DGS-程序手册_04BFC.pdf - 第842页
程序手册 6.5 添加新的元件 Page 6-136 EJS9AC-MB-06P-18 设定描绘类型项目 ■ 交叉型描绘类型 项目 说明 ‘ 详细 ’ ‘ 描绘类型 ’ 选择描绘类型 * 。 • 十字型 ‘a’ 设定所选择描绘类型的尺寸 (a) 。 0.01mm ~ ( 元件尺寸 X 、 Y 的大的一方的 2 倍 ) mm ‘b’ 设定所选择描绘类型的尺寸 (b) 。 0.01mm ~ ( 元件尺寸 X 、 Y 的大的一方的 2 倍 )…
程序手册
6.5
添加新的元件
EJS9AC-MB-06P-18 Page 6-135
描绘数据的设定项目
项目
说明
‘
描绘条件
’
‘
描绘移动速度
’
设定描绘速度。
( 0.01 mm/s ~ 99.99 mm/s )
‘
描绘移动等候时间
’
设定待机时间
(XY
电子束移动后,从吸嘴下降起到
XY
电子束移
动为止的时间
)
。
( 0.00 s ~ 9.99 s )
请在描绘开始点的点胶形状不稳定等情形下,设定本项目。
‘
描绘喷出停止时间
’
设定描绘吐出的停止时间
(
切换描绘方向之际的吐出动作停止时
间
)
。
( 0.00 s ~ 9.99 s )
请在切换描绘方向时,点胶量会增多等情形下,设定本项目。
‘
反吸时间
’
设定反吸时间
(
描绘动作结束时,使吸嘴逆向旋转以便将材料返回
到吸嘴的时间
)
。
( 0.00 s ~ 9.99 s )
