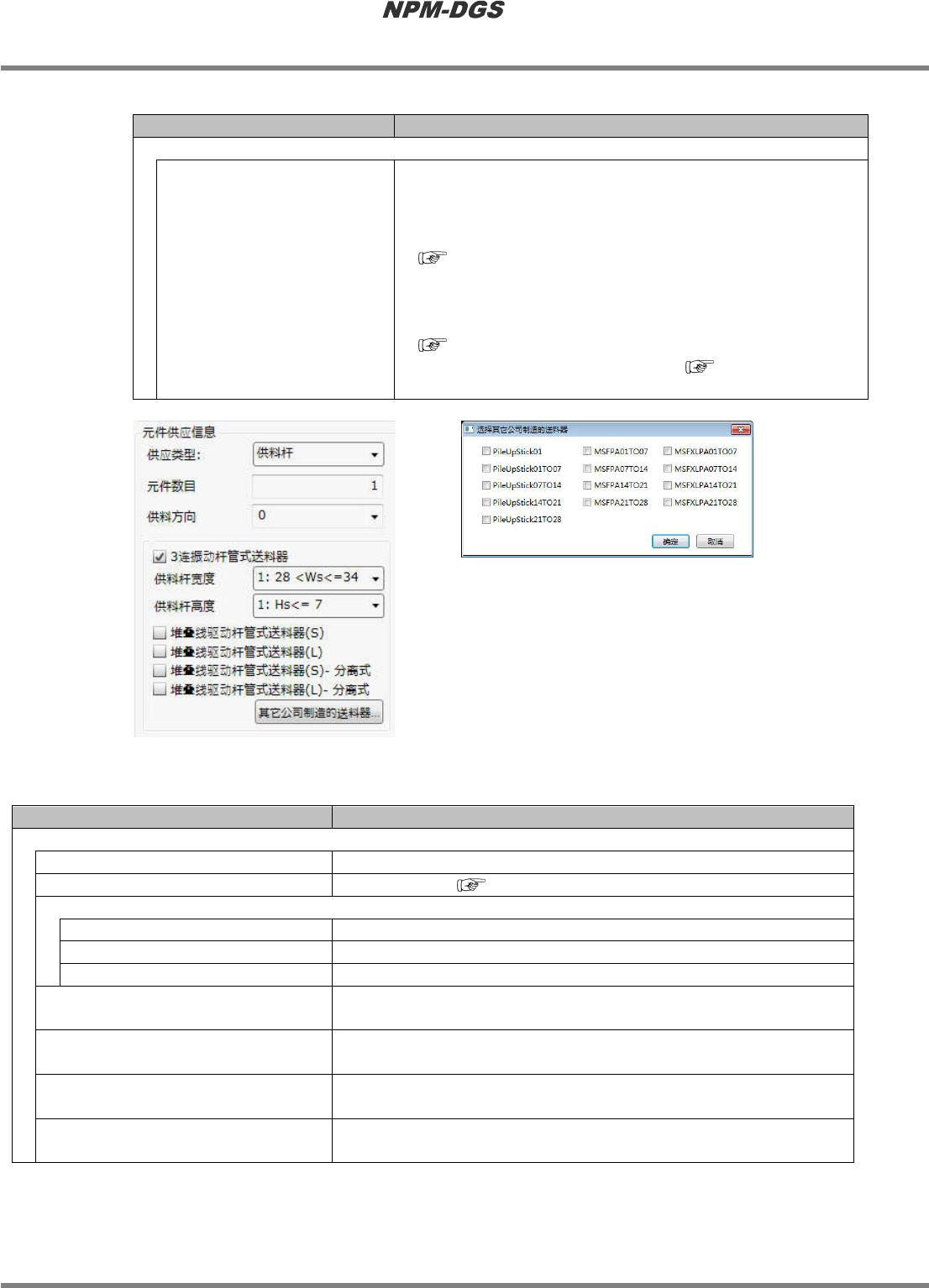
程序手册 6.5 添加新的元件 EJS9AC-MB-06P-18 Page 6-75 n 按钮 ( 仅在杆管式供给时显示 ) 项目 说明 [ 其他公司制造的送料器 ] 将显示其他公司制造送料器的选择画 面。可 设定多个其他公司制造的 送料器,但是混合使用杆管式送料器 和其他 公司制造的送料器时,最 多可使用 10 个。
程序手册
6.5
添加新的元件
Page 6-74 EJS9AC-MB-06P-18
n
设定项目
(
卷带
)
的继续
项目
说明
‘
元件供应信息
’
‘
供料方向
’
代替元件等其式样
(
供应姿势
)
与基准元件不同时,输入两者的
差异。输入后不需变更实装角度。
*
因为会导致式样与
0
度定义不一致,尽量不要采用此方法。在
不使用代替元件的情况下,请勿设定该值,而变更实装角度。
( ‘5.8.3
添加实装点
’)
*
为设定有
CM/DT
设备固有信息的元件时,因为
NPM
与
CM/DT
的供给方向不同,因此将显示确认对话框。
请通过
CM/DT
设备固有信息修改式样角度。
(
更改时的确认对话框
‘6.5.3
编辑元件
®
■供给角度
/CM
式样角度更改时的确认对话框
’
、
式样角度的修改
‘6.5.6
编辑
CM
式样角度
’)
n
设定项目
(
供料杆
)
项目
说明
‘
元件供应信息
’
‘
元件数目
’
一个供料杆内的元件数量。
‘
供料方向
’
设定供料方向。
(
■设定项目
(
编带
