KD-2077_使用说明书.pdf - 第360页
第 2 部 功能详解篇 第 6 章 操作选项 6 - 4 6-2-3 生产功能选项的设置 设置生产时的操 作。 图 6-2- 3 生产 的功能选项 表 6- 2-3 生产时的功 能选项设置项目的 细节 和内容 No. 项目 内容 状态 动作及详细内容 1 优 先 BO C 标记 识 别 设置优先执行 BOC 标记识别。 识别 BOC 标记优先于 识别坏板 标记。 2 所有 电 路都是坏 板 标记时结 束生 产 设置在所有电 路都 识别为…
第 2 部 功能详解篇 第 6 章 操作选项
6
-
3
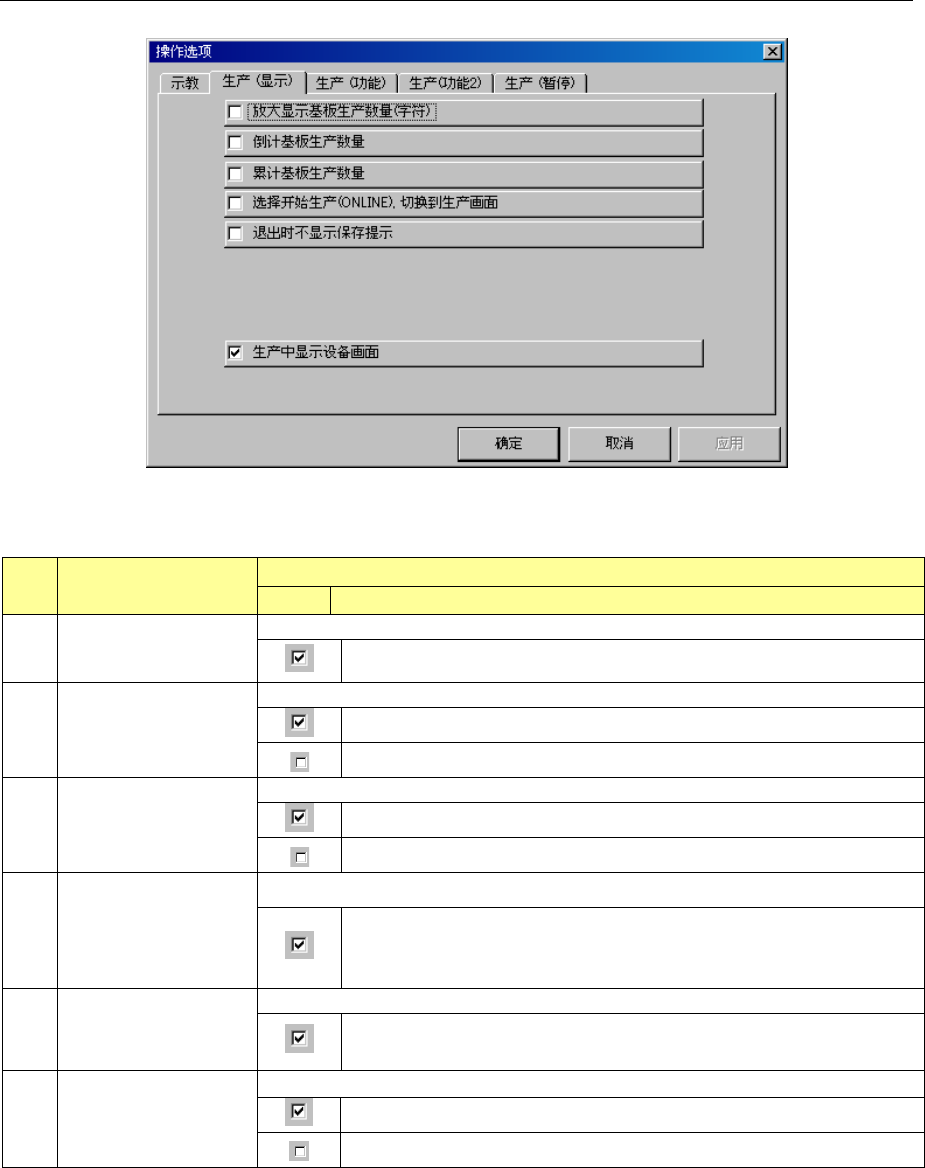
6-2-2 生产(显示)
设置生产时的画面显示等。
图 6-2-2 生产终的显示选项
表 6-2-2 生产时显示选项设置项目的细节和内容
No.