请在结束描绘时,发生了描绘形状不稳定等情形下,设定这个项
目。
‘
上升等候时间
’
设定上升待机时间
(
描绘后吸嘴上升为止的时间
)
。
( 0.00 s ~ 9.99
s )
请在结束描绘时,描绘形状不稳定等情形下,设定本项目。
*
这个时间将为反吸时间后的时间。
‘
上升待机位置
’
设定上升待机为止
(
从完成描绘动作后,到移动到下一个描绘动作
时的吸嘴上升位置
)
。
( 2.500 mm ~ 25.000 mm
*
)
*
能够设定比点胶条件的
‘
头停止位置
’
大、
‘
头上升位置
’
小的
值。
‘
上升后待机时间
’
设定待机时间
(
完成描绘动作后移动到下一个描绘动作时的时
间
)
。
( 0.00 s ~ 9.99 s )
‘
试贴有无
’
设定试贴的有
/
无。
( On / Off )
‘
注释
’
设定注释。
(
最多
8
个文字
)
‘
描绘坐标
’
‘
描绘编码
’
显示描绘的顺序。
( 1 ~ 100 )
‘X
坐标
’
设定将元件中心视为
0
时的描绘
X
坐标。
( -100.000 mm ~ 100.000 mm )
‘Y
坐标
’
设定将元件中心视为
0
时的描绘
Y
坐标。
( -100.000 mm ~ 100.000 mm )
‘
描绘类型
’
选择描绘类型。
(
点、移动、直线
)
程序手册
6.5
添加新的元件
Page 6-136 EJS9AC-MB-06P-18
设定描绘类型项目