) ‘
供料方向
’)
‘3
连振动杆管式送料器
’
‘3
连振动杆管式送料器
’
‘
供料杆宽度
’
设定所设置供料杆的宽度。
‘
供料杆高度
’
设定杆子的高度。
‘
堆叠线驱动杆管式送料器
(S) ’
设为可使用堆叠线驱动杆管式送料器
(S)
。
在配置之际占用
2
个槽口。
‘
堆叠线驱动杆管式送料器
(L) ’
设为可使用堆叠线驱动杆管式送料器
(L)
。
配置之际占用
4
个槽口。
‘
堆叠线驱动杆管式送料器
(S)-
分离式
’
设为可使用堆叠线驱动杆管式送料器
(S)-
分离式。配置之际占用
3
个槽
口。
‘
堆叠线驱动杆管式送料器
(L)-
分离式
’
设为可使用堆叠线驱动杆管式送料器
(L)-
分离式。配置之际占用
5
个槽
口。
Parts060603S-08C05
Parts060603S-59C00
程序手册
6.5
添加新的元件
EJS9AC-MB-06P-18 Page 6-75
n
按钮
(
仅在杆管式供给时显示
)
项目
说明
[
其他公司制造的送料器
]
将显示其他公司制造送料器的选择画面。可设定多个其他公司制造的
送料器,但是混合使用杆管式送料器和其他公司制造的送料器时,最
多可使用
10
个。
程序手册
6.5
添加新的元件
Page 6-76 EJS9AC-MB-06P-18
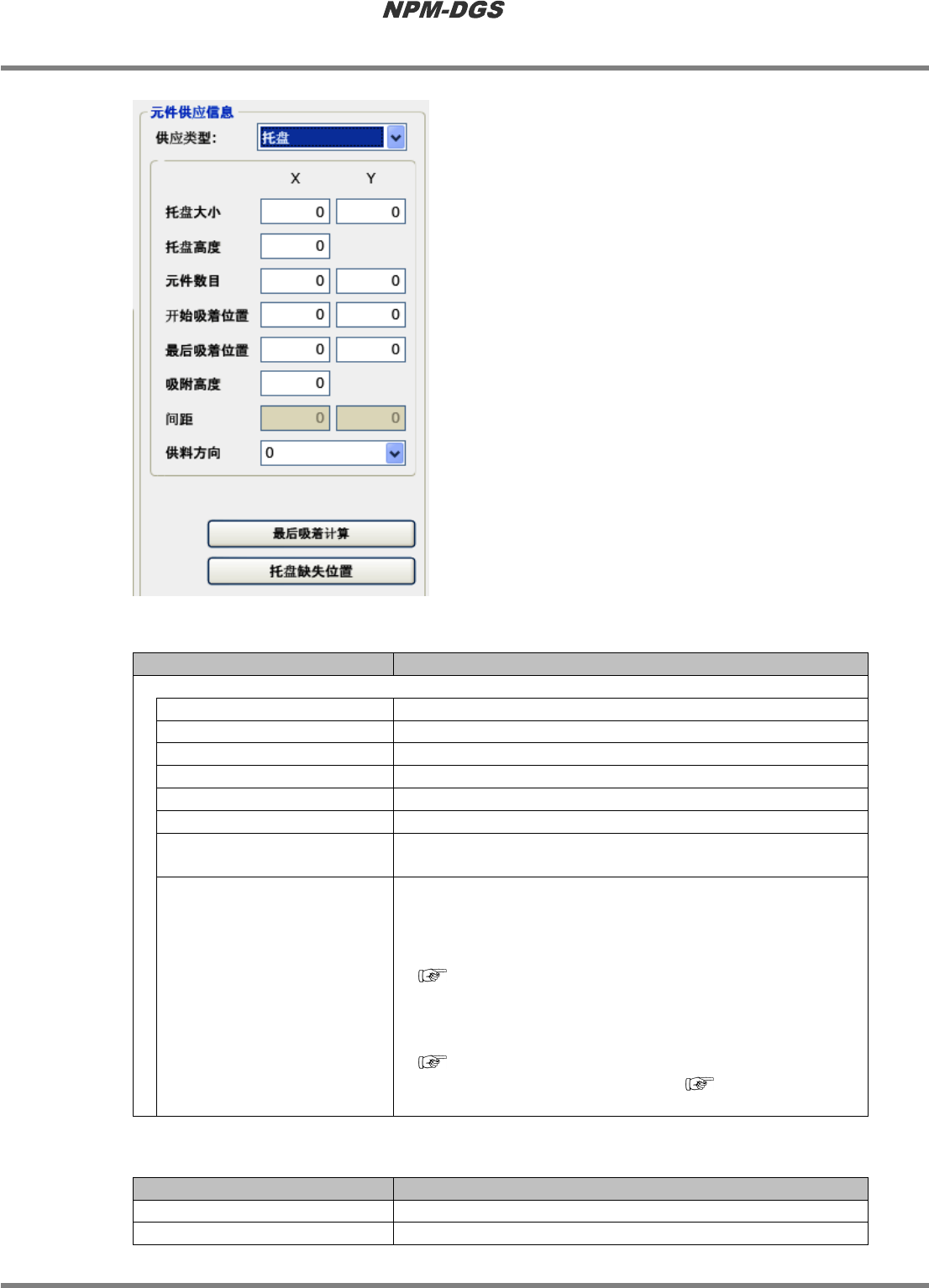
n
设定项目
(
盘式
)
项目
说明
‘
元件供应信息
’
‘
托盘大小
’
托盘的大小
X
、
Y
。
(
