KD-2077_使用说明书.pdf - 第153页
第 1 部 基本篇 第 2 章 生产 2 - 73 此外,按「 详细」按钮显示以 下点胶确认结 果画面,可 以确认识别结果。 图 2-11-4-2 点胶确 认结果 在该画面,对点 胶确认发 生的 错误,显示 以下项 目。 (1) No 将确认用的点胶为第几点、针的第几个针嘴,通过点胶点编号-针嘴前端编号的形式表 示出来。 (2) 平均 显示通过点胶点 的面积求 出的 平均直径。 (3) 0 °、 45 °、 90 °、 135 ° 表示…
第1部 基本篇 第2章 生产
2
-
72
2-11-4 点胶确认错误
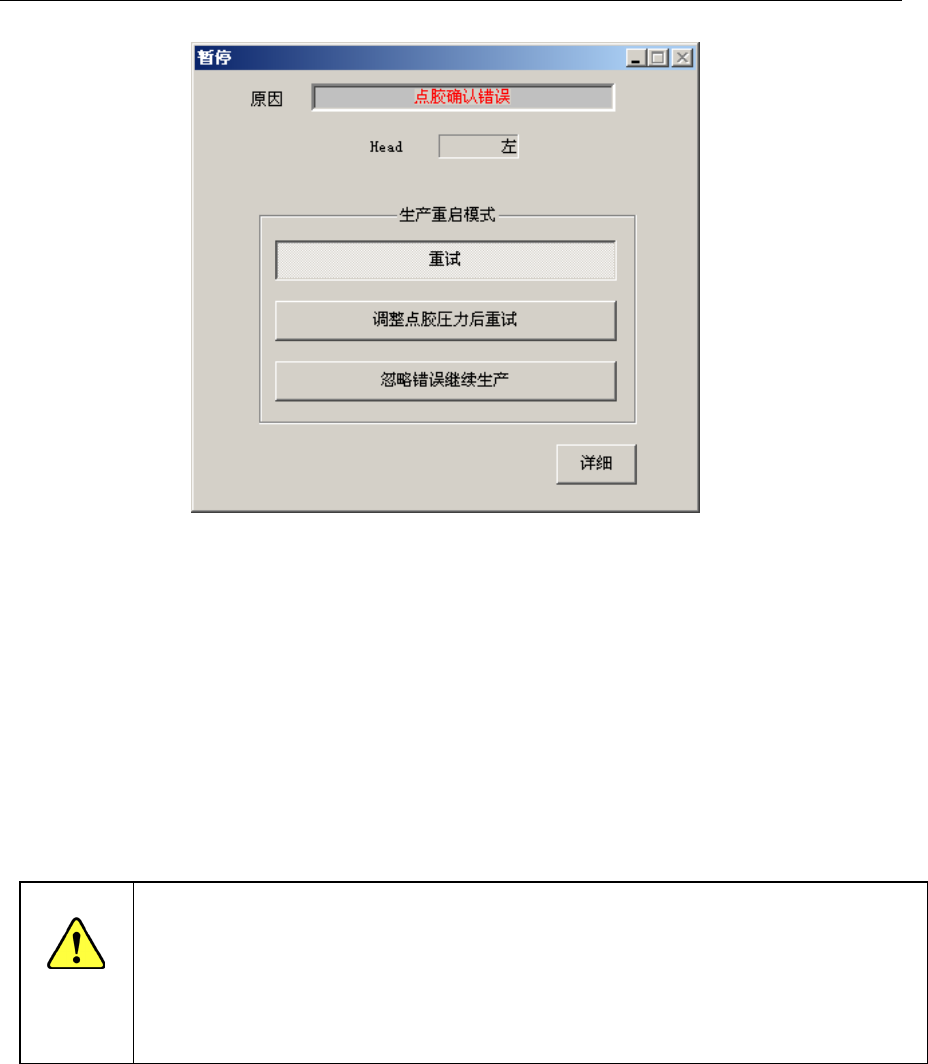
当在点胶确认检测到点胶量的异常时,将显示以下对话框,变为暂停状态。
图 2-11-4-1 点胶确认错误
这时通过选择按钮选择动作,按<START>开关开始执行所选择的动作 。可 选择的动作如下
所述。
(1) 在试胶单元上试胶重启生产。
默认的设定为该动作。
(2) 调出设置下的点胶头设定画面。微调点胶压力之后,关闭该画面则在试胶单元上开始
试胶,重启生产。
(3) 忽视错误重启生产。与不进行点胶确认的基板执行同样的试胶后,重启生产。
如果在显示该画面时按下<STOP>开关,则执行生产中断动作。
注意
按下<START>开关后,点胶头会立即移动,开始生产。
为避免人身伤害,在运行过程中切勿将手放入装置内部,也不要将脸和头靠近装置。
在按下<START>开关前,请务必确认装置内部无人作业。
在按下<START>开关前,请确认装置附近没有会受到人身伤害的人。
在按下<START>开关前,请确认装置内部没有安装、安放会妨碍装置运行的物体(调
整工具等)。
第1部 基本篇 第2章 生产
2
-
73
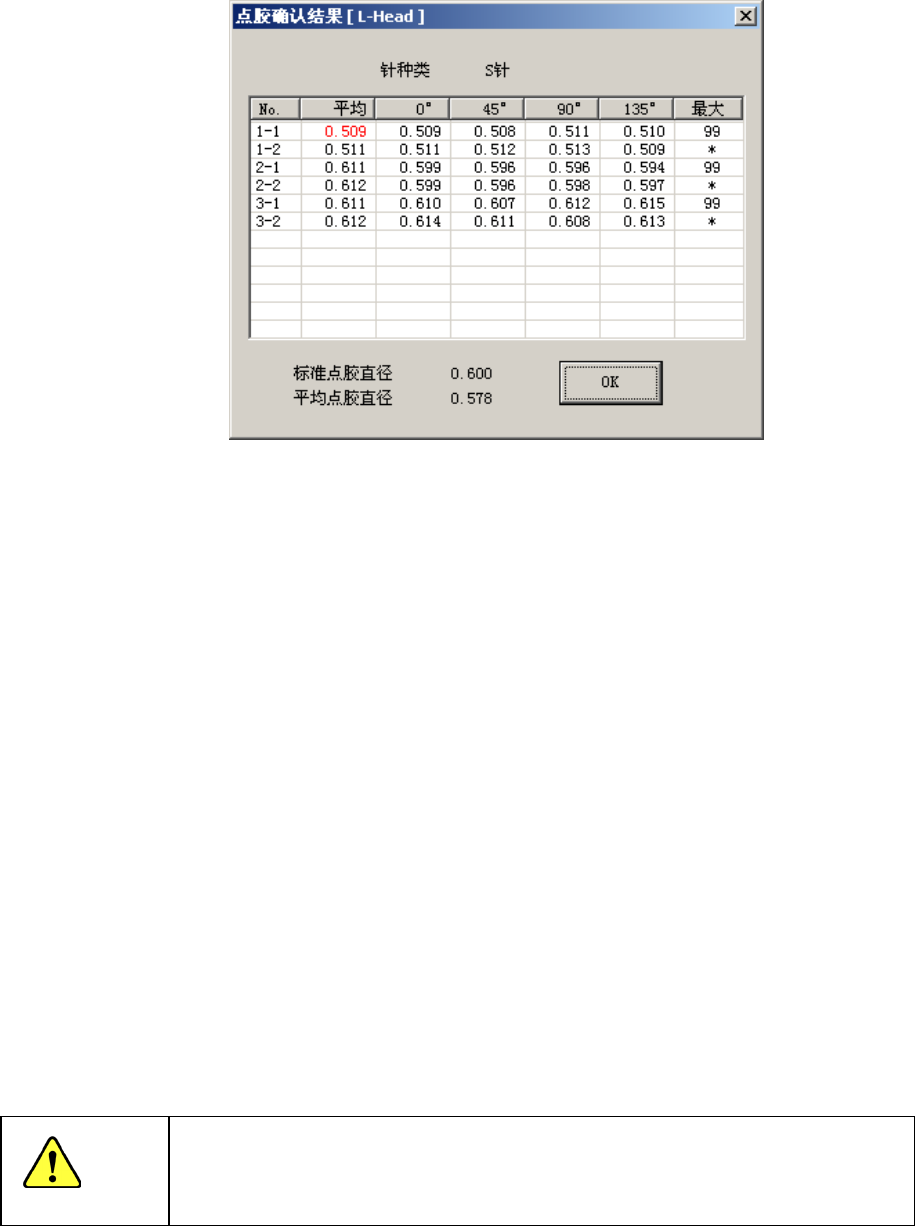
