ATF12-24_Instruction_Rev00a_C - 第20页
ATF12/16/24 使用说明书 R e v 0 0 a 15 3) 把连接的传送带的前进方向的传送带朝上,上下重叠轧花袋。 图 2-5-4 4)朝供料带前进方向把接续侧的护带朝上,重 叠护带后,以重叠部分的轧花袋为中心, 重叠护带 0.5~3mm,然后用剪刀剪断。 图 2-5-5 ● 对接带的粘贴方法 1) 沿着切割线把对接带的剥离纸剥离到基准导向器的端面。 图 2-5-6 剥下剥离纸 基准导向器的端面 重叠轧花袋 供料带前进方向 …
ATF12/16/24 使用说明书 Rev00a
14
2-5.对接
在贴片机工作中,可以不停止生产,把新的供料带连接到元件要用完的供料带上。
2-5-1.连接用供料带的规格
请使用本公司规定的连接用供料带。
表 2-5-1
使用机种 JUKI指定带货号
AF12 E9102 706 AA0
AF16 E9103 706 AA0
AF24 E9104 706 AA0
*上述使用机种各装 500 张
(注)连接用供料带请在 30℃以下不被阳光直射的环境下进行保管。
请不要长期放置,在 6 个月以内使用。
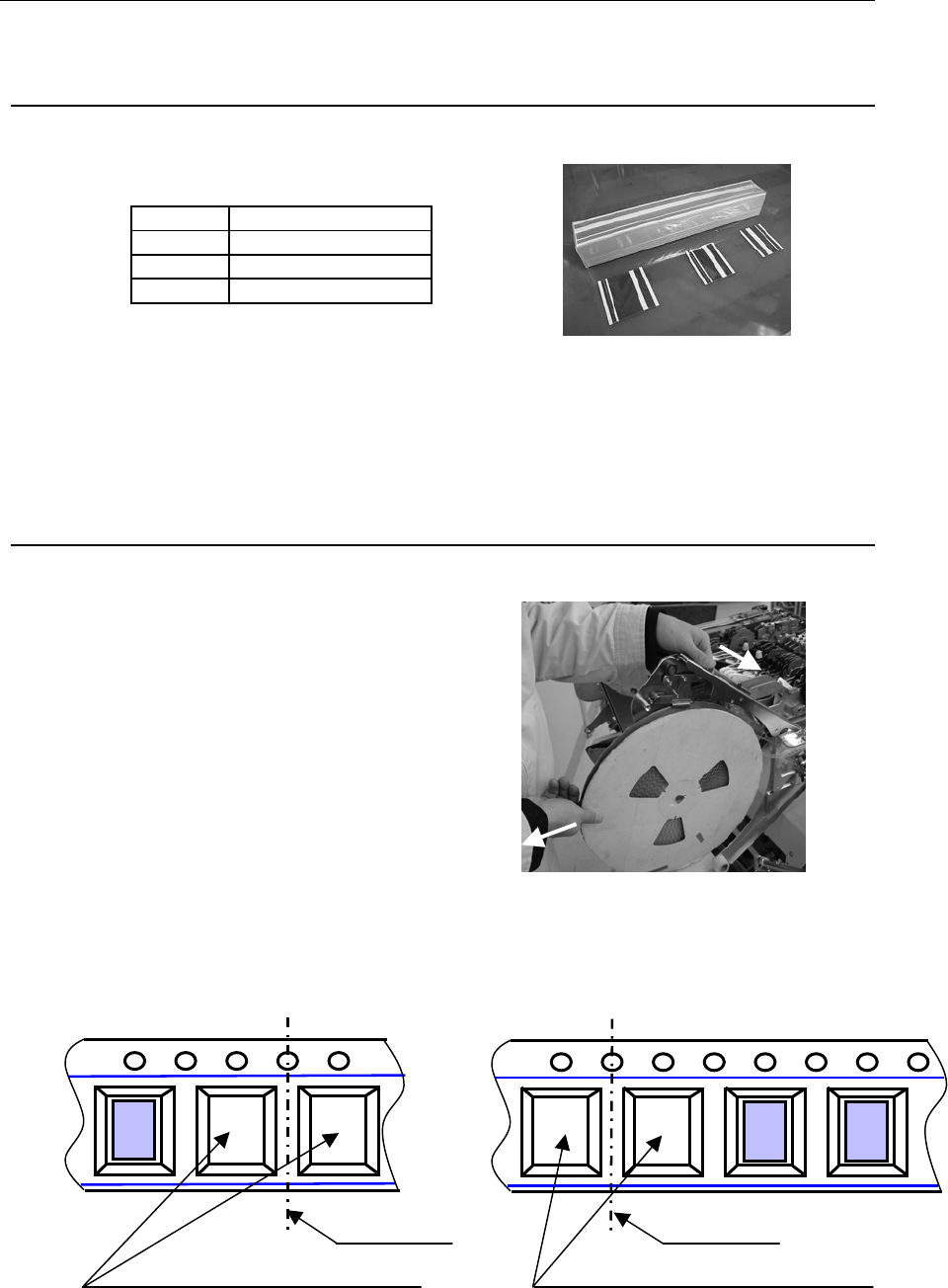
2-5-2.供料带的连接(对接)方法
●传送带的连接方法
1)使用种的供料带剩余长度达到 1.5~2m
左右之后,请拉起带盘侧臂,拉处供料带。
図 2-5-2
2)如下图所示,用剪子等剪断轧花传送带的元件袋之间的中心。(护袋也同时剪断。)
接续侧 前侧
图 2-5-3
剪断线
没有装元件的袋
剪断线
没有装元件的袋
图 2-5-1
ATF12/16/24 使用说明书 Rev00a
15
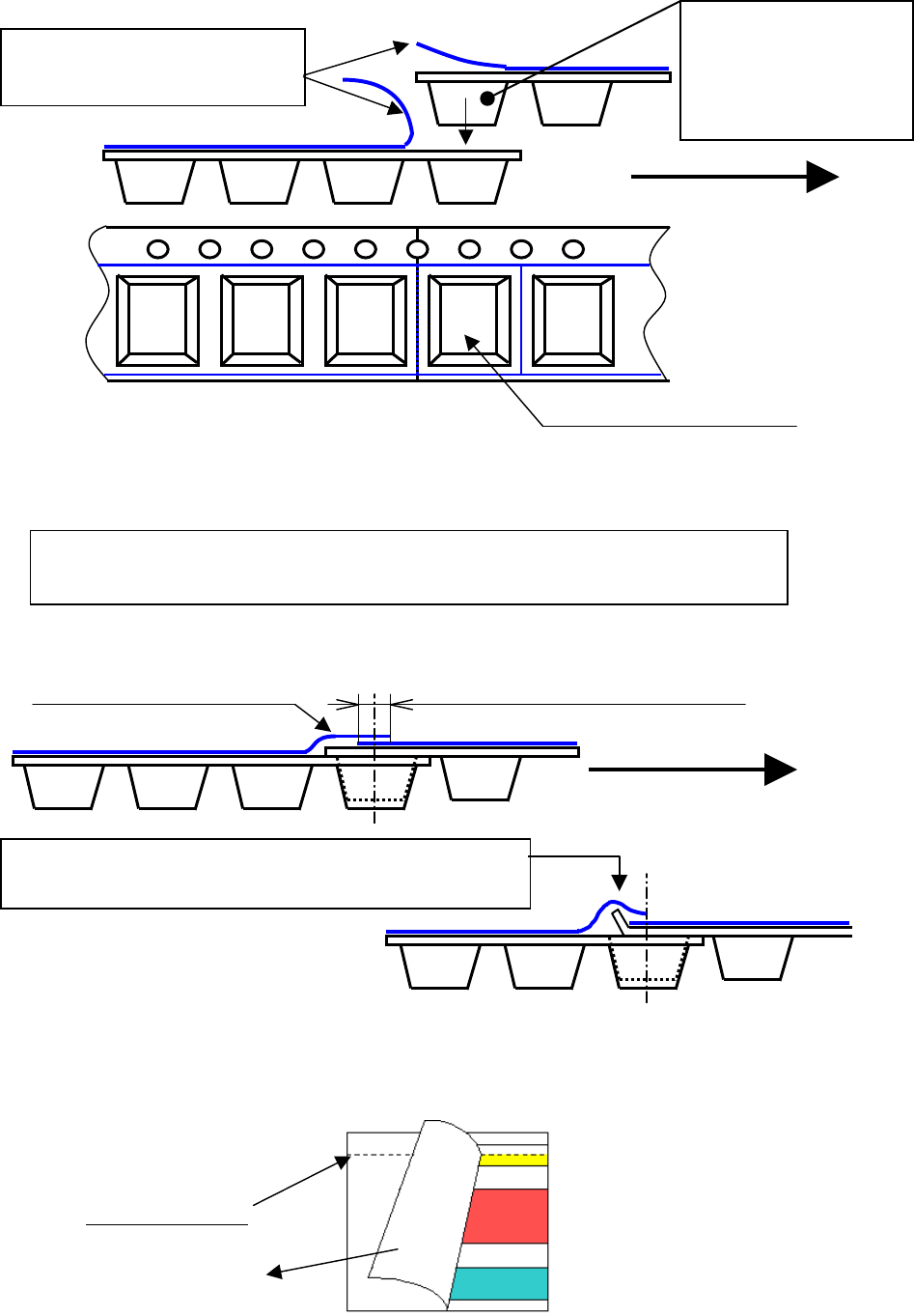
3) 把连接的传送带的前进方向的传送带朝上,上下重叠轧花袋。
