ATF12-24_Instruction_Rev00a_C - 第12页
ATF12/16/24 使用说明书 R e v 0 0 a 7 图 2-1-11 押えローラーレバー 图 2-1-10 图 2-1-12 5)从上盖的护带剥离位置拉出护带。 <顺序> ①请捻转护带的 非粘接面侧 顶到带折弯板,然后穿到拉出辊橡胶侧。(图 2-1-10) ②按压辊杆, 在解除了夹紧器的状态下, 把护带穿过 拉出辊橡胶 和 押压辊 之间。 (图 2-1-11) ③用转动 拉出辊橡胶 を等的方法把护带拉出到下侧之后,请返回 压…
ATF12/16/24 使用说明书 Rev00a
6
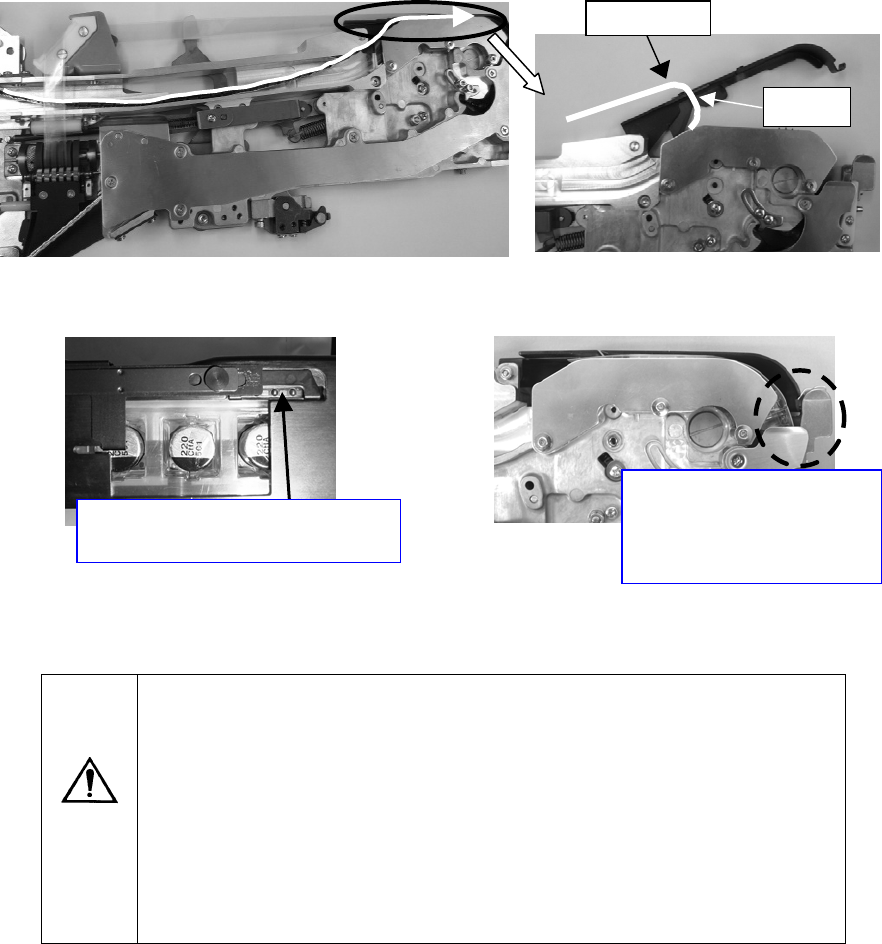
4) 请把传送带穿过供料器上部通道(箭头的方向)(图 2-1-6)然后拉出到上盖的下面,并把护
带穿过上盖的剥离槽(图 2-1-7),最后关闭上盖。
图2-1-6 图2-1-7
图2-1-8 图2-1-9
注意
·关闭了上盖后,请确认链轮盘的传送齿是否确实地进入了传送带的孔里。
(图 2-1-8)
传送齿如果没有进入传送带的孔里的话,就不能正常地传送带。
·关闭了上盖后,请确认上盖钩是否正常地关闭着。(图 2-1-9)
