JM-10_EPU使用说明书 - 第139页
EPU 使用说明书 第 4 章 制作生产程序 4- 93 ○元件 插入异常检 测功能的 注意 事项 因元件、 吸嘴的状态等物理 原因,有 时存在无法检 测错误的 条件。 ① 由于引脚较细 、 较短 、 或较软 等原 因,插入 成功 时的扭矩与失败时的扭矩无法区别时 (1) 插入成功与 插入失败的扭矩 差 较小时 由于与引脚蹭过 通孔插入成功的情况 等无法区别, 不能检测出错误。 (2) 因引脚较细、 较短等 原因, 插入成功 与插入失败…
EPU 使用说明书 第 4 章 制作生产程序
4-92
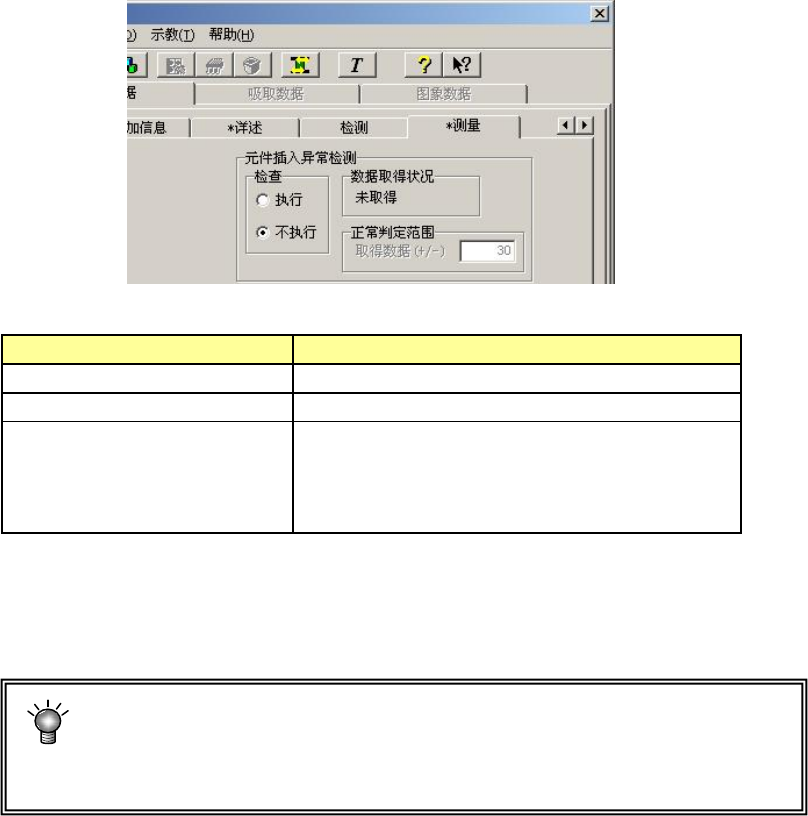
3) 元件插入异常检测
此功能为:当元件类型为插入元件时,在元件插入动作的 Z 轴下降过程中,如果因 Z
轴的扭矩变化而发现贴片异常,即以元件插入时发生错误而定为生产异常。
对事先取得的正常时的扭矩率与生产运行时的扭矩率进行比较,当扭矩率超过正常判
定范围时,即发生错误。
※贴片时的正常扭矩率,要在生产的试打时取得。
(检查设定为「执行」的元件,执行试打时,会自动取得扭矩率)
设定项目
内容
检查
设定是否进行检查。
数据取得状况
显示扭矩率的取得状况。显示未取得
/
已取得。
正常判定范围
以取得数据为基准,设定正常判定范围。在正
常时的扭矩率数值上加上指定的数值作为上限
的正常判定范围,将减去的数值作为下限的正
常判定范围。
例)正常时的扭矩率数值为 50,正常判定范围的指定数值为 30 时
当生产动作时取得的扭矩率数值低于 20 或高于 80 时,则判断为插入异常。
进行元件插入异常检测时,将 Z 轴的贴片速度设定为「高速 2」时,
由于在插入元件时,贴片速度会暂时转换为「高速」,因此生产节拍会
降低一些。
EPU 使用说明书 第 4 章 制作生产程序
4-93
○元件插入异常检测功能的注意事项
因元件、吸嘴的状态等物理原因,有时存在无法检测错误的条件。