图 2-5-4
4)朝供料带前进方向把接续侧的护带朝上,重叠护带后,以重叠部分的轧花袋为中心,
重叠护带 0.5~3mm,然后用剪刀剪断。
图 2-5-5
●对接带的粘贴方法
1) 沿着切割线把对接带的剥离纸剥离到基准导向器的端面。
图 2-5-6
剥下剥离纸
基准导向器的端面
重叠轧花袋
供料带前进方向
剥离 1 个重叠部分的护带(上下均
剥离)。
把接续侧供料带的护带重叠
到前进方向侧的护带上面。
供料带前进方向
护带重叠:0.5~3mm
确认传送带端部是否没有变形。否则会发生供料带传送不
良。
不能突出
传送带的轧花重叠部的
袋有可能因重叠而发生
变形,所以请尽量不要让
元件进入。
注) 因为护带的重叠部分越长,剥离时阻力就越大,所以有的护带可能会发生剥
离
不良的现象。此时,请尽量缩短(2mm 以下)护带的重叠部分。
ATF12/16/24 使用说明书 Rev00a
16
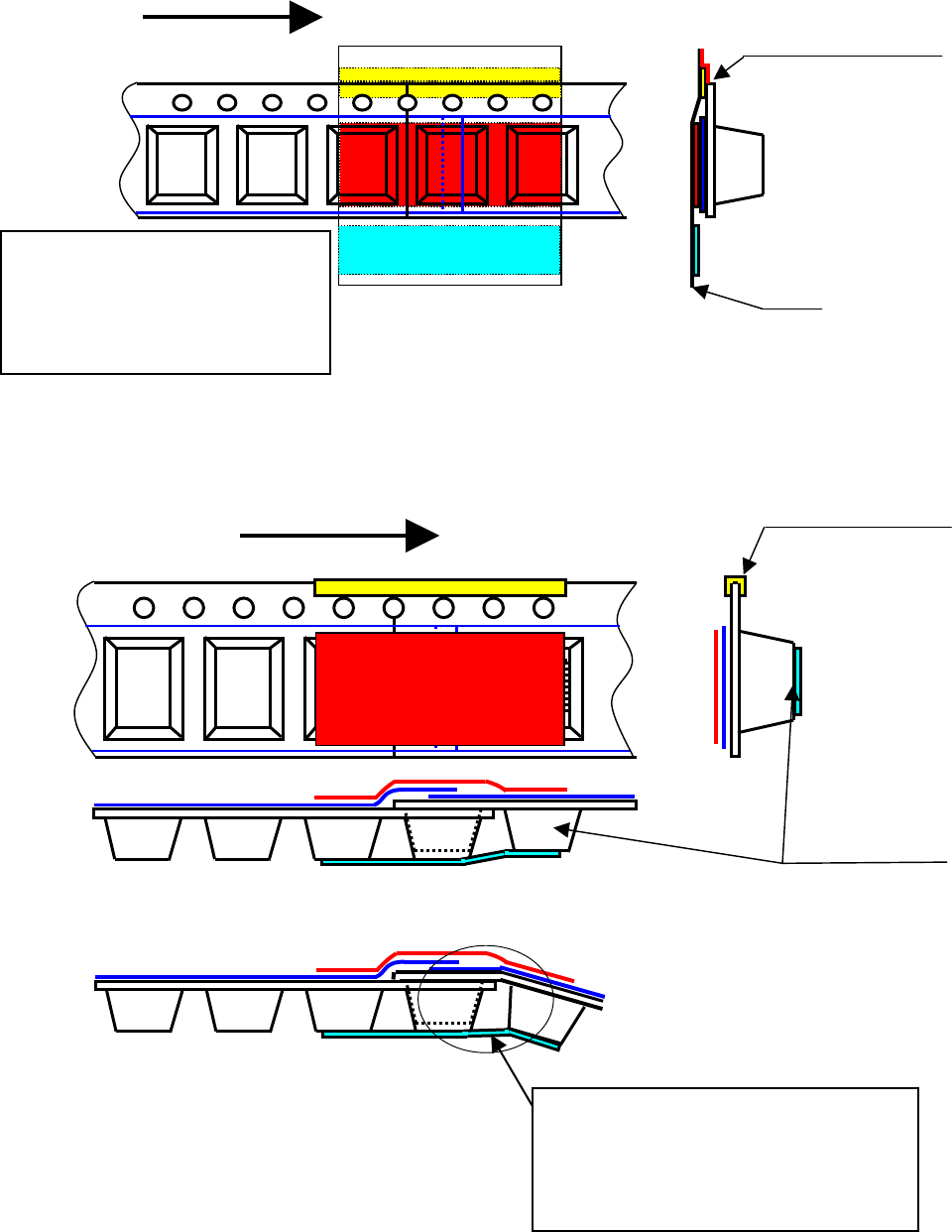
2) 从供料带上面,把对接的基准端面对准传送带的传送孔粘贴。对接带的传送方向中心应对
准传送带连接部的中心。
图 2-5-7
3) 剥离底纸和基准导向线,用手指按压护带上剩余的对接带。
4) 把传送带端面接合的对接带翻到传送带背面,然后用手指按压。
5) 以传送带接合部作为长方向的中心,把底纸上剩余的对接带贴到轧花背面。
图 2-5-8
图 2-5-9
决定对接带基准端面对
准传送带端面的位置。
底纸
供料带前进方向
在传送带端面
粘合。
供料带前进方向
贴到传送带轧
花背面。
※护带和传送带的对接带粘贴面如果
粘附油脂(手指触摸后也有可能粘
附。)的话,对接带的粘结力会降低,
建议用浸润酒精等的布擦拭护带表面
进行脱脂。
注意:如果让底面的嵌接带过于拉紧的
话,传送带变成圆弧形状(弓形),
通过阻力变大,会发生传送不良,
因此请加以注意。