项目
内容
状态 动作及详细内容
1
放大显示基板生产
数量
设置是否用大写来显示生产运行中的基板数量。
用大写来显示生产运行中已生产的基板数量。
2 倒计基板生产数量
设置剩余生产基板数量的显示方法。
显示剩余的预计生产数量。
显示实际生产数量。
3 累计生产基板数量
设置生产基板数量的更新方法。
不清除生产管理信息时,为实际生产的累计数量。(显示总数量)
按<START>开关后,实际数量在清除为零。
4
选择开始生产
(ONLINE),切 换 到
生产画面
设置在线连接开始生产时的自动切换。
在初始(桌面)状态下,通过 ONLINE 开始基板生产时,从在线连
接下载生产
程序数据结束后,自动切换到生产条件(基板生产)画面
4
退出时不显示保存
提示
设置退出生产条件画面时,是否显示保存生产程序的提示。
退出生产画面时,不显示保存生产程序的提示。
此时,生产程序不被自动保存。
5
显示生产中设备画
面
设置生产中的显示画面。
显示生产设备状态画面。
显示生产状态画面。
第 2 部 功能详解篇 第 6 章 操作选项
6
-
4
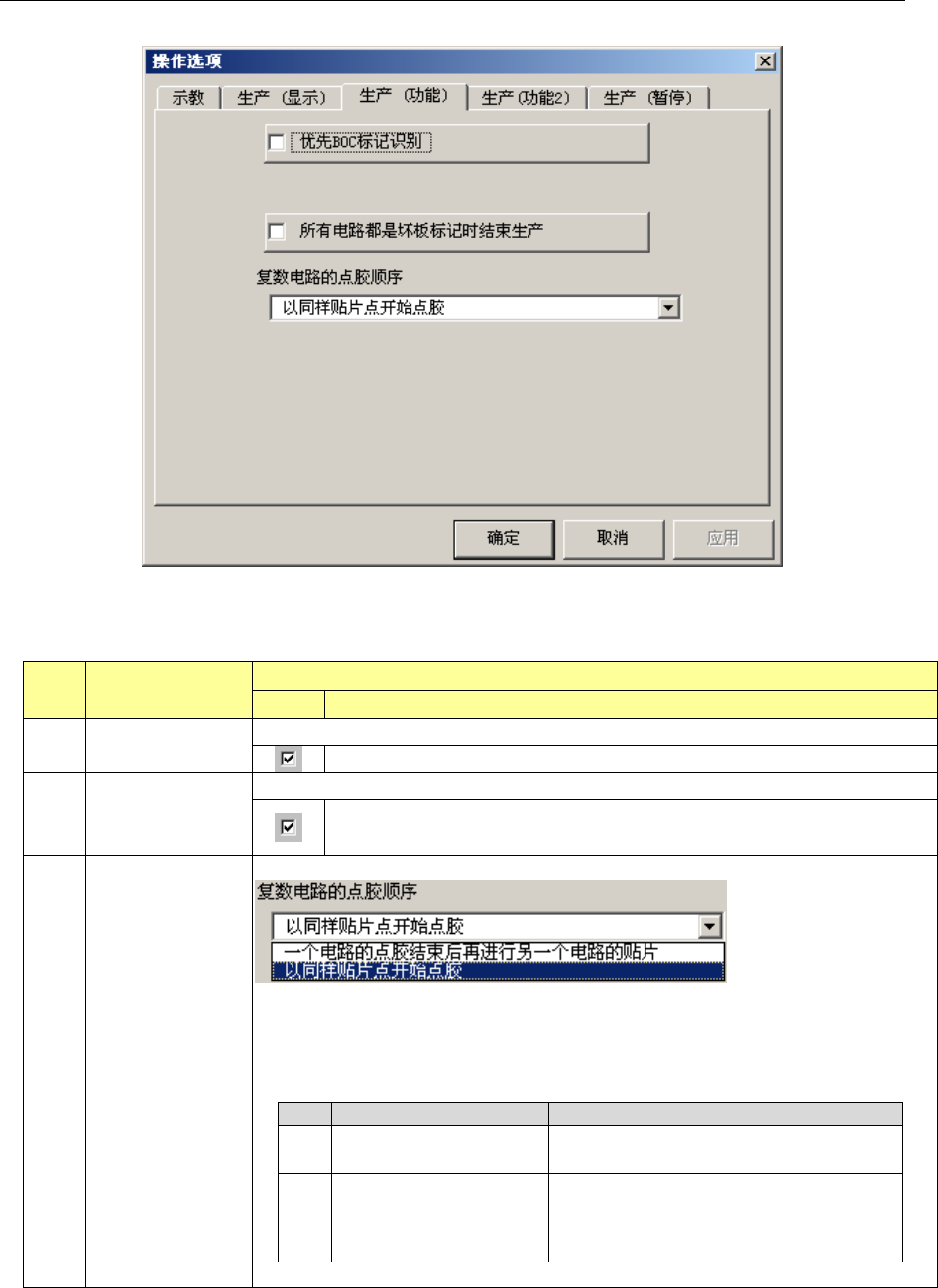
6-2-3 生产功能选项的设置
设置生产时的操作。
图 6-2-3 生产的功能选项
表 6-2-3 生产时的功能选项设置项目的细节和内容
No. 项目
内容
状态 动作及详细内容
1
优先 BOC 标记识
别
设置优先执行 BOC 标记识别。
识别 BOC 标记优先于识别坏板标记。
2
所有电
路都是坏
板标记时结
束生
产
设置在所有电路都识别为坏板标记时,是否中断生产。
即使生产未达到预定数量,也要结束生产。因 为可以推断是“坏板标记
位置信息错误”、“传感器的调整不良或故障”等出现异常。
3
复数电路的点胶
顺序
指定要使用的点胶顺序。
图 6-2-3-1 多电路的点胶顺序图
表 6-2-3-1 多电路的点胶顺序的选项和概要
No.