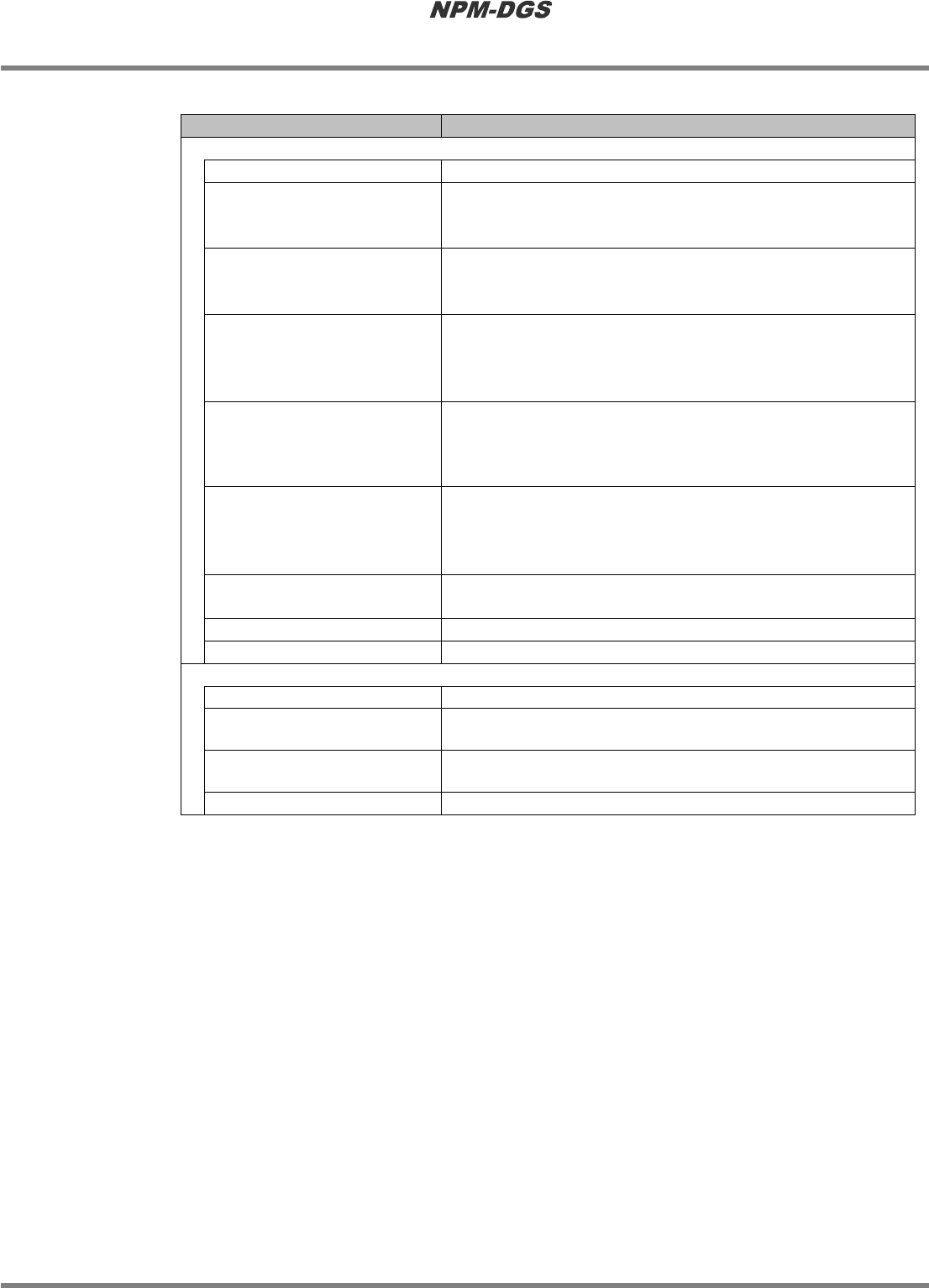
■
交叉型描绘类型
项目
说明
‘
详细
’
‘
描绘类型
’
选择描绘类型
*
。
•
十字型
‘a’
设定所选择描绘类型的尺寸
(a)
。
0.01mm ~ (
元件尺寸
X
、
Y
的大的一方的
2
倍
) mm
‘b’
设定所选择描绘类型的尺寸
(b)
。
0.01mm ~ (
元件尺寸
X
、
Y
的大的一方的
2
倍
) mm
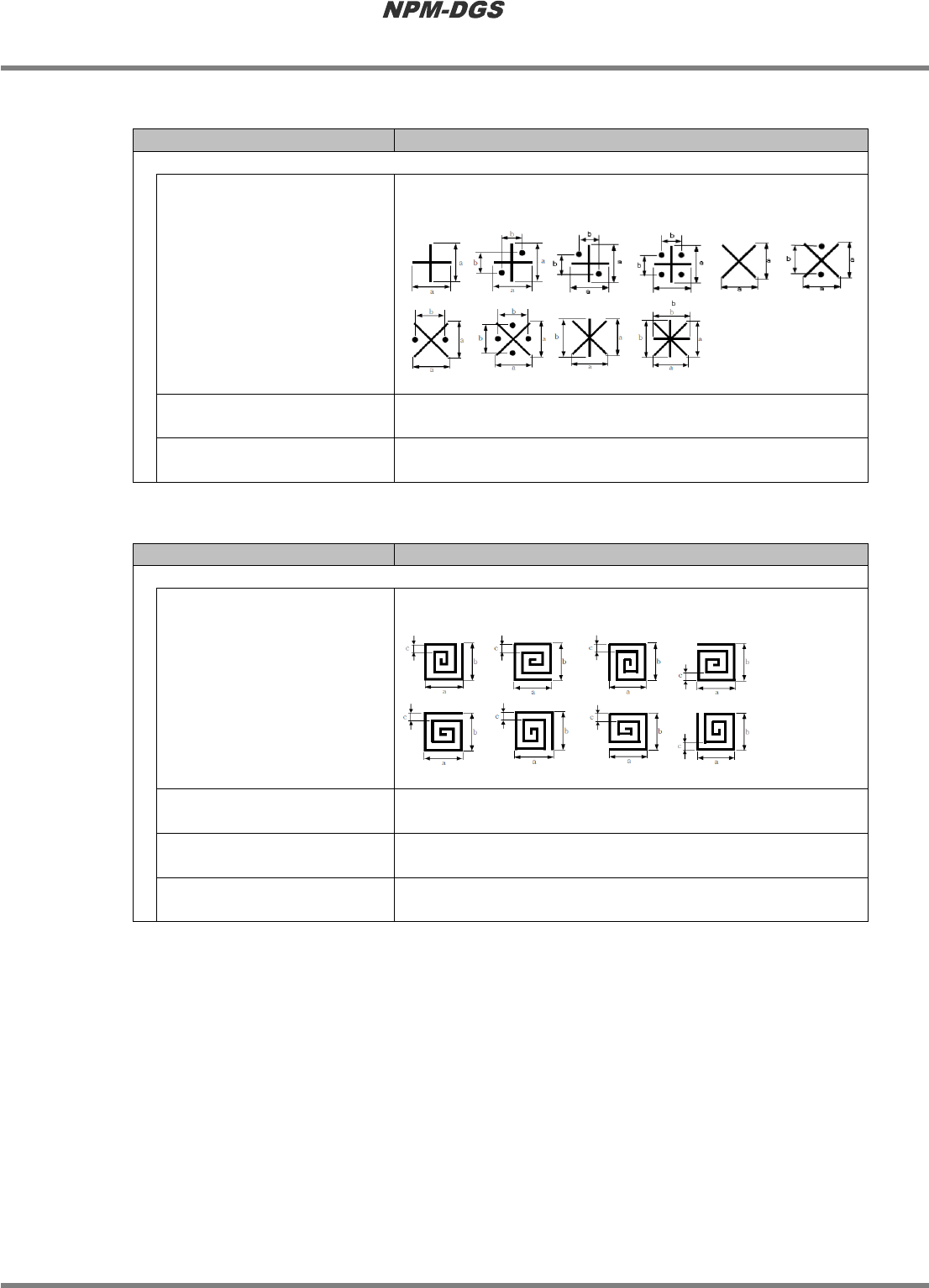
■
螺旋型描绘类型
项目
说明
‘
详细
’
‘
描绘类型
’
选择描绘类型
*
。
•
螺旋型
‘a’
设定所选择描绘类型的尺寸
(a)
。
0.01mm ~ (
元件尺寸
X
的
2
倍
) mm
‘b’
设定所选择描绘类型的尺寸
(b)
。
0.01mm ~ (
元件尺寸
Y
的
2
倍
) mm
‘c’
设定所选择描绘类型的尺寸
(c)
。
0.01mm ~ (a
,
b
中小的一方
) mm
程序手册
6.5
添加新的元件
EJS9AC-MB-06P-18 Page 6-137
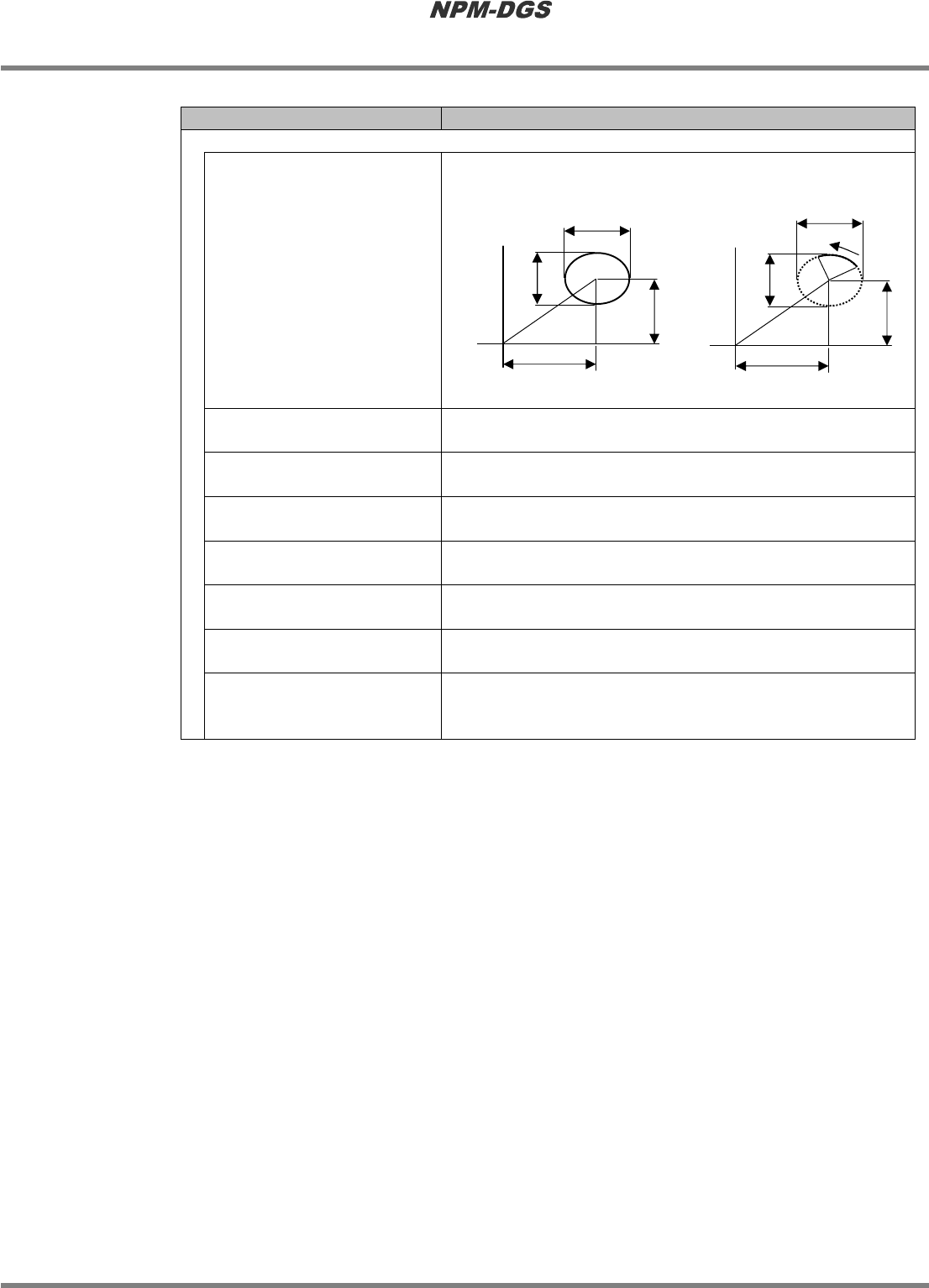
■
圆柱型、圆弧型描绘类型
项目
说明
‘
详细
’
‘
描绘类型
’
选择描绘类型
*
。
‘a’
设定所选择描绘类型的尺寸
(a)
。
0.01mm ~ (
元件尺寸
Y
的
2
倍
) mm
‘b’
