KD-2077_使用说明书.pdf - 第31页
第 1 部 基本篇 第 1 章 设备概要 1 - 18 1-2-7 水头差 补 正功能、残量 检知功能 在注射器 内部加上 压力,但不使 胶粘剂 挤出 ,通过测定其 抽气 时间测量注射器 内部的水头 差(抽气量的差 )。 根据测量的水头 差,自动 变更点胶压 力以使注射器 内部压缩 空气的能量达 到均一,根 据抽 气量的差对点胶 直径的变 化进行补 正。 充填率( % ) 图 1-2-7- 1 水头差 - 抽气时间 特性 针: M 针 …
第 1 部 基本篇 第 1 章 设备概要
1
-
17
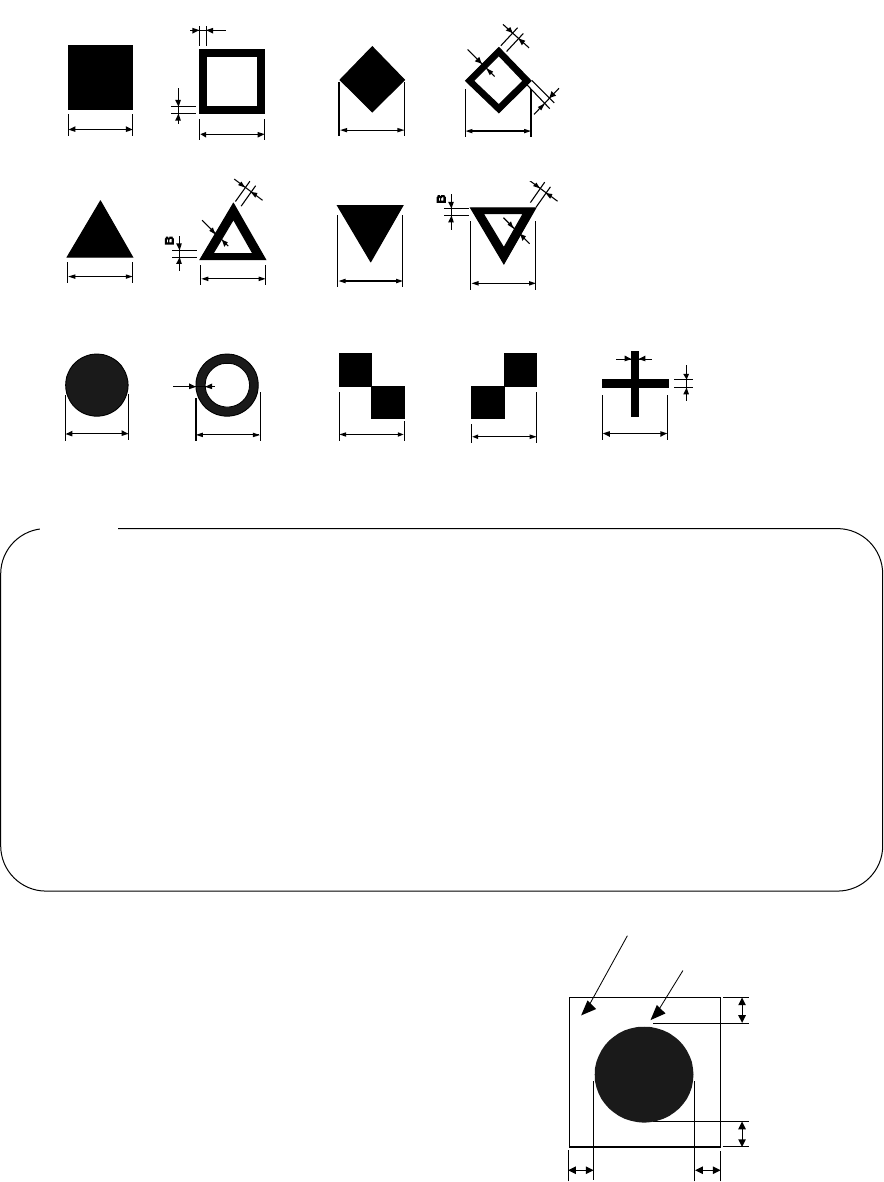
3.识别用标记
请按下述条件制作识别用标记。(图 1-2-6-4)
推荐使用均匀涂满的圆形。
此外,标记周围的空白区域以图 1-2-6-5 所示范围为准。
A
C
C
A
B
A
B
B
三角形
A
B
A
B
C
C
B
B
B
正方形
中抜き正方形
菱形
中抜き菱形
円形
中抜き円形
B
A
C
B
A
C
B
B
中抜き三角形 逆三角形 中抜き逆三角形
市松模様(1)
市松模様(2)
十字
图 1-2-6-4 识别标记形状
1.识别时,标记应处于以上方向角度。
但非矩阵基板指定为“使用每一电路的标记”时,基准电路的标记为上述方向
