KD-2077_使用说明书.pdf - 第216页
第 1 部 基本 篇 第 4 章 制作 生 产程序 4-11 10. <检查条件>按钮 显示 试 胶 时的点胶条件窗口,可进行变更。在该画面,可以变更点胶确认时的检査条件。 图 4-3 -3-1- 4 检査条件 设 定画面 表 4-3 -3-1-1 检 査条件 设定项 目 设定项目 内 容 针类型 显示在设定时所 指定针的 种类 。仅显示不能 进行 变更。 标 准点胶直径 通过直径, 对使 用 针类型中 选择的针进行 点胶时的 理想形状…
第 1 部 基本篇 第 4 章 制作生产程序
4-10
2. 开始座标(X,Y) 【基板】
输入相对于开始座标基板原点的试胶开始座标(X,Y)。
3. 次数 【基板】
输入在次数基板上进行试胶的次数。
4. 移动方向
为2次以上时,通过组合框选择移动方向。
5. 间距 【基板】
为2次以上时,输入点胶间隔。
6. 开始座标(X,Y) 【单元】
输入开始座标试胶单元上进行试胶的开始座标(X,Y)。
7. 次数 【单元】
输入在试胶单元上的试胶次数。
8. 间距(XY) 【单元】
当试胶次数在 2 次以上时,输入点胶间隔。
对于 X 方向的设定值,请距离机器设置“试胶单元”中所正确输入的试胶开始位置
30mm 以内。
如果在 Y 方向输入数值,则执行 2 列点胶,但推荐执行 1 列试胶。
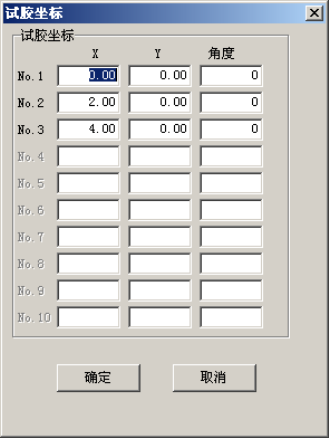
9. <编集>按钮
对于基板上的各试胶点,在窗口中显示试胶的执行座标及执行时点胶头角度,可进行变更。
在试胶座标设定画面中,将利用开始座标、移动方向、间距、次数计算得出的各试胶点座
标展开予以显示。可以输入这些点的座标及执行点胶时点胶头的角度数值。
图 4-3-3-1-3 试胶座标设定画面
第 1 部 基本篇 第 4 章 制作生产程序
4-11
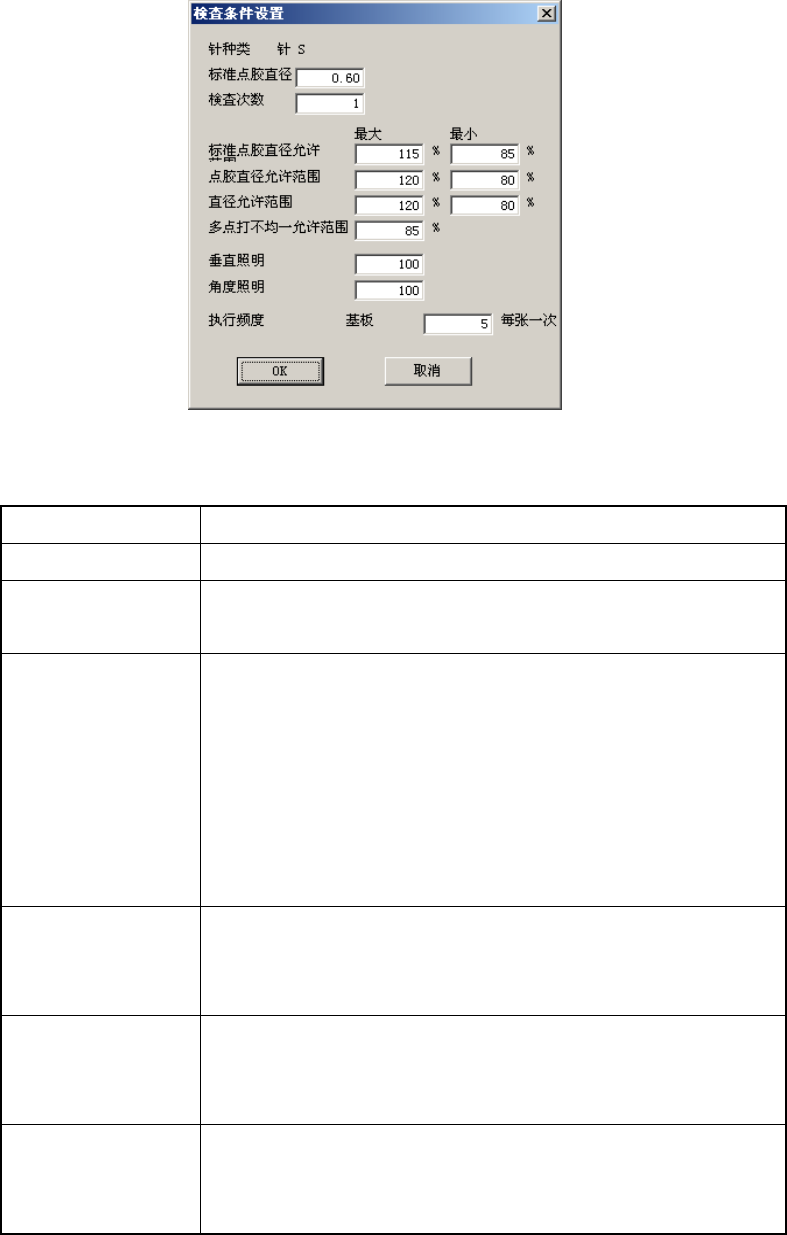
10. <检查条件>按钮
显示试胶时的点胶条件窗口,可进行变更。在该画面,可以变更点胶确认时的检査条件。