选项 概要
1
结束一个电路的点胶后再
进行另一个电路的点胶
在矩阵或非矩阵上,对每一电路依次点胶,
逐个电路完成点胶。
2
在同一个贴片点开始点胶
按照贴片数据的顺序,将第 1 号元件在各电
路上点胶,然后将第 2 号元件位置按各电路
上贴片数据的顺序在各电路上点胶。
第 2 部 功能详解篇 第 6 章 操作选项
6
-
5
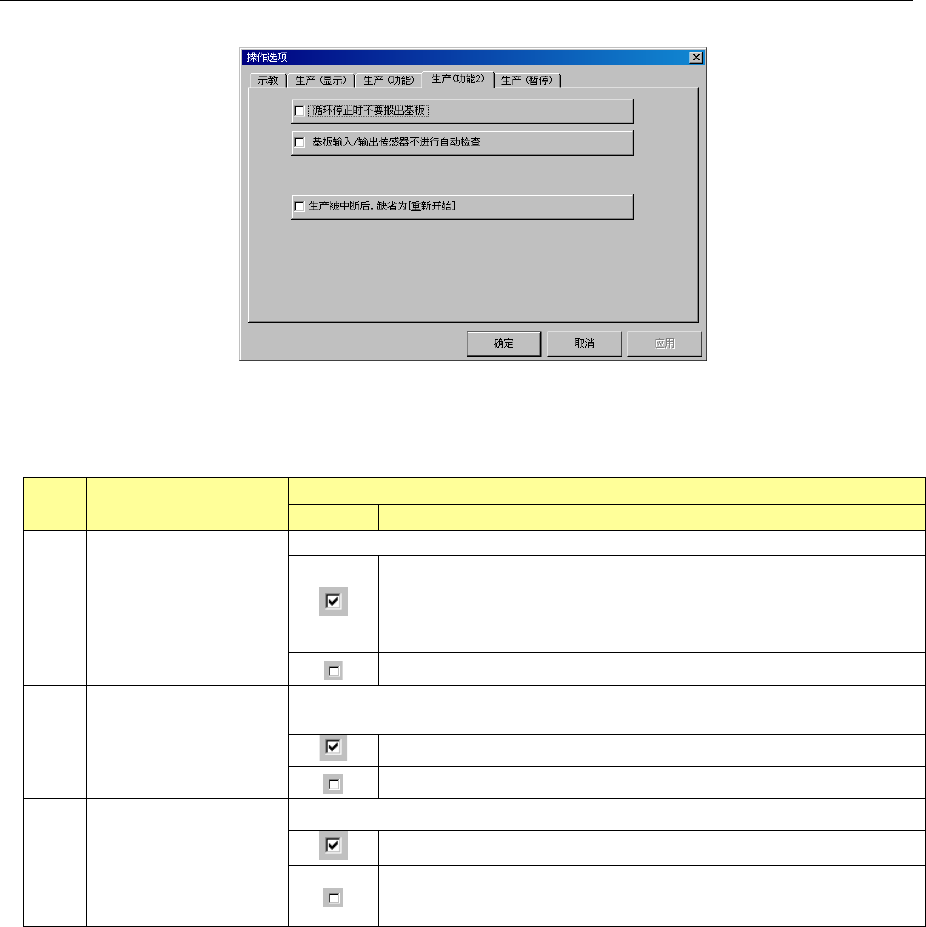
6-2-4 生产功能 2 选项的设置
设置生产时的操作。
图 6-2-4 生产功能 2 选项
表 6-2-4 生产功能 2 选项设置项目的详细内容
No. 项目
内容
状态 动作及详细内容
1
循环 停止时 不要搬出
基板
设置在循环停止时是否搬出基板。
在生产中按下单循环键时,生产一块基板后不搬出基板,留在
中心站上。
・释放基板并暂停。
・按<START>键,再进行生产。
把基板排出到后道工序后结束生产。
2
基板输入/输出传感器
不进行自动检查
设置在 IN 缓冲、OUT 缓冲传送动作中发生错误后开始生产时、是否对
IN
缓冲器、OUT 缓冲上有无基板进行检查。
生产开始时不检查基板。
生产开始时,如基板残留在传感器之间,则自动启动传感器。
3
生产被中断后,缺省为
重新开始
设置生产中断时,生产条件画面的重新开始位置是否为「重新开始」。
设置生产中断时,生产条件画面的重新开始位置为「重新开始」。
设置生产中断时,生产条件画面的重新开始位置为「不重新开
始」。