DGS-程序手册_04BFC.pdf - 第808页
程序手册 6.5 添加新的元件 Page 6-102 EJS9AC-MB-06P-18 项目 说明 ‘ 元件本体夹具 ’ ‘ 元件本体夹具宽度控 制 ’ 对元件本体夹具的宽度 控制进行设定。 • [ 标准 ] 使元件本体夹具宽度对准元件外形尺 寸。 • [ 指定宽度 ] 对准已设定的元件本体夹具宽度。 ‘ 元件本体夹具宽度 ’ 设定元件本体在抓住元 件时的宽度。 ‘ 元件本体夹具深度控 制 ’ 对元件本体夹具的深度 控制进行设定。 • …
程序手册
6.5
添加新的元件
EJS9AC-MB-06P-18 Page 6-101
n
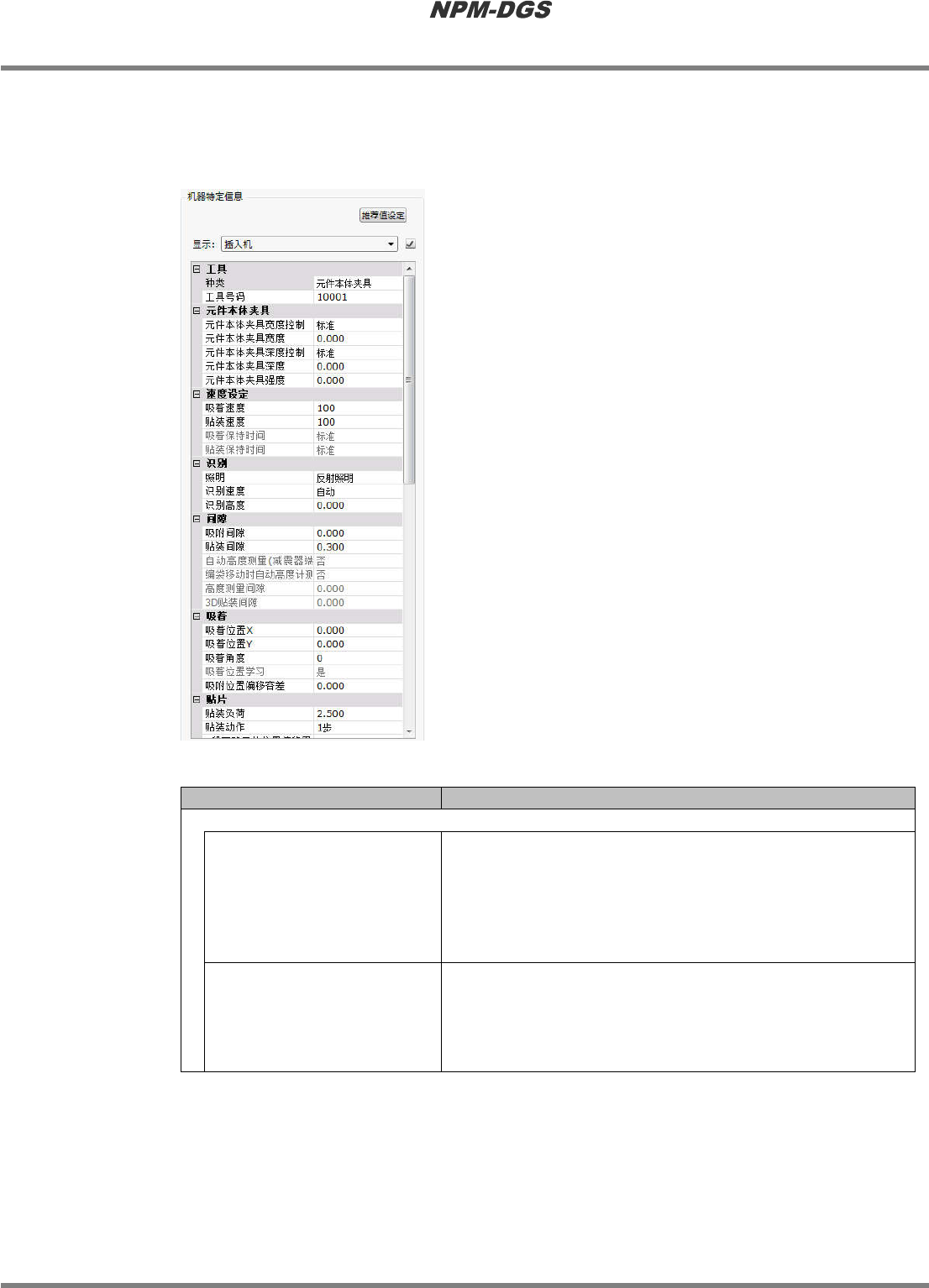
机器特定信息
(
插入机
)
属于机器特定信息,对与机器
(
插入机
)
的动作相关的信息进行设定。
(
勾选了位于
‘
机种’右侧的
复选框时,插入机的设定数据有效。
)
*
机器特定信息只可用于插入机,且设定之后的元件无法在
NPM
、
CM/DT
上使用。
n
设定项目
项目
说明
‘
工具
’
‘
种类
’
选择所使用工具的种类。
有以下四种
:
• [
元件本体夹具
]
• [
引脚夹具
]
• [
吸嘴
]
• [
旋转吸嘴
]
‘
工具
’
设定所使用工具的种类。
吸嘴
: 1001
~
9999
元件本体夹具
: 10001(
无适配器
)
、
10002
~
10999(
有适配器
)
引脚夹具
: 11001(
标准
)
、
11002
~
11999(
特殊
)
旋转吸嘴
: 12001(
标准
)
、
12002
~
12999(
特殊
)
Parts060603S-18C00
程序手册
6.5
添加新的元件
Page 6-102 EJS9AC-MB-06P-18
项目
说明
‘
元件本体夹具
’
‘
元件本体夹具宽度控制
’
对元件本体夹具的宽度控制进行设定。
• [
标准
]
使元件本体夹具宽度对准元件外形尺寸。
• [
指定宽度
]
对准已设定的元件本体夹具宽度。
‘
元件本体夹具宽度
’
设定元件本体在抓住元件时的宽度。
‘
元件本体夹具深度控制
’
对元件本体夹具的深度控制进行设定。
• [
标准
]
自动计算抓住元件的高度。
• [
指定宽度
]
使抓住高度对准已设定的元件本体夹具深度。
‘
元件本体夹具深度
’
设定元件本体夹具抓住元件时的高度。
‘
元件本体夹具强度
’
设定元件本体夹具抓住元件时,对卡爪施加的负荷。
‘
旋转吸嘴
’
‘
旋转动作
’
对旋转吸嘴的动作进行设定。
有以下两种
:
• [
不执行
]
• [
执行
]