上盖如果没有正确地安装的话,就不能发挥正常的功能。
·安装传送带时,请确认带的前端是否没有弯曲、勾挂的情况。
如果带的前端不能顺畅地通过的话,传送带有可能不能正常地传送元件。
·手动传送时,请确认护带是否没有被传送到剥离部位的前面。
护带
确认链轮盘的传送齿是否确实地进
入到传送带的孔里。
剥离槽
确认上盖钩是否正常地关闭
着。
并确认传送带前端是否没有
弯曲。
ATF12/16/24 使用说明书 Rev00a
7
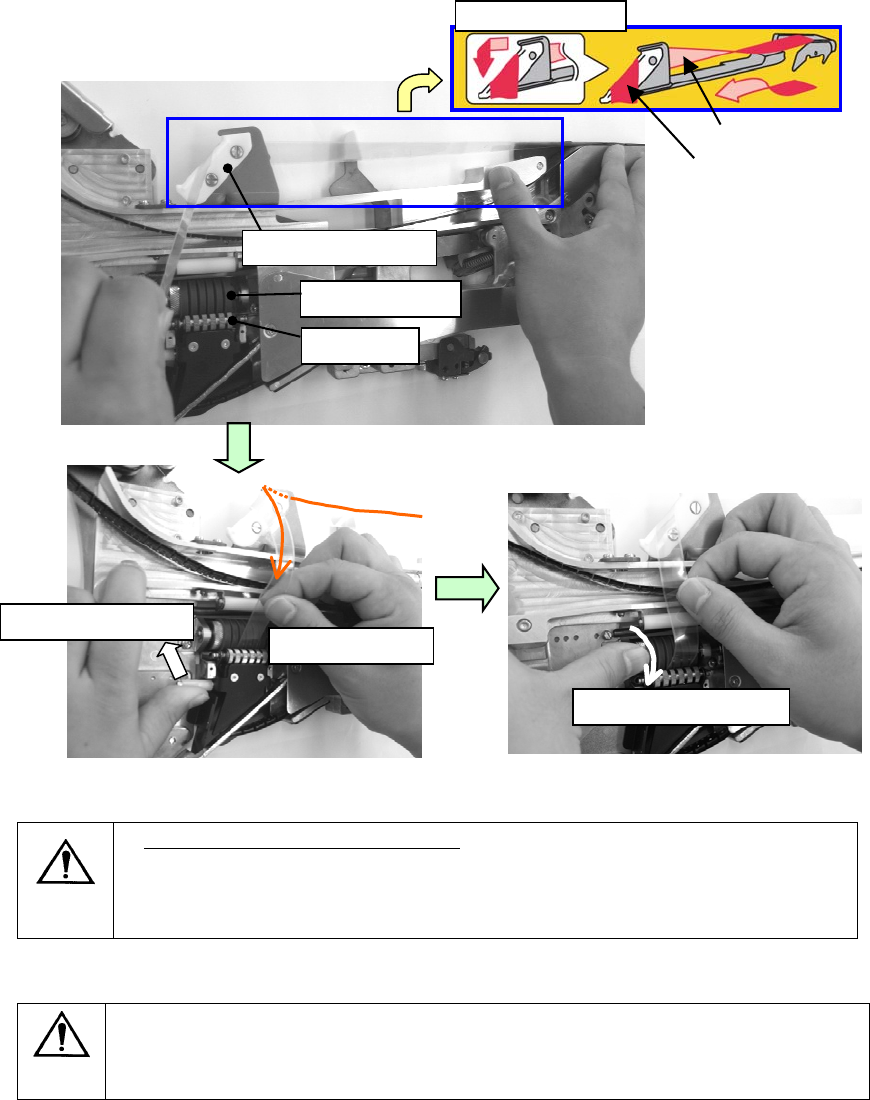
图 2-1-11
押えローラーレバー
图 2-1-10
图 2-1-12
5)从上盖的护带剥离位置拉出护带。
<顺序>
①请捻转护带的
非粘接面侧
顶到带折弯板,然后穿到拉出辊橡胶侧。(图 2-1-10)
②按压辊杆,在解除了夹紧器的状态下,把护带穿过
拉出辊橡胶
和
押压辊
之间。(图 2-1-11)
③用转动
拉出辊橡胶
を等的方法把护带拉出到下侧之后,请返回
压辊杆
。
④请在上盖的护带剥离位置确认护带是否被正常地剥离。护带松垂时,请转动
拉出辊橡胶
,
拉紧护带,消除松垂现象。(图 2-1-12)
注意
·请向带折弯板侧挂护带的非粘接面。
