00191025-01.pdf - 第212页
7 Vision Systems SIPLACE 80S /F/G User’s Manual 7.2 PCB Vision S ystem Edition 07/97 from Software Version S R.010.xx 7 - 20 Line engine er ● Number of fiducials When cer amic subs trates and small PC Bs are used i t is …
SIPLACE 80S/F/G User’s Manual 7 Vision Systems
Edition 07/97 from Software Version SR.010.xx 7.2 PCB Vision System
Line engineer 7 - 19
–
Space between lines (a)
The space between the lines also depends on the type of fiducial. It should never be less than 0.5 mm.
With the double cross the ideal spacing should be 0.75 mm.
–
Thickness (d)
Especially with tin fiducials you should make sure that warping does not exceed 1/10 of the width of
the structure. If warping exceeds this it could happen that the fiducial is not evenly illuminated. The
results are different reflection behavior and interference reflections. Recognition of the fiducials is then
no longer guaranteed.
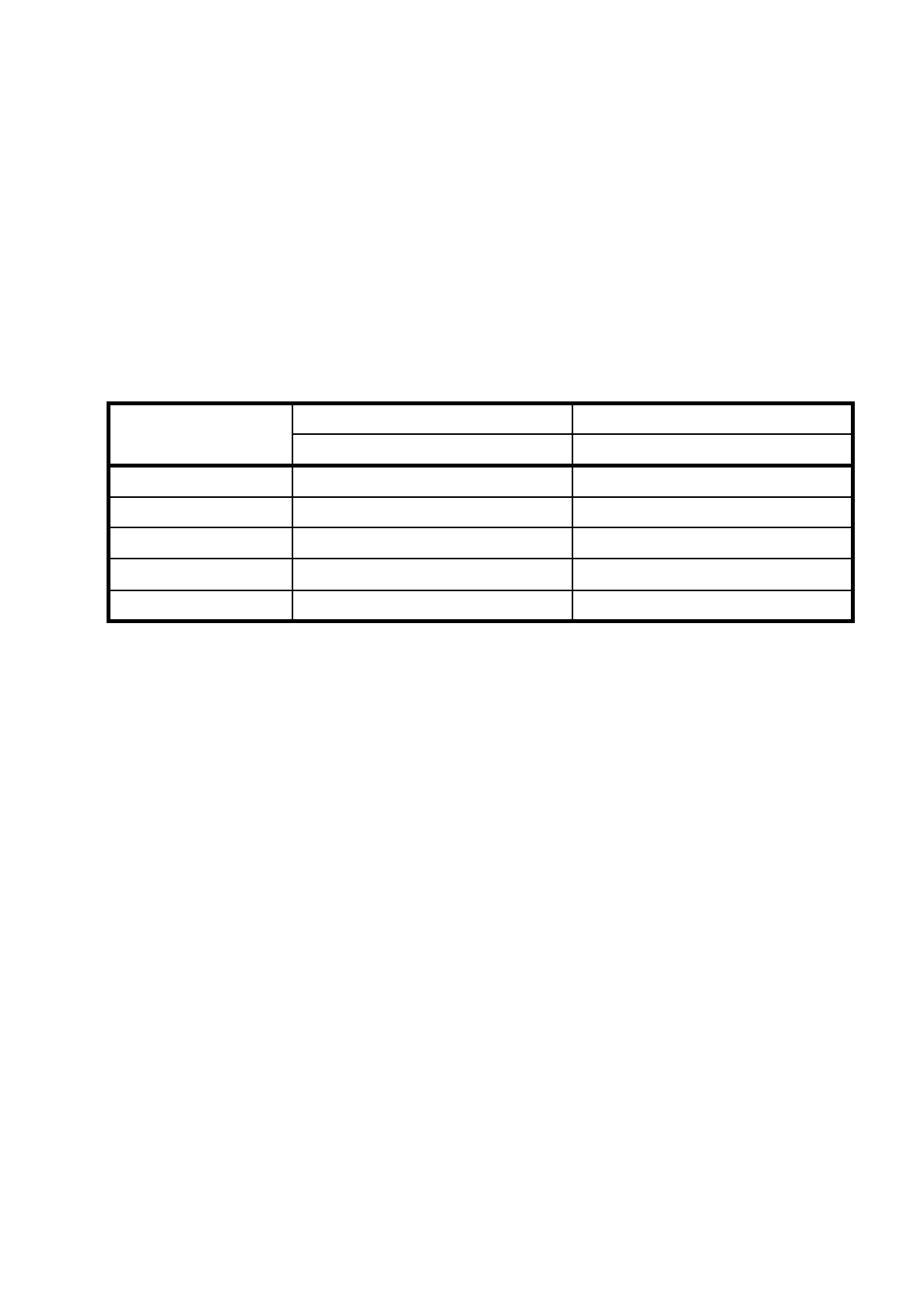
Recommended fiducial dimensions
Evaluation of fiducial shapes
With tinned structures and higher dimensional stability (lower etching fluctuations) full circles or complete
squares can be regarded as very suitable shapes for fiducials (ratio of fiducial thickness to presoldering thick-
ness is high!). If dimensional stability falls, the full circle is to be preferred to the square.