输入范围
: 0.01 ~ 335)
‘
托盘高度
’
托盘高度。
(
输入范围
: 0.01 ~ 99.00)
‘
元件数目
’
元件的数量
X
、
Y
。
(
输入范围
: 1 ~ 99)
‘
开始吸着位置
’
开始吸着的元件位置的
X
坐标、
Y
坐标。
‘
最后吸着位置
’
最后吸着的元件位置的
X
坐标、
Y
坐标。也可根据间距来计算。
‘
吸附高度
’
从托盘下面至元件最上面为止的高度。
(
输入范围
: 2.00 ~ 99.00)
‘
间距
’
元件之间的间距。根据开始吸着位置和最后吸着位置来计算。
(
在
此不能变更
)
‘
供料方向
’
代替元件等其式样
(
供应姿势
)
与基准元件不同时,输入两者的
差异。输入后不需变更实装角度。
*
因为会导致式样与
0
度定义不一致,尽量不要采用此方法。在
不使用代替元件的情况下,请勿设定该值,而变更实装角度。
( ‘5.8.3
添加实装点
’)
*
为设定有
CM/DT
设备固有信息的元件时,因为
NPM
与
CM/DT
的供给方向不同,因此将显示确认对话框。
请通过
CM/DT
设备固有信息修改式样角度。
(
更改时的确认对话框
‘6.5.3
编辑元件
®
■供给角度
/CM
式样角度更改时的确认对话框
’
、
式样角度的修改
‘6.5.6
编辑
CM
式样角度
’)
n
按钮
(
只在盘式供应时显示
)
按钮
说明
[
最后吸着计算
]
显示最后吸着位置计算画面。
[
托盘缺失位置
]
显示托盘元件缺失的设定画面。
Parts060603S-09C01