图 4-3-3-1-4 检査条件设定画面
表 4-3-3-1-1 检査条件设定项目
设定项目 内 容
针类型
显示在设定时所指定针的种类。仅显示不能进行变更。
标准点胶直径
通过直径,对使用针类型中选择的针进行点胶时的理想形状进行
设置。显示默认的各种针的标准值。
检査次数
指定执行点胶确认的检査次数。在试胶单元进行试胶的执行次数
内,最后与检査次数相应个数的试胶是用于检査的。
因为到第二次点胶的形状不稳定,因此建议输入的次数比试胶次
数少 2 次。
试胶设定的“执行方式”为“单元(有确认)”时,检査后在试
胶单元上,执行试胶次数与检査次数之间相差次数的试胶,之后
开始生产。
标准点胶直径允许范
围(最大、最小)
为了判定检査的所有点胶点的点胶直径平均值,所设定的检査合
格范围。检査合格范围设定为标准点胶直径的上限及下限,以%
单位进行表示。
点胶直径允许范围
(最大、最小)
为了判定检査的每一个点胶点的点胶直径,所设定的检査合格范
围。检査合格范围设定为标准点胶直径的上限及下限,以%单位
进行表示。
直径允许范围
(最大、
最小)
将检査的点胶点的点胶直径与直接测定的每 45°的直径进行比
较,判断形状是否合格。检査合格范围设定为点胶直径的上限及
下限,以%单位进行表示。
第 1 部 基本篇 第 4 章 制作生产程序
4-12
多点打不均一允许范
围
为了判定 2 点点胶、4 点点胶针的点胶直径偏差,所设定的检査
合格范围。相 对 于 1
次点胶的各点胶点的最大点胶直径,指定最
小点胶直径的允许范围,以%单位进行表示。
垂直照明 设定垂直照明调整值。
角度照明 设定角度照明调整值。
执行频度
设定执行检査的动作周期。并且,对最初开始生产的基板及胶粘
剂用尽暂停后的基板必须进行检査,因此是对“设定值+1
张”
数量的基板进行检査。
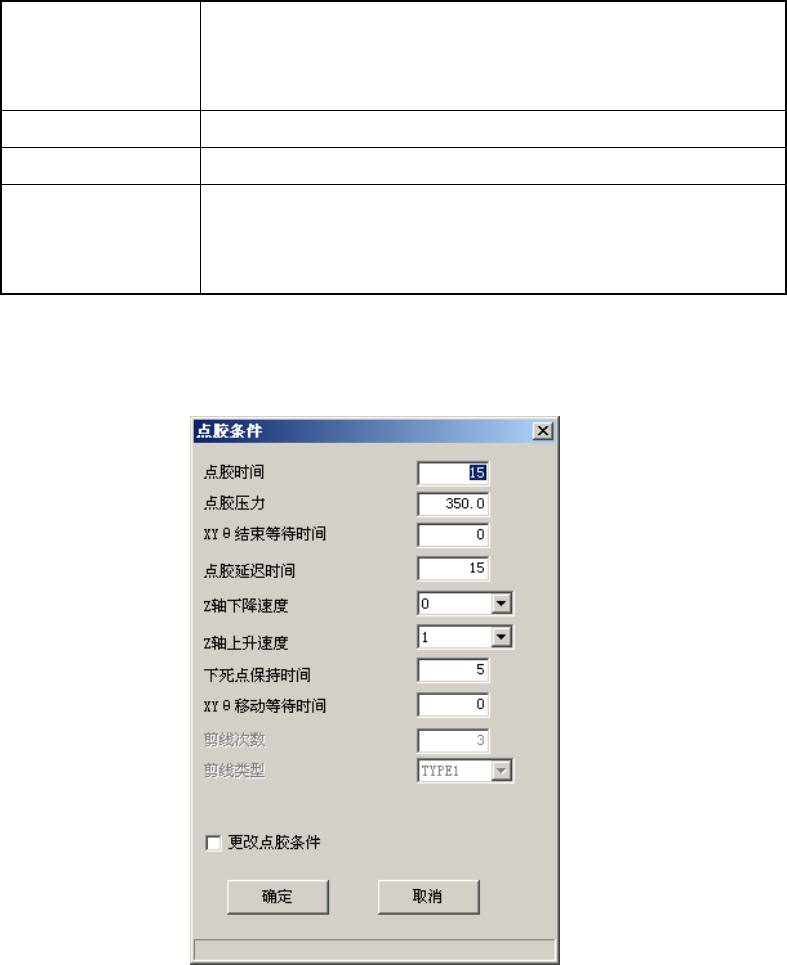
11. <点胶条件>按钮
选择该按钮,打开进行试胶时的点胶条件设定窗口。
图4-3-3-1-5 点胶条件设定画面
各项目的详细内容,请参考“4-3-6-3 点胶条件的设定”。