‘
速度设定
’
‘
吸着速度
’
吸着元件的速度。
以对最高速度的百分率指定。可选择
100
、
80
、
60
、
40
、
20
,标
准为
100
。
‘
贴片速度
’
贴装元件的速度。
以对最高速度的百分率指定。可选择
100
、
80
、
60
、
40
、
20
,标
准为
100
。
‘
吸着保持时间
’
在吸着时吸头一直降在下面的时间。有以下三种
:
• [
标准
]
• [2
倍
]
• [4
倍
]
‘
贴装保持时间
’
在贴装时吸头一直降在下面的时间。有以下三种
:
• [
标准
]
• [2
倍
]
• [4
倍
]
程序手册
6.5
添加新的元件
EJS9AC-MB-06P-18 Page 6-103
项目
说明
‘
识别
’
‘
照明
’
识别元件时使用的照明模式。有以下
4
种
:
• [
透过照明
]
• [
反射照明
]
• [BGA
照明
]
• [PIP
照明
]
在通常状态下使用
[
反射照明
]
。若要识别
BGA
、
QFP
等小间距的
引线,请选择
[BGA
照明
]
。
(
需准备选购件的带有侧方照相机的线
性照相机
)
要识别插入引脚时,请选择
[PIP
照明
]
。
(
需要选项的
PIP
照明
)
因有引线图像无法稳定等情况,要进行外形识别时,请选择
[
透过
照明
]
。
‘
识别速度
’
识别元件时的速度。有以下
4
种
:
• [
自动
]
• [
高速
]
• [
中速
]
• [
低速
]
在通常状态下使用
[
自动
]
。选择
[
自动
]
后,设备基于元件形状尺寸
下判断,以适当的速度进行动作。也可不靠设备的自动判断,指
定任意速度。但是,我们不推荐这种方法。
‘
识别高度
’
识别元件的高度。
‘
间隙
’
‘
吸附间隙
’
设定吸附时按压元件的量。
(
吸着元件时的吸嘴高度
)
如果设为
0
,吸嘴将以接近元件表面的高度执行吸附。加号
(
+
)
时,在把元件推入编带或托盘的高度吸着。减号
(
-
)
时,在吸嘴
不接触元件的高度吸着。
‘
贴装间隙
’
设定贴装时按压元件的量。
(
贴装元件时的吸嘴高度
)
设定为
0
,在元件接触基板的高度贴装。加号
(
+
)
时,在将元件
推入基板的高度进行贴装。减号
(
-
)
时,在元件不接触基板的高
度进行贴装。
‘
自动高度测量
(
减震器端部传感
器
)’
设定在吸着时是否自动进行高度测量。有以下
2
种
:
• [
否
]
• [
是
]
元件吸附面不稳定
(
柔软
)
时,设定为
‘
否
’
。
‘
编袋移动时自动高度计测
’
设定是否编袋移动时自动高度计测。有以下
2
种
:
• [
否
]
• [
是
]