As far as single and double cross fiducial shapes are concerned bright copper is advantageous provided that
oxidation is not yet far advanced.
●
Fiducial surface
Make sure that the fiducial surface is as even as possible and with little oxidation. Avoid wetting the fiducial
with solder resist as this will reduce the contrast with the background or interference reflections may occur.
Similar effects occur with tinned fiducials also.
●
Contrast of the fiducials
To ensure that fiducial recognition is of a high quality select a high brightness contrast between the fiducial
and the base material, i.e. bright fiducials on dark base material or vice versa. For example, apply dark
fiducials on a copper or tin background. In the case of ceramics substrates with a bright surface and unfa-
vorable reflection characteristics it often helps to place dark resistance material underneath, in order to
improve contrast.
Fiducial type Single cross Double cross
Range Ideal range Range Ideal range
Length (l) 0.9 mm (min) 2.0 mm 1.8 mm 2.75 mm
Width (b) 0.9 mm (min) 2.0 mm 1.8 mm 2.75 mm
Line thickness (s) 0.3 - 1.5 mm 0.5 mm 0.3 - 0.75 mm 0.5 mm
Line spacing (a) — — 0.5 mm (min) 0.75 mm
Thickness (d) < 1/10 of the width of the structure < 1/10 of the width of the structure
7 Vision Systems SIPLACE 80S/F/G User’s Manual
7.2 PCB Vision System Edition 07/97 from Software Version SR.010.xx
7 - 20 Line engineer
●
Number of fiducials
When ceramic substrates and small PCBs are used it is usually adequate to apply two fiducials. It is how-
ever recommended with larger boards to define three fiducials. The individual fiducials may exhibit different
structures. They do however simplify recognition methods when the same structure is used for each fidu-
cial.
–
Correction with two fiducials x position
y position
twisting of the board
–
Correction with three fiducials: Ideally the straight lines drawn through each two fiducial centers
lie parallel to the x and y axes
x position
y position
twisting of the board
shear
warping of the PCB in x direction
warping of the PCB in y direction
NOTE
Under no circumstances should you position 3 fiducials so that they lie on one straight line.
●
Spacing between the fiducials
The fiducials can be distributed over the board at random. It is however a good idea for the spacing
between the fiducials to be as large as possible on both axes. The further apart the fiducials are, the more
precisely the position and angle can be determined optically.

SIPLACE 80S/F/G User’s Manual 7 Vision Systems
Edition 07/97 from Software Version SR.010.xx 7.3 Component Vision System
Line engineer 7 - 21
7.3 Component Vision System
The component vision system records the precise position of a component by determining on the one hand
the offset of the component center relative to the axis of symmetry of the nozzle, and on the other hand the
rotation angle offset to the relative rotational position of the nozzle. The condition analysis of the lead configu-
ration in both x and y direction is also possible.
7.3.1 Component Vision System of the SIPLACE 80S Placement Sys-
tem
7.3.1.1 System Description
The component vision system consists of:
●
the optical system for recognizing the position of components
Each revolver head has its own component position recognition system in star station 8 (see Fig. 7.1.2).
●
the vision evaluation unit
For each gantry two evaluation units are accommodated in the control unit, one for PCB and one for com-
ponent position recognition (see Fig. 7.1.3).
A CCD camera with deflection mirror, imaging lens and LED lighting system constitutes the optical position
recognition system. The usable field of view of the CCD camera (SONY camera XC75) amounts to 14 mm x
18 mm. For position recognition or for the lead tests, the component is evenly illuminated by the LED rows
using the incident-light illumination method, and using the lens sharply imaged on the CCD chip. Using digital
image processing, the correlation principle, and the HALE process (High Accuracy Lead Extraction) it is pos-
sible to determine the parameters for position, angle of rotation and lead condition.
The vision evaluation unit (MVS) has already been described above in Section 7.2.1, as it handles both func-
tions of PCB and component evaluation.
7.3.1.2 Technical Data
Camera type: SONY XC75
Number of pixels: camera 768 (H) x 494 (V)
image 640 (H) x 484 (V)
Field of view: 19 mm x 25 mm
Lighting method: incident-light illumination (red light)
Image processing: correlation principle, HALE - grey-scale procedure
(High Accuracy Lead Extraction)
Evaluation time with lead test: ca. 230 msec (PLCC18)
ca. 140 msec with small components