的角度,以 90°为单位配置电路时应可识别。
2.1 张基板内的基准点,建议使用同一形状且相同大小的标记。
3.可以识别铜箔及焊锡电镀处理。
4.最大登录数
基板标记 1 组(2 个标记或 3 个标记)
5.登录可能项目
标记编号、重心检测窗、检测时的正色/反色区别
标记形状、外形尺寸、投射有效值、统一性
6. 如无识别用标记,可通过登录用户指定的模板进行标记识别。
4.间隙
请确保各个识别标记的周围,无导体图形、
阻焊剂、标记等和其他元件。
此外,该间隙区域的尺寸请设定为正方形,
其边与识别标记外围的距离应在 0.5mm 以
上。
图 1-2-6-5 识别标记的间隙
注意 :
间隙区域
0.5 mm 以上
0.5 mm 以上
0.5 mm 以上
识别标记
A 以及 C 尺寸 :
不超出 0.5~3.0 mm ± 10%
B 尺寸 :
0.2 mm 以上
圆形
中空正方形
菱形
三角形
圆形
十字
中空圆形
中空三角形
中空菱形
倒三角形
中空倒三角形
格子状(2)
格子状(1)
第 1 部 基本篇 第 1 章 设备概要
1
-
18
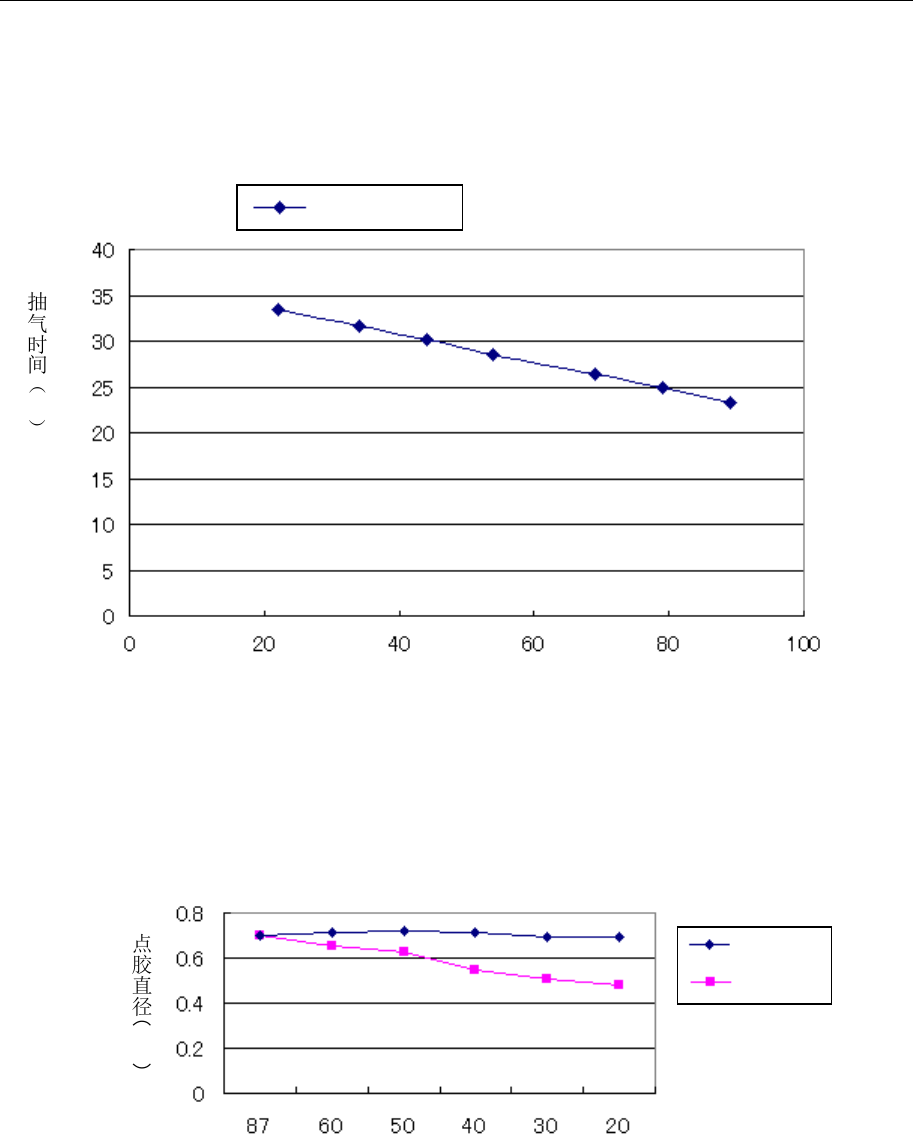
1-2-7 水头差补正功能、残量检知功能
在注射器内部加上压力,但不使胶粘剂挤出,通过测定其抽气时间测量注射器内部的水头