此外,按「详细」按钮显示以下点胶确认结果画面,可以确认识别结果。
图 2-11-4-2 点胶确认结果
在该画面,对点胶确认发生的错误,显示以下项目。
(1) No
将确认用的点胶为第几点、针的第几个针嘴,通过点胶点编号-针嘴前端编号的形式表
示出来。
(2) 平均
显示通过点胶点的面积求出的平均直径。
(3) 0°、45°、90°、135°
表示相对于垂直画面方向的各角度,直接进行测定所获得的直径。
(4) 最大
将各点胶针嘴中,最大直径的针嘴用*标出,其外的用相对于最大直径的比率%进行表示。
此外,错误项目用红色文字表示。
按「OK」按钮,关闭窗口。
注意
试胶单元上的点胶直径仅为参考,因基板种类不同,可能与试胶单元上的点胶直
径有所不同。
第1部 基本篇 第2章 生产
2
-
74
2-11-5 循环停止
按<单循环>(SINGLE CYCLE)开关,开关亮灯后即进入循环停止模式,完成正在贴片的基板
贴片搬出基板后,结束生产。这种情况被视为正常完成生产。
在操作选项“生产(功能 2)”标签中选中“循环停止时不搬出基板”时,基板贴片完成后
将不搬出基板,只解除基板固定,进入暂停。
按下<START>开关,为重启生产动作。按下<STOP>开关,为中断生产。
<单循环>(SINGLE CYCLE)开关只在执行生产时有效。
2-11-6 重夹后生产
开始生产时传送轨道上已有基板时重夹基板,在不搬入基板的情况下可开始的生产称为
“重夹后生产”。
通常,当生产异常终止时(发生非同步情况、生产异常终止)或由用户停止时,基板会残
留在传送轨道中,在恢复生产时采用重夹后生产是一种措施。
注意
1. 运行重夹后生产时,如在重启生产前已退出生产文件的读入画面或生产画
面,由于对生产中断时传送轨道上的情况不明,很有可能造成未点胶。
2. 在重夹后生产时基板尺寸过大或基板过重,也可能使重夹失败。