如果把护带的粘接面装到带折弯板侧的话、就有可能不能正常地传送供料带。
·安装带子时,护带的接头长度需要 390mm 以上。长度不足时,请用胶带接长
接头前端。(参照 9 页)
6) 请用手动传送杆把元件传送导上盖开口部。
注意
手动传送时,请确认不要传送到护带剥离位的前方。
护带如果被传送到剥离位的前方的话,就不能正常地送带。
带折弯板
拉出辊橡胶
按压辊杆
转动拉出辊橡胶
粘接面
非粘接面
捻转护带
压辊
穿护带
ATF12/16/24 使用说明书 Rev00a
8
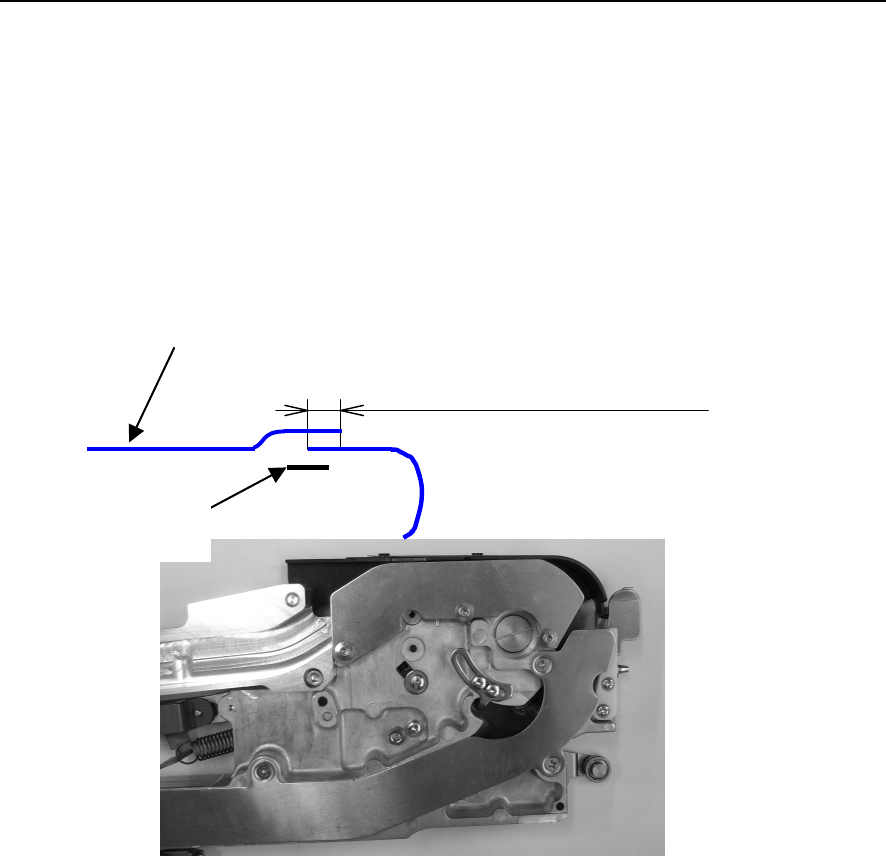
●护带卷取杆的长度短时的供料带的安装方法
为了把护带卷绕到拉出辊上,需要约 390mm 的接头长度。
如果护带的接头长度不足 390mm 时,请用胶带接长接头前端。
(注)国际规格(IEC60286-3)和 JIS 规格(C0806-3:1999)时,规定为接头长度全长为
400mm 以上,如果是符合规格的供料带,则部需要连接接头的前端。
(注)用胶带接长接头的前端后,请把护带粘接面朝向压辊侧挂。(参照下图)
图 2-1-13
胶带
(透明胶带等)
护带粘接面(粘接
后的供料带)
护带的重叠:0.5~3mm