差(抽气量的差)。
根据测量的水头差,自动变更点胶压力以使注射器内部压缩空气的能量达到均一,根据抽
气量的差对点胶直径的变化进行补正。
充填率(%)
图 1-2-7-1 水头差-抽气时间特性
针: M针
胶粘剂:
LOCTITE 3609
水头差(充填率) (%)
图 1-2-7-2 水头差-点胶直径特性
ms
抽气时间(ms
)
补正有效
补正无效
mm
第 1 部 基本篇 第 1 章 设备概要
1
-
19
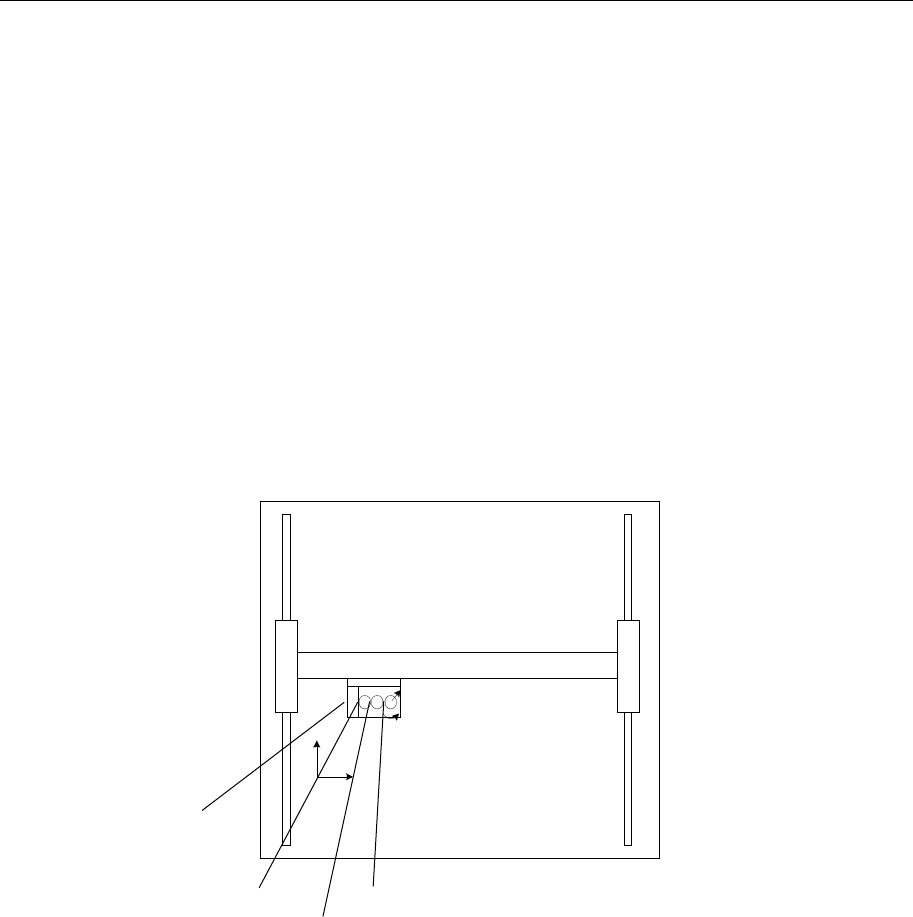
1-2-8 X,Y,Z,θ轴的说明
本设备的X、Y、Z、θ4个轴均为数控轴。
(1) X、Y 轴
装置的左右方向为X,前后方向为Y,以0.01mm为单位,显示为X=○○○.○○mm,Y=○○
○.○○mm。坐标系分为生产程序用坐标与示教用坐标。两坐标系可以自动变更,无需刻意
分开使用。
(2) Z 轴
显示高度,以0.01mm为单位,表示为Z=○○.○○mm。夹紧基板时基板上表面(不使用夹具)
为0,上升方向为+。
(3)
θ
轴
显示点胶头的旋转角度,以0.05°为单位,表示为A=○○.○○。
以逆时针旋转为正值。
Y+
X+
θ+
Z+
图 1-2-8-1
OCC
点胶头
1(L)
点胶头
2(C)
点胶头
3(R)
X
轴
Y
轴