设定所选择描绘类型的尺寸
(b
。
0.01mm ~ (
元件尺寸
X
的
2
倍
) mm
‘X’
设定从元件中心起到描绘类型中心为止的距离
(X)
。
- (
元件尺寸
X) mm ~ (
元件尺寸
X) mm
‘Y’
设定从元件中心起到描绘类型中心为止的距离
(Y)
。
- (
元件尺寸
Y) mm ~ (
元件尺寸
Y) mm
‘
开始角度
’
设定从多少度的角度起描绘圆。
0
°
~ 360
°
‘
结束角度
’
设定在多少度结束圆的描绘。
(
只限圆弧型
)
•
円弧型
: 0
°
~ 360
°
‘
顶点
’
设定用于描绘圆所需的直线数量。虽然个数越多越可进行平滑的
描绘,但是相应个数需要描绘位置数据。
3
个
~ 99
个
*
补充
l
十字型
:
为了防止回炉焊后背面大型元件的脱落而使用这个类型。
l
螺旋型
:
为了防止回炉焊后背面大型元件的脱落,以及电阻等的放热而使用这个类型。
l
圆形
:
用于圆形元件的点胶。
l
圆弧型
:
用于元件的四角或扇形元件的点胶。
十字型和螺旋型的点胶量不同。如果增大点胶量,可以获得更大的放热效果。
另外,多点点胶也可获得相同效果,但是不会像描绘那样需要较多的点胶材料,因此,使用少
量材料即可固定的元件,多点点胶会更加有效。
点胶量越少,提高
TACT TIME
的效果也就越高。
Part
Center
X
Y
a
b
•
圆柱型
•
圆弧型
Part
Center
X
Y
a
b
Start
End