① 由于引脚较细、较短、或较软等原因,插入成功时的扭矩与失败时的扭矩无法区别时
(1)插入成功与插入失败的扭矩差较小时
由于与引脚蹭过通孔插入成功的情况等无法区别,不能检测出错误。
(2)因引脚较细、较短等原因,插入成功与插入失败的扭矩差较小时
由于插入失败的扭矩与成功的扭矩(因 Z 下降的加速、减速而发生的扭矩)无法区
别,不能检测出错误。
※尽管有时通过元件数据的正常判定范围数值无法检测,但如果缩小正常判定范围
的数值,有时会导致过度检测。
(正常判定范围的默认值为 30)
② 未插支撑销时
基板翘曲时插入成功的扭矩与失败的扭矩难以辨别,因而无法检测出错误。
③ 元件的引脚长度比吸嘴弹簧的最大弯度还短时
由于插入失败的冲击被吸嘴弹簧全部缓冲了,扭矩率有可能不超过正常判定范围,在
这种情况下,不能检测出错误。
但是,通过将贴片推进量设定为以下的范围值,可检测出插入异常。
(1)吸取吸嘴时
贴片推进量 > (4.6mm - 元件引脚长度)
(2)夹持吸嘴时
贴片推进量 > (2.0mm - 元件引脚长度)
上述式子内的数值表示弹簧最大弯曲量的大致数值。
(因吸嘴不同,有时存在±0.1mm 的差别。)
通过这样的对应措施,由于插入失败时引脚长度的冲击力被吸嘴弹簧全部缓冲后,元
件将会压入,把吸嘴弹簧压缩到极限,可造成扭矩率的较大变动。
EPU 使用说明书 第 4 章 制作生产程序
4-94
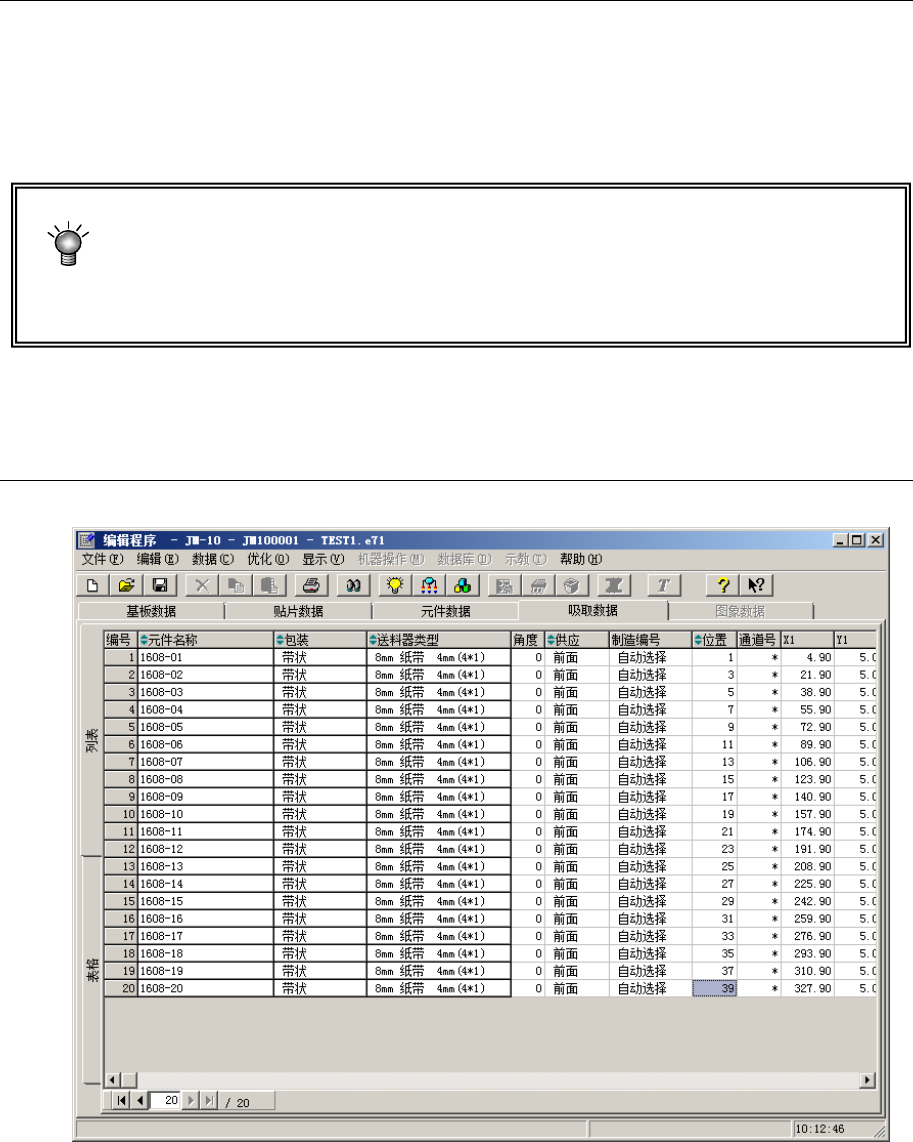
4-1-6 吸取数据
可指定供给各元件的位置和吸取位置。
安装在送料器台架上的元件供给装置,有带状送料器、管状送料器、散装送料器、托盘支
架。
在1个送料台上,用于送料器设置的孔有59个,在送料器前端的销所插入的孔的编号即为
该送料器的配置编号。
※ 吸取位置根据优化将被自动配置,在下列情况时,请用手动进行配置。
●固定送料器的配置时。
●进行优化后,变更送料器的配置时。
4-1-6-1 吸取数据画面的显示
显示吸取数据时,首先打开的是列表画面。
图 4-1-6-1-1 吸取数据 列表画面